柴油机飞轮锁片冲压模设计
- 格式:doc
- 大小:859.01 KB
- 文档页数:25

皖西学院学生毕业设计(论文)报告系别:机电工程学院专业:模具设计与制造班号:学生姓名:学生学号:设计(论文)题目:柴油机飞轮锁片冲压工艺编制及模具设计指导教师:设计地点:起迄日期: 2011。
9.20~2011。
10.31毕业设计(论文)任务书专业模具设计与制造班级模具095 姓名潘志春一、课题名称:柴油机飞轮锁片冲压工艺编制及模具设计二、主要技术指标:1、,按(IT13级)保证尺寸精度要求,料厚为1。
2mm2、要求尽量采用一套模具完成3、模具可以装在通用的冲压设备上4、冲孔落料无毛刺,锐边5、要求8000字左右三、工作内容和要求:1、进行零件工艺分析,制定工艺方案2、工艺尺寸计算,设备选择,模具主要工作零件及其他零件设计绘出全套装配图、零件图(不加工的标准件不画)3、对相关资料做整理、分析、研究和总结4、完成论文电子稿。
标题要简明有概括性,目录正确整齐,中、英文摘要和前言,正文与参考文献及目录;排版格式及具体要求查看格式与要求。
四、主要参考文献:_____________[1]胡彦辉. 模具制造工艺学[M]。
重庆:重庆大学出版社,2005 [2]冯炳尧. 模具设计与制造简明手册[M]。
上海:上海科学技术出版社,1998[3]陈剑鹤。
冷冲压工艺与模具设计[M].北京:机械工业出版社,2006[4]刘心治. 冷冲压工艺及模具设计[M].重庆:重庆大学出版社,2005学生(签名)年月日指导教师(签名)年月日教研室主任(签名) 年月日毕业设计(论文)开题报告目录摘要 (1)0。
引言 (1)一、冲压工艺分析 (2)二、确定冲压工艺方案和模具结构形式 (3)2.1分析制件的冲压工艺性 (4)2.2确定零件工艺方案 (4)2.3确定冲模类型及结构形式 (4)三、工艺计算 (4)3.1 排样、计算条料宽度、确定步距 (4)3。
2材料利用率 (5)四、凸凹模刃口尺寸计算 (5)4。
1合理间隙确定 (5)4.2刃口尺寸计算(刃口全部采用配合加工法计算) (6)五、冲压力计算 (6)六、压力中心计算 (6)七、模具闭合高度 (7)八、结术语 (8)九、答谢辞 (8)10。
1概述1.1选题的意义与目的一个国家模具行业的发达程度很大程度反映了该国的工业发达程度和科技发展水平,也是衡量该国的国防实力和综合国力的重要因素.据统计,金属零件的75%粗加工,50%的精加工塑料零件的90%是用模具加工完成的。
故模具制造业是高技术密集型产业,已成为先进制造技术的重要组成部分。
其中,冲压是模具产业的重要组成支柱之一。
冲压是靠压力机和模具使板材,带材,管材和型材发生塑性变形或分离,而使工件得到目标形状和尺寸的成形加工方法。
冲压的应用范围十分广泛,据统计,在电子工业产品中,冲压件的数量占零件总数的绝大部分(约为85%)。
在全世界的钢材中,有60%~70%是板材,大部分经冲压制成成品。
冲压模具产业在汽车,电机,仪器仪表,家电,自行车,简单机械,办公机械等机械工业及日用品的生产中起到举足轻重的作用。
本课题要求对柴油机飞轮锁片进行冲压模具设计,通过对此零件进行工艺分析确定零件的冲压工艺方案并制定部分零件的制造工艺。
由此可以培养我们综合运用所学的CAD/CAM,UG的相关理论知识并熟练操作,各类冲压成形规律,成形工艺设计与模具设计以及各类冲压模具零件的不同加工方法,加工工艺及装配方法。
熟悉地查阅相关手册,标准,图标等技术资料,提高识图,制图,运算和编写技术文件的基本技能。
以及分析,解决实际问题的能力和进行科学研究的初步能力,培养我们的独立工作能力,创新能力以及理论联系实际和严谨求实的工作作风,为我们未来工作打下坚实基础。
1.2研究现状及发展趋势进入21世纪以来,世界机械制造业进入了前所未有的快车道,由于社会上大部分行业都离不开模具的支持,模具是制造业的基础装备,是强大的“效益放大器”,模具在我国的国民经济中占据了重要地位。
目前,虽然我国模具产值已是世界第三,但总体技术水平还是比工业发达国相对落后,模具在我国还是幼稚工业,模具进出口逆差达每年10亿美元我国模具工业基本上是从企业内部自产自用为主,附属于产品生产的工装行业,发展成为有一定规模的资金密集型高新技术装备制造产业。

引言我国冲压模具无论在数量上,还是在质量、技术和能力等方面都已有了很大发展,但与国民经济需求和世界先进水平相比,差距仍很大,一些大型、精密、复杂、长寿命的高档模具每年仍大量进口。
一些低档次的简单冲模,已趋供过于求,市场竞争激烈。
未来冲压模具制造技术有以下几大发展趋势:(1)全面推广CAD/CAM/CAE技术。
(2)高速铣削加工。
(3)模具扫描及数字化系统。
(4)电火花铣削加工。
(5)提高模具标准化程度。
(6)优质材料及先进表面处理技术。
(7)模具研磨抛光将自动化、智能化。
(8)模具自动加工系统的发展。
这是我国长远发展的目标。
模具自动加工系统应有多台机床合理组合;配有随行定位夹具或定位盘;有完整的机具、刀具数控库;有完整的数控柔性同步系统;有质量监测控制系统。
本次设计主要内容及基本要求:(1) 读懂冲压件的产品图,了解设计题目要求(2) 对冲压件进行冲压工艺性分析,并确定最佳的工艺方案(3) 确定模具类型及结构形式(工作零件,定位零件,卸料顶出零件,导向方式,模架)(4) 进行必要的工艺计算(5) 选择和确定模具的主要零件的结构尺寸,其他零件的尺寸(计算闭合高度)(6) 校核所选成型机械(7) 绘制模具装配图和工作零件图(8) 编写设计说明书。
目录引言…………………………………………………………………………………………..毕业设计任务书……………………………………………………………………………..开题报告……………………………………………………………………………………..摘要…………………………………………………………………………………………..1.冲压件工艺性分析………………………………………………………………….2.冲压工艺方案的确定………………………………………………………………3.主要设计计算………………………………………………………………………..3.1排样方式的确定及其计算………………………………………………………….3.2冲压力的计算……………………………………………………………………….3.3压力中心的计算…………………………………………………………………….3.4工作零件刃口尺寸计算……………………………………………………………4.模具总体设计……………………………………………………………………….4.1模具类型…………………………………………………………………………..4.2定位方式…………………………………………………………………………..4.3推件卸料系统……………………………………………………………………..4.4导向方式……………………………………………………………………………4.5送料…………………………………………………………………………………4.6工作过程……………………………………………………………………………5.零件的结构设计……………………………………………………………………5.1主要零件的结构设计………………………………………………………………5.2定位零件的设计……………………………………………………………………5.3模架及其他零部件设计……………………………………………………………6.模具总装图…………………………………………………………………………..7.冲压设备的选定……………………………………………………………………8.模具零件加工工艺及装配………………………………………………………..9.模具装配………………………………………………………………………………..结束语…………………………………………………………………………………………参考文献………………………………………………………………………………………总结及致谢………………………………………………………………………...................指导记录……………………………………………………………………………………..附件…………………………………………………………………………………………..怀化职业技术学院毕业论文(设计)任务书题目: 柴油机飞轮锁片工件简图:如图1.1所示生产批量:大批量材料:A3学号:200831082姓名:鲍海东专业:模具设计与制造指导教师: 肖露云图1.1主要内容及基本要求(1) 读懂冲压件的产品图,了解设计题目要求(2) 对冲压件进行冲压工艺性分析,并确定最佳的工艺方案(3) 确定模具类型及结构形式(工作零件,位零件,卸料顶出零件,导向方式,模架)(4) 进行必要的工艺计算(5) 选择和确定模具的主要零件的结构尺寸,其他零件的尺寸(计算闭合高度)(6) 校核所选成型机械(7) 绘制模具装配图和工作零件图(8) 编写设计说明书。
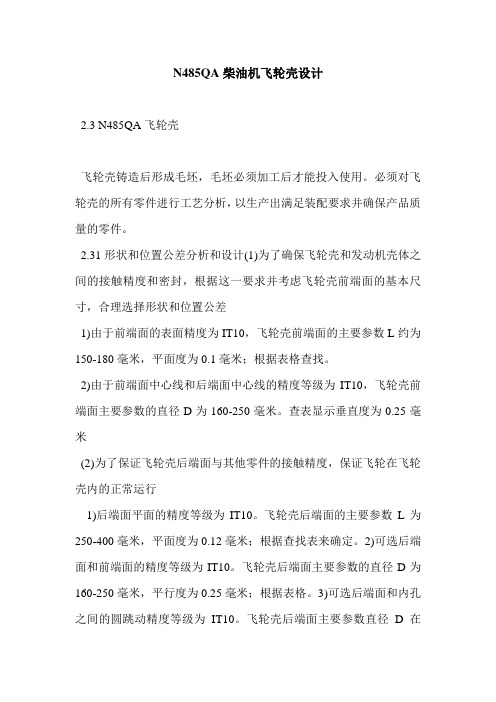
N485QA柴油机飞轮壳设计2.3 N485QA飞轮壳飞轮壳铸造后形成毛坯,毛坯必须加工后才能投入使用。
必须对飞轮壳的所有零件进行工艺分析,以生产出满足装配要求并确保产品质量的零件。
2.31形状和位置公差分析和设计(1)为了确保飞轮壳和发动机壳体之间的接触精度和密封,根据这一要求并考虑飞轮壳前端面的基本尺寸,合理选择形状和位置公差1)由于前端面的表面精度为IT10,飞轮壳前端面的主要参数L约为150-180毫米,平面度为0.1毫米;根据表格查找。
2)由于前端面中心线和后端面中心线的精度等级为IT10,飞轮壳前端面主要参数的直径D为160-250毫米。
查表显示垂直度为0.25毫米(2)为了保证飞轮壳后端面与其他零件的接触精度,保证飞轮在飞轮壳内的正常运行1)后端面平面的精度等级为IT10。
飞轮壳后端面的主要参数L为250-400毫米,平面度为0.12毫米;根据查找表来确定。
2)可选后端面和前端面的精度等级为IT10。
飞轮壳后端面主要参数的直径D为160-250毫米,平行度为0.25毫米;根据表格。
3)可选后端面和内孔之间的圆跳动精度等级为IT10。
飞轮壳后端面主要参数直径D在1XXXX实现销售收入2165.1亿元,占全国工业销售总收入的21%,利润257亿元,税收621亿元,占全国工业同比收入的15%,出口创汇363亿元。
世界上第一辆三轮内燃机车和第一辆四轮内燃机车在XXXX成功发明后,占了该国的外贸出口量,每个国家都相继生产了自己的汽车,使世界汽车工业发生了迅速的变化。
奥托提出四冲程循环点火内燃机后,德国汽车工程师鲁道夫·迪塞尔于1892年提出了一种新型内燃机技术。
也就是说,液体燃料在压缩结束时被喷射到气缸中,并且燃料在压缩结束时被气体的高温点燃。
它可以采用大的压缩比和膨胀比,没有爆燃,其热效率可以是当时其他型号的两倍。
这个想法在5年后终于演变成一个实用的模型,即压燃式发动机-柴油发动机。

锁壳冷冲压模具设计摘要近年来,我国家电工业的高速发展对模具工业,尤其是冷冲模具提出了越来越高的要求,近些年,冷冲模具在整个模具行业中所占比例已上升到50%左右,据有关专家预测,在未来几年中,中国冷冲模具工业还将持续保持年均增长速度达到10%以上的较高速度的发展。
国内冷冲模具市场以冷冲模具需求量最大,其中发展重点为工程冷冲模具。
冲裁成型是冷冲成型的一种重要方法,它主要适用于金属材料的成型,可以一次成型形状复杂的精密零件。
本课题就是将锁壳冷冲压模作为设计模型,将冲裁模具的相关知识作为依据,阐述冷冲压模具的设计过程。
本设计对锁壳冷冲压模进行的冷冲压模的设计,对工件结构进行了工艺分析。
明确了设计思路,确定了冲压成型工艺过程并对各个具体部分进行了详细的计算和校核。
如此设计出的结构可确保模具工作运用可靠,保证了与其他部件的配合。
最后用autoCAD绘制了一套模具装配图和零件图。
本课题通过对锁壳冷冲压模的冷冲压模具设计,巩固和深化了所学知识,取得了比较满意的效果,达到了预期的设计意图。
关键词:冲压模具;冲裁成型;模具设计AbstractIn recent years, China's household electrical appliance industry in the development of high-speed tooling industry, in particular, have raised Die growing demands in recent years, the entire Die in a proportion of trade has risen to around 50 percent, according to the relevant Experts predict that in the next few years, China will continue to Die with industry to maintain an average annual growth rate reached over 10 percent of high speed development. Die with the domestic market to Die with the greatest demand, which focus on the development of a project Die.Blanking is forming a cold-forming an important method, which apply mainly to the forming of metal materials, forming a complex shape of the precision components. The issue is to lock shell cold stamping die as a design model, will be punching die ofrelated knowledge as the basis on cold stamping die design process.The design of the lock shell of the cold stamping die of cold stamping die design, the structure of the workpiece Technology Analysis. Defined the design, determine the process of stamping and forming part of the specific details of the calculation and verification. So the structure can be designed to ensure that the use of reliable mold work to ensure that the co-ordination with other components. Finally, autoCAD drawing a mold assembly and parts plans.The subject of the lock through the shell cold stamping die of cold stamping die design, consolidated and deepened by knowledge, has been relatively satisfied with the results, achieved the expected design intent.Keywords :stamping die; blanking molding; die design目录前言 (15)1 工艺分析工艺方案的确定 (19)1.1冲裁件的工艺性分析 (19)1.2综合技术经济效益观念 (19)1.3零件材料性能分析及工件工艺性分析 (19)1.4零件工艺性的分析 (21)1.5重视模具材料和结构的选择,保证有一定的模具寿命。

单缸四冲程柴油机飞轮设计柴油机是现代工业中应用广泛的一种动力机械。
单缸四冲程柴油机飞轮是柴油机重要零部件之一,它具有储能、减震等作用,是柴油机工作过程中不可或缺的零部件。
单缸四冲程柴油机是指由一个缸体组成,通过耗能卸荷的方式使减速器等负载继续运行的柴油机。
它具有结构简单、重量轻、易于维修和维护等优点,是小型船舶、挖掘机、发电机等领域的常用动力源。
单缸四冲程柴油机飞轮作为柴油机工作过程中的一个必要组成部分,其设计与制造很大程度上影响到柴油机性能和寿命,因此非常重要。
飞轮的设计与制造需要考虑的因素较多,主要包括转动惯量、强度和平衡性等方面。
飞轮的转动惯量是指飞轮所具有的有旋转惯量的大小,它与飞轮的直径、厚度和材料密度等相关。
在柴油机运转过程中,飞轮的转动惯量越大,其能够储存的动能就越多,能够对发动机所处环境的变化产生更好的缓冲作用。
同时转动惯量还会影响柴油机抗振能力和稳定性等性能。
强度是指飞轮所需承受的最大受力大小或所需在运行中承受的最小损伤,与飞轮的起伏、材料的强度和密度等相关。
在柴油机工作过程中,飞轮会承受转矩和离心力等作用,因此强度是很重要的设计参数。
飞轮的强度应当能够承受其所受到的最大受力大小,否则在柴油机工作过程中会出现跳动或破坏等问题。
平衡性是指飞轮在旋转时不会产生巨大的震动或噪声。
在飞轮制造过程中,应该要保证旋转的平衡性,以免在柴油机工作过程中出现明显的振动以及噪声。
特别是对于高速柴油机的飞轮设计更要注重平衡性。
总之,单缸四冲程柴油机飞轮的设计对柴油机的性能、寿命和安全都有很大的影响。
在设计中应该充分考虑飞轮的转动惯量、强度和平衡性等要素,以求更好的工作效果。
学校代码:10410序号:20060821本科毕业论文题目:柴油机飞轮锁片冲压模设计学院:工学院姓名:付勇学号:********专业:农业机械化及其自动化年级:农机061指导教师:***二O一0年五月摘要模具是工业生产中重要的工艺装备,是国民经济各部门发展的重要基础之一。
级进模是一种复杂、精密的冲压模具,它具有高效率、高精度和高寿命等优越性,适用于各种冲压行业的自动化生产。
本文分析了回油管夹片零件的结构工艺性和冲压工艺,介绍了零件的排样方案、模具的总体结构、主要零部件的设计。
该模具具有结构紧凑、加工制造容易、工作平稳、操作简便、生产效率高的特点。
关键词模具设计级进模Abstract: Mould & Die is important technical equipment in industrial production. It is also one of the most important developmental foundations for all departments of country economy. The progressive die is a kind of complex and precise forming die. It possesses many advantages such as high efficiency,accuracy and long life. So it is used for many kinds of automation production in sheet metal forming. The technological characteristic and the stamping technology of Engine flywheel locking pieces of mold were analyzed. Layout project, total structure of die, and design of the key parts were introduced. The die structure was compact, machining easy, working smoothly,operated conveniently and high production efficiency .Key words: die design progressive die目录目录 (3)一引言 (4)二零件工艺分析 (4)2.1工艺方案的确定 (4)2.2 零件的形状、尺寸、精度、断面质量、装配关系分析 (5)2.2.1冲压部分分析 (5)三主要工艺参数计算 (5)3.1 冲裁部分相关计算 (5)3.1.1、合理排样并绘制排样图,计算出材料利用率 (5)3.1.2 冲裁力计算 (6)3.1.3 冲裁压力中心的确定 (7)3.1.4 冲裁设计中橡胶选取与计算 (8)3.1.5 确定凸、凹模间隙,计算凸、凹模工作部分尺寸 (8)四压力机的选择 (10)五模具总体结构设计 (11)5.1 凸模和凹模外形尺寸的确定 (11)5.1.1 整体凹模外形尺寸的确定 (11)5.1.2 落料凹模外形尺寸的确定 (11)5.1.3.冲孔凸模长度及强度校核 (12)5.2 选定定位元件 (13)5.3 固定板、垫板设计与标准 (14)5.4上、下模座 (15)5.5 闭合高度 (16)5.6 模架的设计 (17)5.7 模柄与标准 (18)5.8 卸料、出件方式的选择 (18)5.9 紧固件与模具定位件的标准与确定 (20)5.10 导正销的选择及导柱导套导向装置 (20)导正销的头部由圆锥的导入部分和圆柱形的导正部分组成。
冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1。
冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能.②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁.③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,可-0.74 0-0.52-0.52-0.52-0.52按IT14级确定工件尺寸的公差。
孔边距12mm 的公差为—0。
11,属11级精度。
查公差表可得各尺寸公差为:零件外形:65 mm 24 mm 30 mm R30 mm R2 mm零件内形:10 mm孔心距:37±0。
31mm 结论:适合冲裁。
2。
工艺方案及模具结构类型该零件包括落料、冲孔两个工序,可以采用以下三种工艺方案:①先落料,再冲孔,采用单工序模生产。
②落料—冲孔复合冲压,采用复合模生产. ③冲孔-落料连续冲压,采用级进模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式.由于孔边距尺寸12 mm 有公差要求,为了更好地保证此尺寸精度,最后确定 用复合冲裁方式进行生产。
+0.36 0-0.11工件尺寸可知,凸凹模壁厚大于最小壁厚,为便于操作,所以复合模结构采用倒装复合模及弹性卸料和定位钉定位方式。
3。
排样设计查《冲压模具设计与制造》表2.5。
2,确定搭边值:两工件间的搭边:a=2.2mm工件边缘搭边:a1=2。
5mm步距为:32.2mm条料宽度B=D+2a1=65+2*2.5=70确定后排样图如2所示一个步距内的材料利用率η为:η=A/BS×100%=1550÷(70×32.2)×100%=68.8%查板材标准,宜选900mm×1000mm的钢板,每张钢板可剪裁为14张条料(70mm×1000mm),每张条料可冲378个工件,则η为:η=nA1/LB×100%=378×1550/900×1000×100%=65。
锁片成形模设计
刘兴才
【期刊名称】《模具工业》
【年(卷),期】1998()1
【摘要】通过对锁片成形模的设计分析和计算,说明采用1次弯曲成形模结构形式成形类似形状的零件是可行的。
【总页数】3页(P15-17)
【关键词】航空发动机;锁片;成形模;弯曲;冲压
【作者】刘兴才
【作者单位】中国人民解放军第5707工厂
【正文语种】中文
【中图分类】TG385.2;V263.13
【相关文献】
1.大间隙抱合螺纹金属挤压成形机调模锁模机构设计 [J], 李树高;张树国;杨湘杰;汪丽君
2.方向锁套径向通孔成形模设计 [J], 崔东风
3.特大型推力球轴承保持架锁点成形模的设计 [J], 张德颖;杨世谊;张亚辉;杨俊生;敖正红
4.使用聚胺脂的锁片成形模设计 [J], 刘兴才
5.一模二用的气道前片成形模设计 [J], 李德义
因版权原因,仅展示原文概要,查看原文内容请购买。
目录1 绪论 (1),特点与发展 (1) (2) (2)2 模具总体设计 (6)冲裁工艺分析 (6)材料分析 (6)结构分析 (6)精度分析 (6)冲压工艺方案的确定 (6)冲压工艺计算 (7)排样计算条料宽度及确定步距 (7) (10) (12) (13)模具总体结构图 (13)3 模具零部件设计 (15)工作零件设计 (15)凸模 (15)凹模 (16)凸凹模 (16) (17) (17) (18) (18) (18) (19) (19) (19) (21) (21) (21) (23) (23)4压力机的校核 (24)5 模具主要零件加工工艺规程的编制 (25) (25)非标准零件的加工工艺 (25)6 结论 (28)参考文献 (29)致谢 (30)附录 (31)1 绪论,特点与发展冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。
这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。
学校代码:10410序号:20060821本科毕业论文题目:柴油机飞轮锁片冲压模设计学院:工学院姓名:付勇学号:********专业:农业机械化及其自动化年级:农机061指导教师:***二O一0年五月摘要模具是工业生产中重要的工艺装备,是国民经济各部门发展的重要基础之一。
级进模是一种复杂、精密的冲压模具,它具有高效率、高精度和高寿命等优越性,适用于各种冲压行业的自动化生产。
本文分析了回油管夹片零件的结构工艺性和冲压工艺,介绍了零件的排样方案、模具的总体结构、主要零部件的设计。
该模具具有结构紧凑、加工制造容易、工作平稳、操作简便、生产效率高的特点。
关键词模具设计级进模Abstract: Mould & Die is important technical equipment in industrial production. It is also one of the most important developmental foundations for all departments of country economy. The progressive die is a kind of complex and precise forming die. It possesses many advantages such as high efficiency,accuracy and long life. So it is used for many kinds of automation production in sheet metal forming. The technological characteristic and the stamping technology of Engine flywheel locking pieces of mold were analyzed. Layout project, total structure of die, and design of the key parts were introduced. The die structure was compact, machining easy, working smoothly,operated conveniently and high production efficiency .Key words: die design progressive die目录目录 (3)一引言 (4)二零件工艺分析 (4)2.1工艺方案的确定 (4)2.2 零件的形状、尺寸、精度、断面质量、装配关系分析 (5)2.2.1冲压部分分析 (5)三主要工艺参数计算 (5)3.1 冲裁部分相关计算 (5)3.1.1、合理排样并绘制排样图,计算出材料利用率 (5)3.1.2 冲裁力计算 (6)3.1.3 冲裁压力中心的确定 (7)3.1.4 冲裁设计中橡胶选取与计算 (8)3.1.5 确定凸、凹模间隙,计算凸、凹模工作部分尺寸 (8)四压力机的选择 (10)五模具总体结构设计 (11)5.1 凸模和凹模外形尺寸的确定 (11)5.1.1 整体凹模外形尺寸的确定 (11)5.1.2 落料凹模外形尺寸的确定 (11)5.1.3.冲孔凸模长度及强度校核 (12)5.2 选定定位元件 (13)5.3 固定板、垫板设计与标准 (14)5.4上、下模座 (15)5.5 闭合高度 (16)5.6 模架的设计 (17)5.7 模柄与标准 (18)5.8 卸料、出件方式的选择 (18)5.9 紧固件与模具定位件的标准与确定 (20)5.10 导正销的选择及导柱导套导向装置 (20)导正销的头部由圆锥的导入部分和圆柱形的导正部分组成。
导正部分的直径和高度尺寸及公差很重要。
导正销的基本尺寸可按下式计算: (21)六冲压模具的安全技术 (21)七冲模的安装 (21)八模具的装配图 (22)小结 (23)参考文献 (24)致谢 (25)一引言改革开放以后,随着国民经济的高速发展,市场对模具的需求量不断增长,于是模具对于现代工业来说是越来越重要,尤其是冲压技术的应用.在国民经济各部门中,几乎都有冲压加工生产,它不仅与整个机械行业密切有关,而且与人民的生活相关.近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
随着与国际接轨的脚步不断加快,市场竞争的日益加剧,人们已经越来越认识到产品质量、成本和新产品的开发能力的重要性。
而模具制造是整个链条中最基础的要素之一,模具制造技术现已成为衡量一个国家制造业水平高低的重要标志,并在很大程度上决定企业的生存空间。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C-Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。
此外,许多研究机构和大专院校开展模具技术的研究和开发。
经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
由于冲压工艺具有生产效率高、质量稳定、成本低以及可加工复杂形状工件等一系列优点,在机械、汽车、轻工、国防、电机电器、家用电器,以及日常生活用品等行业应用非常广泛,占有十分重要的地位。
随着工业产品的不断发展和生产技术水平的不断提高,冲压模具作为个部门的重要基础工艺装备将起到越来越大的作用。
二零件工艺分析2.1工艺方案的确定零件传统的生产工艺一般先在落料、冲孔复合模上进行冲裁,这种方法所需模具较多,冲床利用率低,不易实现自动化生产,且生产效率低,不能适应该产品生产的需求。
将冲压生产柴油机飞轮锁片的模具设计成自动送料的多工位级进模,在解决上面问题的同时,还可以避免分模加工中定位误差的产生,提高产品质量,降低操作工人的劳动强度和生产成本,有助于提高其产品的市场竞争能力。
柴油机飞轮锁片是飞轮上用来止动的零件,其材料为A3钢,板料厚度为1.2mm ,生产批量很大。
零件简图如图一所示,零件类似一垫片,中间有切舌。
零件结构尺寸较小,属于典型的中小型冲压件。
图一2.2 零件的形状、尺寸、精度、断面质量、装配关系分析2.2.1冲压部分分析该零件形状简单,是由圆和直线组成的.按照要求普通冲裁件外形与内孔尺寸所能达到的经济公差等级一般不高于IT11级,由《冲压工艺及冲模设计》表3-6、3-7查得,普通冲裁件外形公差可达到0.14mm,内孔公差可达到0.05mm。
图样中精度及断面质量均没有特别的要求,零件图上的所有的尺寸均未标注公差,属于自由尺寸,即可在IT12—IT18取公差值,按IT14级确定工件尺寸的公差。
该零件的精度要求能够在冲裁加工中得到保证.断面质量按一般标准处理。
根据生产实践可知其装配关系大致为一般的普通落料模形式的改进,其它如生产批量等情况,也均符合冲裁的工艺要求。
三主要工艺参数计算3.1 冲裁部分相关计算3.1.1、合理排样并绘制排样图,计算出材料利用率(1)排样方法的确定根据工件的形状,确定采用有废料排样的方法。
模具为连续模,采用直排,经多次排样计算画出排样图,如图二图二:排样(2)计算板材规格查《冲压工艺及冲模设计》表3-10排样方法,根据零件形状两制件间按矩形且为有废料排样,查《中国模具设计大典》取搭边值为1.5,侧边取搭边值也为2。
进距为:h=63.5mm条料宽为:b= 67.2mm(3)计算条料的利用率一个进距内的材料利用率η为%100⨯=Bh nA η式中 A ——冲裁件面积(mm 2);n —— 一张条料上的的冲件总数目;B ——条料宽度(mm )h ——条料长度(mm ) 在此排样中:%100LB d -D 422⨯=)(ηπ=48.44%1002.6765)3762(422=⨯-π%3.1.2 冲裁力计算(1)冲裁力冲F平刃口冲裁模的冲裁力冲F 一般按下式计算:b F KLt τ= (2-2)在这里为计算简便,也可按下式估算冲裁力:F ≈b Lt σ (2-3)其中: m m 68.19462=⨯===ππD C L 大m m 18.11637d C =⨯===ππ小L查《实用冲压技术手册》表8-49碳素结构钢A3钢抗拉强度b τ为98~137MPa 。
在这可取 MPa b 100=τ因此N 08.303701002.1623.1=⨯⨯⨯=π冲大FN 08.181241002.1373.1F =⨯⨯⨯=π冲小N 4.16221002.14.103.1=⨯⨯⨯=切F由于冲裁与切舌不是同时进行,所以最大总冲裁力:N 4849408.3037008.18124=+=总冲F(3)卸料力查《冲压工艺及冲模设计》表3-11得K 卸 =0.04F K F =卸卸冲 = N 76.19394849404.0=⨯3.1.3 冲裁压力中心的确定模具压力中心是指冲压时诸冲压力合力的作用点位置。
为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。
否则,会使冲模和压力机滑块产生偏心载荷,使滑块和导轨间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。
冲模的压力中心,可按下述原则来确定:1.对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。
2.工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。
3.形状复杂的零件、多孔冲模、 级进模的 压力中心可用解析计算法求出冲模压力中心。
解析法的计算依据是:各分力对某坐标轴的力矩之代数和 等于诸力的 合力对该轴的力矩。
求出合力作用点的 座标 位置 O0(x 0,y 0),即为所求模具的压力中心)。
计算公式为:1122012......n n nx x x x L L L L L L +++=+++ 1122012......n n ny y y y L L L L L L +++=+++ 由于本设计的零件为对称形状的单个冲裁件,所以冲模的压力中心就是冲裁件的几何中心。
但冲孔和落料同时进行,故还需进一步确定。
在冲孔时,F 孔的压力中心在矩形的几何中心,即圆心。
3.1.4 冲裁设计中橡胶选取与计算橡胶允许承受的负荷较大,安装调整灵活方便,是冲裁模中常用的弹性元件。