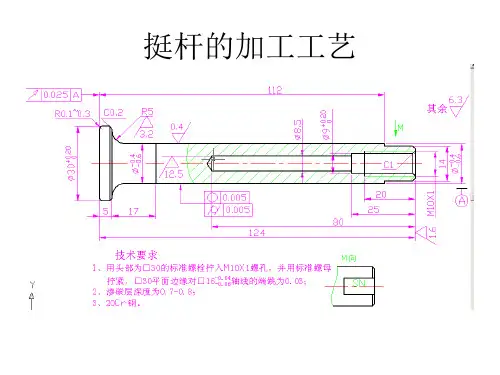
挺杆的加工工艺
- 格式:ppt
- 大小:115.50 KB
- 文档页数:4
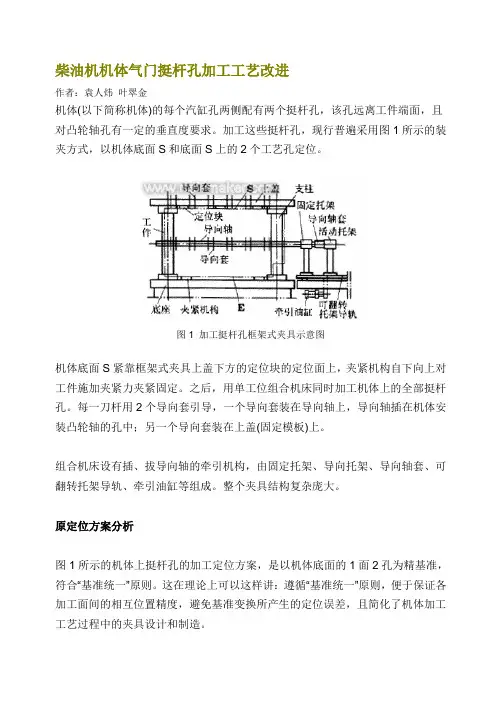
柴油机机体气门挺杆孔加工工艺改进作者:袁人炜叶翠金机体(以下简称机体)的每个汽缸孔两侧配有两个挺杆孔,该孔远离工件端面,且对凸轮轴孔有一定的垂直度要求。
加工这些挺杆孔,现行普遍采用图1所示的装夹方式,以机体底面S和底面S上的2个工艺孔定位。
图1 加工挺杆孔框架式夹具示意图机体底面S紧靠框架式夹具上盖下方的定位块的定位面上,夹紧机构自下向上对工件施加夹紧力夹紧固定。
之后,用单工位组合机床同时加工机体上的全部挺杆孔。
每一刀杆用2个导向套引导,一个导向套装在导向轴上,导向轴插在机体安装凸轮轴的孔中;另一个导向套装在上盖(固定模板)上。
组合机床设有插、拔导向轴的牵引机构,由固定托架、导向托架、导向轴套、可翻转托架导轨、牵引油缸等组成。
整个夹具结构复杂庞大。
原定位方案分析图1所示的机体上挺杆孔的加工定位方案,是以机体底面的1面2孔为精基准,符合“基准统一”原则。
这在理论上可以这样讲:遵循“基准统一”原则,便于保证各加工面间的相互位置精度,避免基准变换所产生的定位误差,且简化了机体加工工艺过程中的夹具设计和制造。
图2加工机体挺杆孔工序简图然而,由于柴油机机体挺杆孔的位置特殊,当采用机体底面的“1面2孔”为精基准定位时,反而使该工序的夹具设计和制造复杂化,其缺点主要如下:1 工件装夹不方便,必须从侧向推入推出,操作工人劳动强度大。
2 夹紧力与切削力、重力的方向相反,所需要的夹紧力大,且定位夹紧的稳定性差。
3 框架式的夹具结构,体积大,制造复杂,不便于测量、调整和观察。
4 相应要求组合机床的高度尺寸大,造成重心高,影响切削的稳定性。
5 只适合单一品种的柴油机机体加工,当产品改型时,就不能适应。
改进定位方案和定位误差计算针对图1加工定位方案的不足,采用图2所示的加工定位方案。
以机体顶面E和两气缸孔(1面2孔)为定位基准,符合“基准重合”原则。
只要该方案的定位误差在允许范围内,其夹具结构将大大简化,夹具设计方便,制造成本下降;加工工件的装夹便于调整,劳动强度也将减小,且所需夹紧力也小,夹紧方便、可靠,加工过程中也便于观察。

液压挺柱加工流程
液压挺柱加工流程一般包括以下几个步骤:
1. 材料准备:选取合适的材料,通常是高强度钢材,进行切割和加工成合适的尺寸和形状。
2. 加热处理:将准备好的材料进行适当的热处理,以增强其强度和硬度,提高其耐磨性并改善其金属晶体结构。
3. 开孔:在材料上进行开孔操作,以便后续安装其他部件和组件。
4. 镗孔和打磨:对开孔后的孔进行镗孔和打磨,以达到更精确的尺寸和平滑度。
5. 涂层处理:对挺柱进行表面涂层处理,以提高其耐腐蚀性和抗磨性。
6. 液压缸装配:将液压缸等相关部件装配到挺柱上,并进行调试和测试,确保其正常工作。
7. 切割和焊接:根据需要,在挺柱上进行切割和焊接操作,以便安装其他附属设备和部件。
8. 表面处理:对挺柱进行表面处理,如切削和磨削,以消除可能存在的不平整表面,并提高其几何精度。
9. 检验和测试:对加工完成的挺柱进行质量检验和性能测试,确保其符合设计要求并具有良好的工作性能。
10. 最终装配和调试:将挺柱与其他部件和设备进行最终装配,并进行调试和测试,以确保整个系统正常运行。
以上就是液压挺柱加工的一般流程,具体操作过程可能会根据不同的制造厂家和产品要求有所差异。

汽车发动机五大关键件的加工工艺分析发动机是汽车的“心脏”,汽车的发展与发动机的进步有着直接的关系,发动机主要由5大关键部件组成,包括缸体、缸盖、曲轴、凸轮轴、连杆等,所以这些核心零部件的加工成为汽车发动机制造的关键。
1.缸体缸体、缸盖作为发动机最核心的零部件,是几乎所有发动机厂家必选的自制件项目。
目前缸体、缸盖等箱体类零件的机械加工发展大趋势是,以数控机床和加工中心组成的柔性生产线逐步替代以组合机为主的刚性生产线。
为了适应大批量生产的需要,先后开发了可换箱式柔性制造单元(FMC)和多台加工中心组成的柔性加工系统(FMS),适应不同品种和批量的制造业需要。
随着CNC控制系统的推广和刀具新材料的开发,高速模块化加工中心在90年代取得突破性进展,由高速加工中心组成的柔性加工系统已广泛用于实际生产。
缸体是承装所有机件的总承,缸体结构共同点是一个近似六面体箱式结构,薄壁,加工面、孔系较多,属典型的箱体内零件,主要加工有缸孔、主轴承孔、凸轮轴孔等,有润滑油道、冷却水道、安装螺孔等多种孔系,有多种联结、密封用凸台和小平面,它们的加工精度直接影响发动机的装配精度和工作性能,同时,为提高机体刚度和强度,还分布有许多加强筋。
缸体孔加工:采用粗镗、半精镗及精镗、珩磨方式加工。
主轴承孔的加工:一般采用粗加工半圆孔,再与凸轮轴孔等组合精加工。
凸轮轴孔的加工:一般采用粗镗,再与主轴承孔等组合精加工。
挺杆孔的加工:一般采用钻、扩(镗)及铰孔的加工方式。
主油道孔的加工:传统的加工方法是采用麻花钻进行分级进给方式加工,其加工质量差、生产效率低,目前工艺常采用枪钻进行加工。
2.缸盖缸盖形状一般为六面体,系多孔薄壁件,其上有气门座孔、气门导管孔、各种光孔及螺纹孔、凸轮轴孔等。
汽油机缸盖有火花塞孔,柴油机缸盖有喷油器孔。
根据缸盖在一台发动机上的数量可分为整体式缸盖和分体式缸盖等。
只覆盖一个气缸的称为单体气缸盖,覆盖两个以上气缸的称为块状气缸盖(通常为两缸一盖,三缸一盖),覆盖全部气缸的称为整体气缸盖(通常为四缸一盖,六缸一盖)缸盖的平面加工一般采用机夹密齿铣刀进行铣削加工,孔系一般采用摇臂钻床、组合机、加工中心等设别进行钻、扩、铰方式加工;导管及阀座采用冷冻或常温压装方式进行压装,常温压装过程中一般采用位移-压力控制法对装配过程进行控制。