模具设计与制造——第8章 锤上模锻工艺及模具设计
- 格式:ppt
- 大小:3.20 MB
- 文档页数:76
锻造工艺与模具设计-锤上模锻引言锤上模锻是一种传统的金属锻造工艺,它使用锤子和模具将金属加热至一定温度后进行锤击,使其塑性发生变化,并通过模具的形状来塑造金属的最终形态。
本文将介绍锤上模锻的工艺流程以及模具设计的要点和注意事项。
锤上模锻的工艺流程锤上模锻的工艺流程通常包括以下几个步骤:1.材料准备:选择适当的金属材料,并对其进行预处理,如去除表面氧化物、清除杂质等。
2.加热:将金属材料加热至适当的温度,以增加其塑性。
加热温度通常根据材料的种类和要求的锻造效果来确定。
3.锤击:在金属材料达到适当温度后,使用锤子对其进行锤击。
锤击力度和频率需根据材料的塑性和形状来调整,以达到锻造工件的要求。
4.模具设计:根据锻造工件的形状和尺寸要求,设计制作适用的模具。
模具应具有足够的强度和刚度,以承受锤击的力量,并能形成金属的预期形状。
5.成品处理:锻造完成后,对锻造工件进行必要的处理,如退火、淬火、表面处理等,以提高其性能和外观质量。
模具设计的要点和注意事项1. 模具材料的选择模具材料应具有足够的硬度和强度,以抵抗锤击力量的作用。
常用的模具材料有合金工具钢、高速钢等。
在选择模具材料时,还需要考虑其热膨胀系数和导热性能,以确保模具在高温条件下能保持形状稳定性。
2. 模具结构设计模具的结构设计应考虑到工件的形状和尺寸要求,以及锤击的力量和频率。
模具应具有足够的强度和刚度,以承受锤击的力量,并能准确地形成金属的预期形状。
同时,模具的结构应合理,方便装卸和调整,以提高生产效率。
3. 模具表面处理模具的表面处理对于形成工件的表面质量和精度非常重要。
常用的表面处理方法包括电火花加工、抛光、渗碳等。
表面处理可以改善模具的耐磨性和抗粘附性,以减少模具的磨损和延长使用寿命。
4. 模具的维护与保养模具在锤上模锻过程中会受到较大的冲击和热应力,因此需要定期进行维护和保养,以确保其性能和使用寿命。
维护和保养包括清洁、修复损坏、润滑等工作。
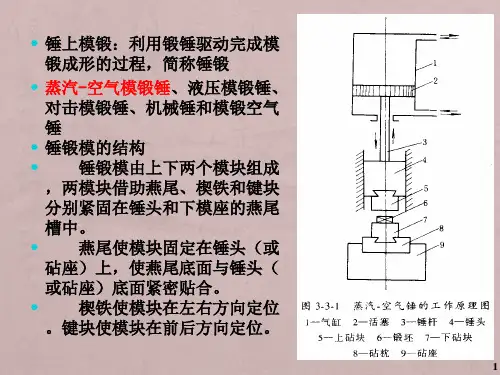
主讲教师:刘维锤上模锻工艺根据所用锻压设备及其锻造变形方式,通常将模锻分为锤上模锻、压力机模锻及平锻机模锻等。
模锻锤包括蒸汽空气模锻锤、无砧座锤、高速锤和液压模锻锤。
蒸汽空气模锻锤应用最普遍,一般简称为模锻锤。
锤上模锻工艺在压力作用下,毛坯在锻模型腔中被迫产生塑性变形,从而获得比自由锻更高质量的锻件。
它是大批量锻件生产的主要方法,具有以下特点:①金属在型腔中的变形时在锤头的多次打击下逐步完成的,锤头的冲击力使金属变形,可利用金属的流动惯性,迫使金属充填型腔。
②在锤上可实现多工步成形,锤头打击速度快,生产效率高。
③模锻锤的导向精度不高,锤头行程不固定,模锻件的尺寸精度不高。
④无顶出装置,锻件出模困难,模锻斜度可适当大些。
⑤生产操作方便,劳动强度比自由锻小。
模锻件的分类●按照锻件分模线和主轴线(通过锻件各截面重心的连线在平面图上的投影)的形状以及锻件在平面图上轮廓尺寸比例,将模锻件分为:短轴类锻件长轴类锻件复杂类锻件模锻件的分类短轴类锻件:锻件在平面图上两个相互垂直方向的尺寸相等或相接近,在水平面上的投影为圆形或方形。
主要变形工步的锤击方向与主轴线平行,模锻时金属沿高度、宽度、长度方向同时流动,属于体积变形。
如齿轮、法兰盘、十字头等锻件。
模锻件的分类长轴类锻件:轴线的长度大于其它两个方向的尺寸,锤击方向与轴线垂直,金属沿主轴线流动小,主要沿高度和宽度方向流动。
如连杆和直轴等。
模锻件的分类复杂类锻件:具有短轴类和长轴类两类锻件特征的组合。
模锻件的工艺性便于锻后拔模:如图所示零件,上、下端面及柱面上均带有侧凹,不论将分型面设于什么位置,都不能保证锻后拔模,因此,必须增设锻造余块(敷料)改变锻件外形轮廓。
模锻件的工艺性力求形状简单、对称,避免截面差别过大的凸起、凹入或壁厚过薄:图a)所示零件最小和最大截面之比小于0.5,而且凸缘直径与壁厚相差过大,模锻时,凸缘端部不易充满,容易粘模。
而且凸缘厚度过薄,锻模散热性差。
轻卡转向节外半轴锤上模锻造工艺设计及模具设计说明书【注意事项】
【工艺设计及模具设计说明书】
【章节一、引言】
本章主要介绍工艺设计及模具设计的目的、背景和范围。
【章节二、产品简介】
本章主要介绍所设计的产品——轻卡转向节外半轴锤,包括产品的定义、用途、技术要求等。
【章节三、工艺流程设计】
本章主要介绍轻卡转向节外半轴锤的模锻工艺流程,包括原料准备、加热处理、模锻工艺参数等。
【章节四、材料选择与热处理】
本章主要介绍轻卡转向节外半轴锤的材料选择和热处理工艺,包括材料性能要求、材料种类选择、热处理工艺参数等。
【章节五、模具设计】
本章主要介绍轻卡转向节外半轴锤的模具设计,包括模具结构设计、模具零部件设计、模具制造工艺等。
【章节六、附图】
本章列出了本文档中所涉及到的附件,包括图纸、表格、图片等。
【章节七、法律名词及注释】
本章列出了本文档中所涉及到的法律名词及其注释,以便读者
理解和应用。
【章节八、结束语】
本章主要对全文进行总结,并指出未来可能的发展方向和建议。
【附件】
附件一、轻卡转向节外半轴锤工艺流程图
附件二、轻卡转向节外半轴锤模具设计图
附件三、热处理工艺参数表
:::
【法律名词及注释】
1、法律名词一、
注释:
2、法律名词二、
注释::::
(文档结束符)【声明】。
塑性成形工艺第十一章锤上模锻工艺及模具设计锤上模锻工艺是一种常见的金属塑性成形工艺,通过锤击和挤压金属材料,使其在锻模的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
本文将从锤上模锻工艺及模具设计两个方面进行详细介绍。
一、锤上模锻工艺锤上模锻工艺是将预热好的金属坯料放置于模具中,通过锤击和挤压使其在模具的作用下得到塑性变形,从而得到所需形状和尺寸的零件。
具体的工艺流程如下:1.材料选择:根据零件的要求选择合适的金属材料,并对其进行预热处理,以提高其塑性和可锻性。
2.模具设计:根据零件的形状和尺寸要求,设计和制造适用的锻模。
3.预热坯料:将金属坯料放入预热炉中对其进行预热处理,使其达到适合锻造的温度。
4.放料:将预热好的金属坯料取出,放置于模具中。
5.锤击和挤压:用锤子对金属坯料进行锤击和挤压,使其在模具的作用下得到塑性变形,并逐渐冷却固化。
6.去毛刺:在锻造后对零件进行去除表面的毛刺处理。
7.检验和整形:对锻造后的零件进行质量检验,如尺寸、表面质量等,并进行修整和整形。
二、模具设计模具是实现锤上模锻工艺的重要工具,合理的模具设计能够保证锻件的形状和质量。
以下是模具设计的一些要点:1.模具材料:模具需要具有足够的硬度和耐磨性,常用的模具材料有合金工具钢、合金炉电极材料等。
2.模具结构:模具应具有足够的强度和刚度,能够承受锻造过程中的冲击和挤压力。
模具的结构应尽可能简单,易于制造和安装。
3.模具尺寸:模具的尺寸应根据零件的形状和尺寸要求进行合理确定。
模具的开裂数量和形式、上、下模的高度和准确度等都需要进行细致的计算和设计。
4.模具润滑:模具表面应涂抹适当的润滑剂,以减小模具与金属之间的摩擦力,提高成形性能。
5.模具冷却:模具内部应设置冷却装置,以保持模具在工作过程中的合适温度,减少模具磨损和延长使用寿命。
总之,锤上模锻工艺及模具设计是塑性成形工艺中的重要环节。
通过合理的工艺流程和模具设计,可以获得形状和尺寸精确的零件,并满足各种机械零件的使用要求。

目录引言 (2)1 锤锻工艺设计 (3)1.1热锻件图 (3)1.1.1分模面 (3)1.1.2余量及公差 (3)1.1.3拔模斜度 (4)1.1.4圆角半径 (4)1.1.5冲孔连皮 (4)1.1.6技术条件 (4)1.2锻件的主要参数 (4)1.3 设备吨位 (5)1.4计算毛坯图 (5)1.5制坯工步 (7)1.6坯料尺寸 (8)1.7模锻工艺流程 (8)2锻锤模具设计 (10)2.1 终锻模膛设计 (10)2.1.1 飞边槽设计 (10)2.1.2 钳口设计 (10)2.1.3 终锻模膛 (10)2.2 预锻模膛设计 (11)2.3 拔长模膛设计 (13)2.4滚压模膛设计 (14)2.5模膛排布 (15)2.5.1 排布顺序 (15)2.5.2 模膛壁厚 (15)2.5.3 模膛宽度方向排布 (15)2.5.4 模膛长度方向排布 (15)2.6模块设计 (15)2.7 锁扣设计 (16)2.8燕尾设计 (16)2.9模具校核 (16)2.10模具 (16)参考文献 (18)引言连杆是连杆机构中两端分别与主动和从动构件铰接以传递运动和力的杆件。
连杆是机器的主要运动件之一,它受载情况复杂,是较难设汁的重要零件之一。
连杆的工作条件要求连杆具有较高的强度和抗疲劳性能;又要求具有足够的钢性和韧性。
连杆是长轴类锻件中有代表性的锻件之一。
起重机连杆是起重机发动机的主要零件之一,工作时在高速下运转,工作条件比较繁重。
连杆的形状比较复杂,既有和曲轴相连的大头部,又有工字形断面的杆部,还有通过活塞销与活塞相连的小头部。
起重机连杆绝大多数都不需要机械加工,所以对连杆锻件的尺寸要求比较严格。
本次专业课程设计以起重机连杆为例,介绍它的锤锻工艺制订以及锻模设计的内容和步骤。
本次专业课程设计摒弃了传统的锤锻工艺设计手段,针对传统的手工计算、绘图和分析的方法将有很大的误差和设计时间周期长并且费时费力等缺点,应用了计算机辅助设计(CAD)技术,通过大型三维CAD软件UG进行零件的造型、工艺计算及工艺分析,提高了设计效率以及计算的准确性。
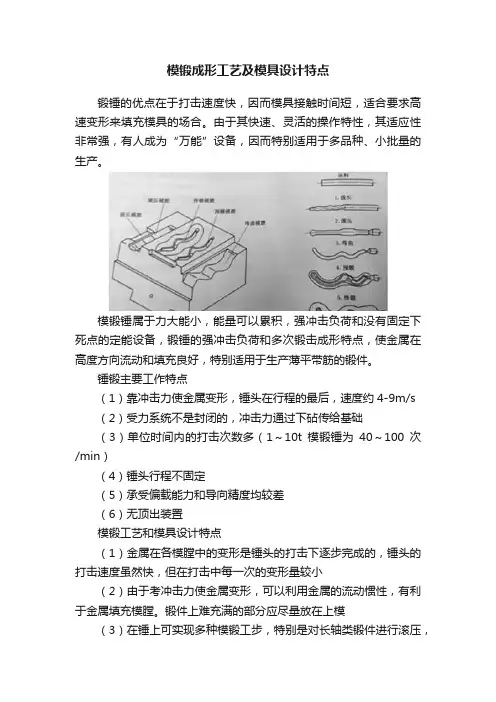
模锻成形工艺及模具设计特点锻锤的优点在于打击速度快,因而模具接触时间短,适合要求高速变形来填充模具的场合。
由于其快速、灵活的操作特性,其适应性非常强,有人成为“万能”设备,因而特别适用于多品种、小批量的生产。
模锻锤属于力大能小,能量可以累积,强冲击负荷和没有固定下死点的定能设备,锻锤的强冲击负荷和多次锻击成形特点,使金属在高度方向流动和填充良好,特别适用于生产薄平带筋的锻件。
锤锻主要工作特点(1)靠冲击力使金属变形,锤头在行程的最后,速度约4-9m/s(2)受力系统不是封闭的,冲击力通过下砧传给基础(3)单位时间内的打击次数多(1~10t模锻锤为40~100次/min)(4)锤头行程不固定(5)承受偏载能力和导向精度均较差(6)无顶出装置模锻工艺和模具设计特点(1)金属在各模膛中的变形是锤头的打击下逐步完成的,锤头的打击速度虽然快,但在打击中每一次的变形量较小(2)由于考冲击力使金属变形,可以利用金属的流动惯性,有利于金属填充模膛。
锻件上难充满的部分应尽量放在上模(3)在锤上可实现多种模锻工步,特别是对长轴类锻件进行滚压,拔长等制坯工步非常方便(4)由于模锻锤的导向精度不太高,工作时的冲击性质和锤头行程不固定等,因此模锻件的尺寸不太高(5)由于无顶出装置,锻件起模较困难,模锻斜度应适当大些(6)由于冲击力使金属变形,模具一般采用整体结构(7)由于靠冲击力使金属变形和锤头行程速度快,通常才用锁扣装置导向,较少采用导柱导套。
典型的锤模锻经过6个工序①镦粗:用来以减小坯料高度,增大横截面积(图中无镦粗工序)。
②拔长:将坯料绕轴线翻转并沿轴线送进,用来减小坯料局部截面,延长坯料长度。
③滚压:操作时只翻转不送进,可使坯料局部截面聚集增大,并使整个坯料的外表圆浑光滑。
④弯曲:用来改变坯料轴线形状。
⑤预锻:改善锻件成形条件,减少锻模膛的磨损。
⑥终锻:使锻件最终成形,决定锻件的形状和精度。
摇臂”锤模锻工艺及模具设计课程设计报告前言本文主要介绍了锤上模锻锻件设计及工艺设计的相关内容。
通过零件分析、材料特性分析、尺寸精度及表面粗糙度分析等,确定了基本工艺方案。
在锤上模锻锻件设计中,确定了分模位置、锻件公差及加工余量等参数,并计算了锻件的主要参数。
最后,通过模锻件的技术条件确定了锤上模锻锻件的工艺设计。
1 零件分析及基本工艺方案确定1.1 零件分析首先对锤上模锻锻件进行了分析,确定了其结构特点、零件形状和尺寸等信息,为后续的工艺设计提供了基础。
1.2 零件材料特性分析在零件分析的基础上,对锻件所用的材料进行了特性分析,包括其化学成分、物理性质、力学性能等方面的特点,以便在后续的工艺设计中能够更好地选择合适的工艺参数。
1.3 零件尺寸精度及表面粗糙度分析为了确保锤上模锻锻件的质量,对其尺寸精度和表面粗糙度进行了分析,以便在后续的工艺设计中能够更好地控制这些参数。
1.4 零件基本工艺方案确定通过对零件的分析和材料特性分析,确定了锤上模锻锻件的基本工艺方案,包括锻造工艺、热处理工艺等方面的内容。
2 锤上模锻锻件设计2.1 确定分模位置在锤上模锻锻件设计中,首先需要确定分模位置,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。
2.2 确定锻件公差及加工余量2.2.1 确定材质系数、复杂系数、零件的机械加工精度在确定锻件公差及加工余量时,需要考虑材质系数、复杂系数和零件的机械加工精度等因素,以便在后续的工艺设计中能够更好地控制这些参数。
2.2.2 确定锻件公差和余量通过对锻件的分析和材料特性分析,确定了锻件的公差和余量,以便在后续的工艺设计中能够更好地控制这些参数。
2.2.3 确定模锻斜度在锤上模锻锻件设计中,还需要考虑模锻斜度的问题,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。
2.2.4 确定圆角半径在锤上模锻锻件设计中,还需要考虑圆角半径的问题,以便在后续的工艺设计中能够更好地控制锻件的形状和尺寸。