水转印喷油丝印通用检验指导书2019.04.23
- 格式:pdf
- 大小:619.05 KB
- 文档页数:7

1.0目的:规范和明确喷油、丝印之巡检作业方法和作业流程,以合理、有效管制制程质量,防止不良品产生,达成本公司质量目标。
2.0适用范围:适用于本公司涂装课喷油、丝印之制程检查。
3.0定义:3.1首件检查:指喷油、丝印开线、切换线、停线4小时以上或喷油、印刷线于每次量产或更换油漆、油墨等,重新开线时由生产部门与IPQC所作的全面的质量检查工作,首件检查合格方可正式量产。
3.2巡回检查:指在生产过程中,IPQC依规定的时间周期对喷油、丝印进行的巡回式的质量检查工作。
4.0权责:4.1涂装课作业员负责制品外观之自主检查。
4.2涂装课技术员负责首件检查、制品质量异常的改进。
4.3IPQC负责首件确认、巡回检查、2小时批量的抽箱检查。
4.4QA负责待入库品的入库检查。
4.5品证课组长负责质量技术辅导和质量判定。
5.0程序:5.1首件检查5.L1涂装课每次开线量产、切换线、停机4小时以上或更换油漆、油墨等,再开线需进行首件检查。
5.L2涂装课技术员调机0K,并经自主检验确认后,填写“首件部品确认表”连同5PCS自检合格之首件样品交IPQC。
5.1.3IPQC接首件样品后进行检查,并依如下步骤执行5.1.3.1依部品“检查基准书”要求并参照标准样品及限度见本进行外观检查。
5.1.3.2外观检查OK后,依据“检查基准书”之要求取2PCS样品作强度测定,并填写“首件部品确认表”。
5.L3.3检查结果判定0K,则将IPCS样品装袋,并在PE袋内附上“首件样品标签”,连同“首件部品确认表”交品证课组长确认,确认OK后将首件样品放置作业台指定样品框内,通知量产。
涂装课则在对应工位挂上相关部品作业指导书。
品证课组长对IPQC作巡检注意事项指导。
5.1.3.4若检查发现有IPCS判定NG,则在样品上用红色箭头标出不良位置,或在“首件部品确认表”注明NG项目交品证课组长确认,经确认为NG时,将不良样品与“首件部品确认表,,送涂装课技术员要求改进。

XXXXXXX有限公司丝印印刷规范作业指导书一.目的:规定丝印之操作要求,提高作业员操作技能及自检能力。
使丝印印刷符合品质要求,避免不规范操作造成不良品;确保高效率,高品质生产。
二.适用范围:手动丝网印刷。
三.工作环境:室内温度适中20℃±5℃、通风良好、清洁干净。
四、丝印的定义及其特点:4.1、丝网印刷是指用丝网为材料制成的印版,油墨能透过印版上的网孔,漏印在产品上, 其余部分被堵死,不能透过油墨,在产品上形成的空白。
也可以说丝印是一个图像的复制。
4.2、丝网印刷的特点:版面柔软印压小,墨层厚,覆盖力强,印刷方式多样化,不受承印物大小和形状限制,而且立体感强,图文层次丰富,耐候。
五、职责:5.1、操作员:接到丝印任务,按产品工艺图纸相应要求及技术规范准备好网版,调配好油墨,架设好工装夹具。
按丝印之具体要求进行操作作业。
进而保持丝印房整齐、整洁、卫生、干净。
5.2、巡检员:按产品工艺文件及技术规范要求对丝印品进行外观、尺寸、性能的抽检及判定、异常的反馈和改善后的验证。
六、操作及检验规范:6.1、来料检验:检查产品有否漏工序、电镀、喷涂、氧化等不良,尤其是在丝印内容不允许有任何表面缺陷,若有不良,明确标示后放置于不良品区,并通知相关单位复检。
6.2、选择网版:依图面对照检查网版字体、字号、字距是否符合要求;网版是否有破损。
6.3、调配油墨:自干固化油墨与硬化剂10:1混合,再用慢干水按5-15%调到合适粘度。
使用调色油墨前需将油墨充分搅拌,对油墨进行确认后方可使用。
6.4丝印操作及检验要求:6.4.1、将网版定位后,再用卡尺,卷尺检查定位尺寸是否符合图纸要求。
6.4.2、定位时保证网版有一定间隙(依网版松紧,通常约为3-5mm)6.4.3、印刷手法:托起刮刀,让其与网版成45°-50°角匀速拉起,刮刀在行驶中两 端受力均衡。
印刷方向与调整位置时的印刷方向保持一致,防止印刷中走位。

丝印检验指导书1 .0目的为检验员提供检验规则和检验方法,指导其正确检验从而稳定产品质量。
2 0适用范围本公司检验员产品丝印检验。
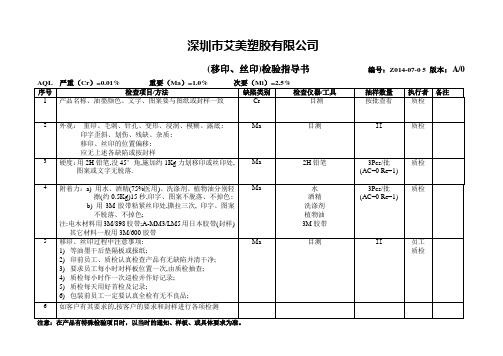
3 0主要检验工具3.1、丝印色卡3.2、3M胶带(25.4×50.8mm以上尺寸,附着力强度为10±1N/25mm)3.3、99%以上无水酒精3.4、白色棉质软布(或脱脂棉)和端面直径为6.3mm、长40mm的圆柱形木棒3.5、带表或数显卡尺(以下简称卡尺)3.6、直径为6.35mm的白色圆柱形橡皮3.7、丝印字体规范和商标文字及图案墨图(黑白稿)3.8、 HB硬度、 2mm规格的铅笔和400号砂纸4.0 检验条件检验条件在间接光或人工照明度为300~600LUX的近似自然光下进行目视,目视距离为600mm,观测时间为10秒,且检查者位于被检查表面的正面、视线与被检表面呈45~90°进行正常检验,要求检验者的校正视力不低于1.2。
5.0 物性品质标准5.1颜色:5.1.1按设计图纸,以本公司标准样板、丝印签样样板、纸质丝印标准样板和PANTONE丝印色卡为标准。
(如丝印签样样板、标准样板、纸质丝印标准样板和PANTONE色卡同时存在,则以签样样板为准。
如标准样板、纸质丝印标准样板同时存在,则以标准样板为准)。
5.1.2在自然光线下目测如有较明显色差,则为不良。
5.3附着力:用透明胶带(见3.3节)贴切在丝印文字或图案上(胶带不能起皱),用手指压紧胶带使其与丝印表面紧密接触,3分钟后以与丝印表面成45°方向迅速拉起胶带,文字或图案表面状态有变化为不良。
5.4抗化学溶剂性:5.4.1将折叠成8层的白色棉质软布(或脱脂棉)捆绑在端面直径为6.3mm、长40mm的圆柱形木棒的一端。
再将99%无水酒精倒于木棒端面的白色软布(或脱脂棉)上。
5.4.2金属结构件:如图2所示方向,室温下在产品丝印文字或图案表面上以0.5kg力和1秒钟往返1次的速度摩擦5次(往返),目测文字或图案试验后的表面状态变化超过表观品质基准中可接受范围为不良。
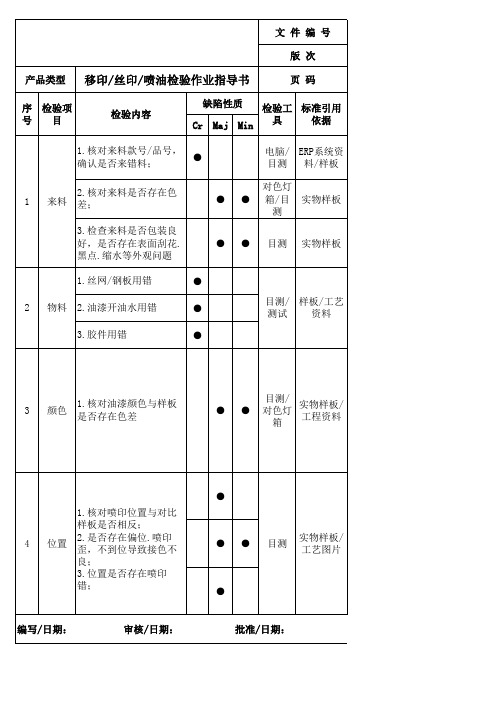
CrMaj Min●电脑/目测ERP系统资料/样板●●对色灯箱/目测实物样板●●目测实物样板●●●3颜色●●目测/对色灯箱实物样板/工程资料●●●●序号检验项目编写/日期: 审核/日期: 批准/日期:1.核对油漆颜色与样板是否存在色差4位置1.核对喷印位置与对比样板是否相反;2.是否存在偏位.喷印歪,不到位导致接色不良;3.位置是否存在喷印错;目测实物样板/工艺图片2物料 1.丝网/钢板用错目测/测试样板/工艺资料2.油漆开油水用错3.胶件用错检验内容缺陷性质检验工具标准引用依据1来料1.核对来料款号/品号,确认是否来错料;2.核对来料是否存在色差;3.检查来料是否包装良好,是否存在表面刮花.黑点.缩水等外观问题文 件 编 号版 次产品类型移印/丝印/喷油检验作业指导书页 码CrMaj Min●●6效果/外观●●目测实物样板●目测●目测●目测序号检验项目页 码编写/日期: 审核/日期: 批准/日期:XX电子(深圳)有限公司文 件 编 号检验内容缺陷性质检验工具1.检查油漆件是否存在表面飞油.刮花.油污.哑色.露底.模糊.杂点.积油.粘花.色转移等不良7包装 1.检查包装材料是否符合保护要求;2.检查包装方式是否符合防护要求;3.检查包装方法是否符合要求;XX电子(深圳)有限公司文 件 编 号质量文件版 次产品类型移印/丝印/喷油检验作业指导书质量文件版 次产品类型移印/丝印/喷油检验作业指导书SOP5内容1.需要核对图文内容的完整性是否与样板资料一致;2.核对图文的格式/外形是否与样板资料一致;目测实物样板/生产单页 码标准引用依据Cr MajMin●●刀片/810胶纸QA测试规程●●擦油笔/酒精QA测试规程●●烤箱QA测试规程●●冰箱/烤箱QA测试规程●环保测试仪环保测试管理办法9记录10异常跟进/改善/验证序号检验项目检验内容缺陷性质 1.首件检验后需将检验结果录入到《首件鉴定记录表》中,交上认;2.定期及不定期巡回检验时需要把检验结果记录到《移印/丝印/喷油巡查记录表》中,并把巡查到的问题点及次品移交生产改善;3.抽查检验后需要把抽查结果记入到《工序检验记录表》中,交生产确认签名并把次品及问题点移交生产负责人改善;4.界油测试结果记录到《测试登记表》中;1.检验各阶段发现的问题,均要及时通过不同的方式反馈给生产头/书面/电邮/附实物板等);2.对提出的问题生产没有及时改善或有改善动作但结果还不能接受的,极严重问题可以要求马上停止生产,严重问题30分钟/轻微问题60分钟可以开出《质量问题通知单》要求改善;3.重大问题及经常性异常问题可以开出《纠正预防措施报告》要求生产予以分析纠正;4.所有问题提出后需要做进一步跟进验证,直至问题得到改善为止;5.如产生问题的原因牵涉到除生产以外的部门,可以通过电话/电邮/联络函的形式知会相关部门跟进,并跟进相关部门的改善动作和结果; 6.问题得到改善后需要对已生产出的不良批出具体处理意见,并跟进最终的处理结果; 7.一定的周期可以把改善事项/结果汇总统计分析后分发给各相关部门予以检讨总结;8.对于异常问题需要下次生产才能验证的,需保留次品并形成文字档案移交下次生产给以验证;验证OK后关闭问题点;编写/日期: 审核/日期: 批准/日期:8测试1.界油测试;2.擦油测试;3.老化测试;4.冷热测试;5.环保测试;检验工具标准引用依据注意事项,交上级审核,并由生产签名确印/丝印/喷油巡查记录表》中,并把》中,交生产确认签名并把次品及问给生产负责人(反馈方式可以是口还不能接受的,极严重问题可以要求《质量问题通知单》要求改善;报告》要求生产予以分析纠正;到改善为止;过电话/电邮/联络函的形式知会相关意见,并跟进最终的处理结果;给各相关部门予以检讨总结;并形成文字档案移交下次生产给以验1.开产要做界油测试;2.每天做一个界油测试;3.换物料要做界油测试;4.改工艺要做界油测试;5.界油掉油判定标准:A级产品5%以下为m,5%以上为M;B级产品10%以下m,10%以上M;C级产品5%以下接受,10%以下m,10%以上M;6.银油除了做界油外还要加做擦油测试,规格1000g来回200次;判定:50次以下见底材M,50次以上见底材m;7.新产品试产时交办做老化/冷热测试,由QC组填写《物理实验室测试申请报告》交物理实验室完成;8.油漆及辅料换厂商时交办做老化/冷热测试;判定标准依照《QA测试规程》判定;8.油漆及胶料等在来料会抽样交化学实验室做环保测试,由IQC代为检验;。
宝豪塑胶五金制品(江门)有限公司吹塑、丝印、喷油、印刷车间统计员作业指导书1.0目的:为更好地做好各车间的统计工作,方便相关部门在系统中查询各项信息,便于指导统计员、文员、组长开展工作.2.0适用范围:适用于吹塑部、丝印部、喷油部(印刷组)各车间现场统计和相关文员录入ERP系统.3.0定义无4.0参考文件无5.0工作职责5.1统计员的工作职责:5.1.1.1每天对所管辖的车间进行生产数量、工时统计、填写日报表。
5.1.1.2按工单对生产数量及工时进行累计。
填写累计表。
5.1.1.3跟进定额的完成情况及定额提升。
5.1.1.4每天对文员打印了的生产进度表进行复核。
存货跟进进仓.5.1.1.5对各车间的成品或半成品的装箱数进行抽查。
5.2统计文员的工作职责:5.2.1对车间日报表录入ERP系统中,确保数据及时准确。
5.2.2对生产数据编制考核表,对员工当天生产情况进行考核奖罚。
5.2.3跟进统计数据的准确。
对机头存货进行核查。
5.2.4绝对服从上级的工作安排或调动。
5.3统计组长工作职责5.3.1 每日巡查统计员某时刻对机头生产数据的记录情况。
5.3.2 每日检查统计员的手工累计表是否记录完整。
5.3.3 检查统计员的劳动纪律情况.5.3.4培训新员5.3.5跟进车间存货及定额完成情况.5.3.6 完成上级安排的临时性工作.6.0工作程序6.1统计员日常工作:6.1.1报表的填写和发出:每日上班第一时间,对开机人员名字准确的填写在啤工姓名栏,批锋工姓名栏中,对机台所做的工单、制令、啤件编号、工模编号、颜色、工单数量、时产量、根据二次加工派工单的内容填写,并挂在相对应的机台上。
以便对机台进行循环统计。
6.1.2对机台进行循环点数并记录在报表上,原则上是两个小时统计一次,并根据实际情况随时掌握工单生产进度信息。
并及时发放《生产进度通知单》。
6.1.3对已生产装箱的半成品或成品进行抽查。
发现多装少装时,及时通知整改。
1.0 PURPOSE:( 目的 )To define the testing methodology for approving paint suppliers and the on-going Incoming Quality testing to be completed prior to assembly.( 為了認可噴油供應商和在裝配前完成來料的品質測試而制定的測試方法 )2.0 REQUIRED DOCUMENTS: ( 需要的文件 )2.1. Incoming quality check sheet—painted parts specific(來料的品質檢查表-噴油件)3.0 REQUIRED EQUIPMENT:(需要的設備)3.1. Scoring tool (razor blade, box knife, etc.)(刻痕工具-剃刀刀片, 小刀等)3.2. Scotch tape—transparent clear multi-purpose (Scotch 膠紙-多功能的透明膠)3.3. General Pencil Eraser(普通鉛筆擦)3.4. Hardness pencils (4H to 6H) ( 硬鉛筆-4H 到 6H)3.5. Impact tester ball (5 lbs / 2.27 kg) (沖擊球– 5lbs/2.27kg )3.6. UV light chamber ( UV 燈箱)3.7. Environmental test chamber or chambers—capabilities required are heat, moisture and cooling(環境測試箱-要求具有加熱, 潮濕, 泠卻功能)3.8. Appropriate chemicals for chemical resistance (rubbing alcohol, gasoline and home cleaning solution)(化學試劑-酒精, 汽油和家用清潔劑)4.0 AUDIT PREPARATION( 審查前的準備 )4.1. The inspector will review this procedure and prepare tools for inspection( 檢查前, 檢查員要溫習本程序和準備好工具)5.0 PROCEDURE( 程序 )5.1. Incoming inspection—complete the following analysis for incoming lots of material(來料檢查—對來料要完成下列的分析)NOTE: Sample size per lot should be 1 (one) as these tests are destructive(注意:在每次做這些測試時將有1個樣板要損壞)5.1.1. Verify the following visual attributes(通過目視檢查)a. Color match vs. approved sample(通過看顏色來認可樣板)b. Surface imperfections(表面缺點;)b.1. scratches(刮痕)b.2. stains(污跡)b.3. peeling,(脫皮)b.4. dust or dirt underneath paint(在油漆里有灰塵或污物;)c. Bleeding at mask line—must be 2 instances or less per part and each occurrence must be smallerthan 1.0 mm square(條紋線里的滲色點-每個零件必須有2個或更少,并且每個滲色點必須小於1.0mm2)d. Complete coverage( 完全覆蓋)5.1.2. Tape adhesion test(膠紙黏附測試)a. Cross-hatch to make at least 9 (nine) 2 mm X 2 mm squares (picture is representative of score theacceptable score pattern)(在樣板上刻最少9個方格-2mmx2mm,)a.1. The score marks should be into the plastic base material(刻痕記號要深入到塑膠料中)b. Apply Scotch Tape (multi-purpose) across hatch and press firmly(用Scotch 膠覆蓋在方格上并且壓緊)c. Quickly remove tape and ensure that no paint surrounding the blocks was removed(迅速移走膠紙,確保方塊周圍的油漆沒有被移走)c.1. A small amount of paint adhering to the tape from the score lines is acceptable (刻痕線上有少的油漆黏附在膠紙是可難以接受的)5.1.3. Pencil Hardness Test(鉛筆測試)a. Using the 4H pencil place pencil at 90 degrees to tested part(用4H 鉛筆在90度的角度下測試)b. Hold pencil perpendicular to tested part with one finger pressing down(握住鉛筆,在垂直方向用1個指頭壓鉛筆測試)c. Slowly begin to pull pencil toward tester until pencil slides across the part(往測試員方向慢慢拉動鉛筆,直到鉛筆從零件上滑下)d. Remove pencil mark(移走鉛筆記號)e. Ensure that plastic is not visible under the mark left by the pencil(確保在鉛筆留下的記號下面看不到塑膠)e.1. a light scratch or groove in the paint should be visible(在油漆上可以年看到輕微的刮痕或溝;)e.2. a heavy gouge where base plastic is visible is unacceptable(在塑膠基体上有嚴重的半圓鑿是不可以接受的)e.3.5.1.4. Paint abrasion test(油漆擦傷測試)a. Rub eraser on same part surface (appx. 2 sq. cm) for approximately 15 seconds with firm pressure(用鉛筆擦在同樣的零件表面( 約: 2.sq. cm ), 用固定的壓力擦15秒.)b. Insure the paint is not visible on the eraser (確保在鉛筆擦上看不到有油漆.)c. Insure that the paint was not damaged by the eraser (確保油漆沒有被鉛筆擦損壞.)c.1. Eraser residue should be removed before inspecting surface(在檢查油漆表面前要先將鉛筆擦的濾渣移走)5.2. Paint Supplier Qualification Process—only completed to approve a new supplier(噴油供應商取得資格的過程-針對完成對新供應商的認可)5.2.1. Supplier should forward a minimum of 10 painted parts for each piece being considered of production-ready bare plastic parts(對於每种塑膠零件,供應商最少要提供10個噴油零件)5.2.2. Complete IQC inspections listed above on 3 samples (visual, tape, pencil and abrasion tests)(IQC要用上述的3個樣板完成目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)5.2.3. 5 lb. (2.27 kg) ball impact test(5lbs/2.27kg -球沖擊測試)a. Drop 5 lb. ball from 24” (61 cm) onto painted surface 3 times in the same area(用5lb的球, 從高度為24’’(61cm)的地方, 跌落在同一個區域油漆表面3次)b. Insure there are no marks or cracks visible(確保在該區域油漆表面看不到任何記號或裂紋)5.2.4. UV Stability test(UV穩定性測試)a. Mask a portion of three parts with aluminum foil(用3個零件, 用鋁箔遮蔽一部分)b. Expose the part to a 275 watt UV lamp for 100 hours(零件在275W的UV燈下放置100hrs)b.1. Surface temperature should be below 55 degrees Celsius(零件表面的溫度要低於55℃)c. Remove the mask(移走遮蔽物)d. Insure there is no discoloration, cracking or peeling in the exposed region(確保在暴露區域的油漆沒有變色, 裂紋或削皮)5.2.5. Oven test(高溫測試)a. Place 3 parts in a 70 degree Celsius oven for 168 hours (7 days)(用3個樣板在70℃的條件下放置168hrs(7days))b. Repeat 5.1 incoming quality checks (visual, tape, pencil and abrasion tests) on these parts( 然後用這些樣板按照5.1的要求進行目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)5.2.6. Chemical Resistance Test(抗化學測試)a. Rub 3 parts with the following solvents for appx. 15 seconds in this order(擦3個樣板, 用下列的溶劑擦15秒)a.1. rubbing alcohol (minimum 75% solution)(用酒精-濃度最小為75%)a.2. gasoline(汽油)a.3. cleaning solution used in extractors (non-diluted)(用清潔溶劑-沒有經過稀釋的)b. Insure the painted surface is not discolored, stained or visible on the applicator after each test(在完成這些測試后, 確保在油漆表沒有變色, 污跡或脫色等)5.2.7. Environmental testing( 環境測試)a. Place sample through the following tests(樣板通過下列的測試)a.1. 70 degree Celsius oven conditioning for 1 week(在70℃的條件下放置1周)∙Complete IQC (visual, tape, pencil and abrasion) tests (然後進行目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)a.2. High humidity (greater than 85% RH) and a minimum of 40 degrees Celsius for 1 week(在高濕-濕度大于85%RH, 各在最小40℃的條件下放置1周,)∙Complete IQC (visual, tape, pencil and abrasion) tests(然後進行目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)a.3. 0 to -18 degrees Celsius Freezer conditioning for 1 week(在0℃至-18℃的條件下放置1周)∙Complete IQC (visual, tape, pencil and abrasion) tests(然後進行目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)5.2.8. Hot / Cold Cycle testing(冷/熱循環測試)a.1. Place 3 samples in 70 degree Celsius chamber for 1 hour(用3個樣板在70℃條件下放置1hr)a.2. Remove samples from chamber and immediately place in 0 degree Celsius chamber for 1 hour(把樣板從高溫箱中拿出, 并立即放在0℃的箱子中1hr)a.3. Remove samples from freezer (把樣板從冰箱中拿出)a.4. Repeat a.1 to a.3 three times (total of 6 hours—3 cycles)(重複a.1-a.3-3次(共6hrs-3個循環)a.5. Place samples on bench overnight(然後把樣板放置在長凳上, 過一夜)a.6. Repeat a.1 to a.5 for 4 (four) consecutive days (重複a.1-a.5連續4天)∙Complete IQC (visual, tape, pencil and abrasion) tests(然後進行目視檢查, 膠紙黏附測試, 鉛筆測試, 油漆擦傷測試)。