开式模锻工艺及模具设计
- 格式:ppt
- 大小:4.91 MB
- 文档页数:95
《锻造工艺及模具设计》一、填空题1、锻造大型锻件时,________与_________就是两个最基本也就是最重要得变形工步。
2、一张完整得计算毛坯图包含锻件图得一个__________、_________与_________三部分。
3、热锻件图得尺寸标注,高度方向尺寸以___________为基准,以便于锻模机械加工与准备检验样板、4、在精锻工艺中,常用得下料方法就是:_____________;_________________。
5、实现少无氧化加热得方法很多,常用得方法有:___________、与_______________________等、6、自由锻工艺所研究得内容就是:______________________与_____________________两个方面。
7、根据镦粗坯料得变形程度可分为三个变形区:______________、_____________与___________________。
8、设计顶件装置时,主要解决_________________,___________________________以及___________________问题。
9、顶镦时得主要问题就是________与__________,研究顶镦问题应首先______________为主要出发点,其次就是____________________以提高生产率。
10、按照冷却速度得不同,锻件得冷却方法有三种:在空气中冷却,________________;在灰沙中冷却,_______________;在炉内冷却,_______________、11、滚柱式旋转锻造机,锻模就是______________而旋转,锻件得截面一定就是________。
12、确定设备吨位得传统方法有________________与_______________两种。
二、判断题(本大题共10道小题,每小题1分,共10分)1、空气锤得吨位用锤头得质量表示、( )2、自由锻只适用于单件生产。
开式模锻名词解释
开式模锻 (open-hearth forging) 是一种高强度、高质量、高生产效率的模锻工艺。
该工艺采用开放式模具,将加热好的铁水直接倒入模具中,通过重力和压力使铁水凝固和成型。
开式模锻相对于传统的闭式模锻工艺,具有更高的生产效率和更高的模具寿命。
开式模锻工艺一般适用于制造高强度、高硬度、高耐磨性的零件,如汽车发动机缸盖、变速箱壳体、船舶零件等。
由于开式模锻工艺不需要进行多次加热和冷加工,因此可以最大限度地保持材料的性能,提高了零件的可靠性和耐久性。
开式模锻工艺还具有以下优点:
1. 生产效率高:开式模锻工艺可以将铁水直接倒入模具中,不需要进行加热和冷却,因此生产效率高。
2. 模具寿命长:开式模锻工艺采用开放式模具,可以最大限度地减少模具的磨损,延长模具的使用寿命。
3. 制造精度高:开式模锻工艺可以制造高精度、高强度的零件,保证了零件的精度和表面质量。
4. 可制造复杂结构:开式模锻工艺可以制造复杂的结构和异形零件,克服了闭式模锻工艺难以制造复杂结构的限制。
开式模锻工艺是一种高效、高质量、高可靠性的模锻工艺,在现代制造业中得到了广泛的应用。
轴套锻造开式模锻设计实例减速器轴套锻造开式模锻设计减速器作为工业机械中不可或缺的零件,其性能和质量对于整个设备的运转稳定性有着至关重要的影响。
在减速器的组成部件中,轴套是连接输送装置和减速器的杆状零件,承担着传递动力、扭矩和冲击载荷等重要作用。
为了保证减速器轴套的质量和性能,常采用锻造工艺生产,达到提高其机械性能、耐磨性和寿命等目的。
本文将以减速器轴套为实例,探讨钢锻造开式模锻设计流程。
一、锻件材料轴套所使用的材料一般为40Cr、45、42CrMo等优质合金钢。
本文以40Cr为实例材料,其化学成分如下:碳(C):0.37-0.44%硅(Si):0.17-0.37%锰(Mn):0.50-0.80%磷(P):≤0.035%硫(S):≤0.035%铬(Cr):≤0.25%镍(Ni):≤0.30%铜(Cu):≤0.25%钛(Ti):≤0.03%二、减速器轴套锻造开式模锻设计1.几何形状根据减速器轴套的使用环境和需要承受的载荷,其外形一般为圆柱形或六角柱形。
在锻造时还要考虑到锻件的顶头和底部形状,以及长度和直径等因素。
2.工艺参数(1)锻件尺寸:按照轴套的直径和长度进行设计,为了加强锻后密度,通常根据几何形状确定最小直径。
(2)成形比(压缩比):成形比决定了锻件的形状变化程度,根据经验公式计算最大成形比为4.5左右。
(3)锻造温度:40Cr钢锻造温度介于1100℃-1150℃之间,需要掌握好适当的温度区间。
(4)锻压力:锻造轴套需要考虑其表面的光洁度,锤头选择较为适当,同时需要对于锻件的成形比做好压力控制。
(5)锻造速度:锻造速度一般控制在10mm/s左右,保证质量的同时还要考虑提高生产效率。
3.设计流程(1)绘制减速器轴套的三维图形,确定锻后的设计尺寸和形状。
(2)根据锻造材料的性质和工艺要求,选取适当的材质规格、定量计算,绘制出锻件的毛坯图。
(3)根据锻造工艺参数,进行强制计算,确定锻造产生的力和功。
1.自由锻工艺规程一般包括以下内容:(1)根据零件图绘制锻件图(2)确定坯料的质量和尺寸(3)制定变形工艺和确定锻造比(4)选择锻造设备(5)确定锻造温度范围,制定坯料加热和锻件冷却规范(6)制定锻件热处理规范(7)制定锻件的技术条件和检验要求(8)填写工艺规程卡片等。
2.冷锭加热规范:加热过程分为预热、加热、均热。
保温目的(1)低温装炉温度下保温目的是减小坯料断面温差,防止因温度应力而引起破裂(2)中温800~810°C 保温的目的是减小前段加热后坯料断面上的温差,减小温度应力,并缩短坯料在锻造温度下的保温时间,以减小氧化,脱碳,甚至过热过烧。
(3)锻造高温下的保温,是为了防止坯料中心温度过低,引起锻造变形不均,还可以通过高温扩散作用,使坯料组织均匀化,以提高塑性,减少变形不均。
3.确定锻造比:锻造比是表示锻件变形程度的指标,它是指在锻造过程中,锻件镦粗或拔长前后的截面积之比或高度之比,即(Ao,Do,Ho,和A,D,H,分别为锻件锻造前后的截面积,直径和高度)4.三拐曲轴的锻造过程:锻造曲轴类锻件的基本工序是拔长错移和扭转。
锻造曲轴时应尽可能采用那些不切断纤维和不使用钢材心部材料外露的工艺方案,当生产批量较大且条件允许时,应尽量采用全纤维锻造。
另外,扭转时,尽量采用小角度扭转。
过程:(1)下料(2)压槽<卡出II段>(3)错移<压出II拐扁方>(4)压槽<I,III分段>(5)压出<I,III扁方>(6)压槽<I,III与轴端分段>(7)摔出中间,两端轴颈(8)扭转I,III拐各扭30°5.弯曲类锻件的锻造过程:锻造该类锻件的基本工序是拔长和弯曲。
当锻件上有多处弯曲时,其弯曲的次序一般是先弯端部及弯曲部分与直线部分的交界处,然后再弯其余的圆弧部分。
对于形状复杂的弯曲件,弯曲时最好采用垫模或非标累工装等,以保证形状和尺寸的准确性并且提高生产效率。
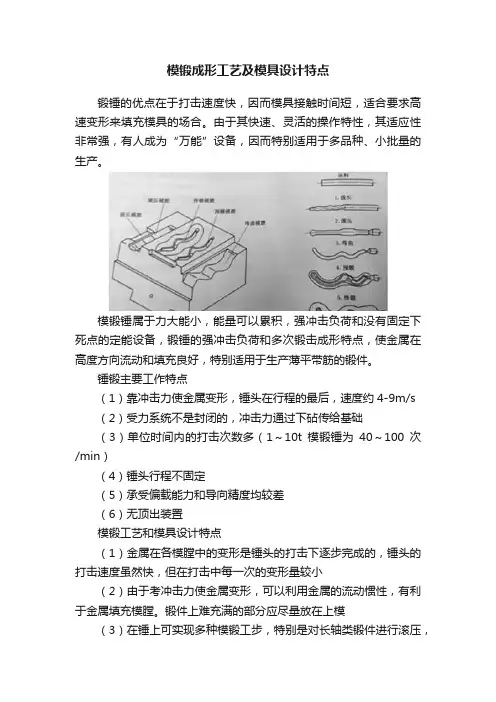
模锻成形工艺及模具设计特点锻锤的优点在于打击速度快,因而模具接触时间短,适合要求高速变形来填充模具的场合。
由于其快速、灵活的操作特性,其适应性非常强,有人成为“万能”设备,因而特别适用于多品种、小批量的生产。
模锻锤属于力大能小,能量可以累积,强冲击负荷和没有固定下死点的定能设备,锻锤的强冲击负荷和多次锻击成形特点,使金属在高度方向流动和填充良好,特别适用于生产薄平带筋的锻件。
锤锻主要工作特点(1)靠冲击力使金属变形,锤头在行程的最后,速度约4-9m/s(2)受力系统不是封闭的,冲击力通过下砧传给基础(3)单位时间内的打击次数多(1~10t模锻锤为40~100次/min)(4)锤头行程不固定(5)承受偏载能力和导向精度均较差(6)无顶出装置模锻工艺和模具设计特点(1)金属在各模膛中的变形是锤头的打击下逐步完成的,锤头的打击速度虽然快,但在打击中每一次的变形量较小(2)由于考冲击力使金属变形,可以利用金属的流动惯性,有利于金属填充模膛。
锻件上难充满的部分应尽量放在上模(3)在锤上可实现多种模锻工步,特别是对长轴类锻件进行滚压,拔长等制坯工步非常方便(4)由于模锻锤的导向精度不太高,工作时的冲击性质和锤头行程不固定等,因此模锻件的尺寸不太高(5)由于无顶出装置,锻件起模较困难,模锻斜度应适当大些(6)由于冲击力使金属变形,模具一般采用整体结构(7)由于靠冲击力使金属变形和锤头行程速度快,通常才用锁扣装置导向,较少采用导柱导套。
典型的锤模锻经过6个工序①镦粗:用来以减小坯料高度,增大横截面积(图中无镦粗工序)。
②拔长:将坯料绕轴线翻转并沿轴线送进,用来减小坯料局部截面,延长坯料长度。
③滚压:操作时只翻转不送进,可使坯料局部截面聚集增大,并使整个坯料的外表圆浑光滑。
④弯曲:用来改变坯料轴线形状。
⑤预锻:改善锻件成形条件,减少锻模膛的磨损。
⑥终锻:使锻件最终成形,决定锻件的形状和精度。
《锻造工艺及模具设计》一、填空题1、锻造大型锻件时,________与_________就是两个最基本也就是最重要的变形工步。
2、一张完整的计算毛坯图包含锻件图的一个__________、_________与_________三部分。
3、热锻件图的尺寸标注,高度方向尺寸以___________为基准,以便于锻模机械加工与准备检验样板。
4、在精锻工艺中,常用的下料方法就是:_____________;_________________。
5、实现少无氧化加热的方法很多,常用的方法有:___________、与_______________________等。
6、自由锻工艺所研究的内容就是:______________________与_____________________两个方面。
7、根据镦粗坯料的变形程度可分为三个变形区:______________、_____________与___________________。
8、设计顶件装置时,主要解决_________________,___________________________以及___________________问题。
9、顶镦时的主要问题就是________ 与__________,研究顶镦问题应首先______________为主要出发点,其次就是____________________以提高生产率。
10、按照冷却速度的不同,锻件的冷却方法有三种:在空气中冷却,________________;在灰沙中冷却,_______________;在炉内冷却,_______________。
11、滚柱式旋转锻造机,锻模就是______________而旋转,锻件的截面一定就是________。
12、确定设备吨位的传统方法有________________与_______________两种。
二、判断题(本大题共10道小题,每小题1分,共10分)1、空气锤的吨位用锤头的质量表示。
毕业设计锻造工艺分析与模具设计引言:锻造是一种常用的金属成形工艺,通过将金属材料加热至一定温度后,施加压力使其发生塑性变形,从而得到有一定形状和性能要求的零件。
锻造工艺及其模具设计对于产品质量和生产效率具有重要影响。
本文将通过对锻造工艺的分析以及模具的设计,来提高锻造工艺的可靠性和效率。
一、锻造工艺分析:1.工件材料选择:锻造材料应具有良好的塑性和延展性,常用的锻造材料有钢、铝合金、铜等。
2.工件形状:锻造可以制造出各种形状的零件,包括轴类零件、板类零件、环件、齿轮等。
根据不同工件形状选择合适的锻造工艺和模具。
3.工艺流程:锻造的工艺流程主要包括预加工、加热、锻造和冷却四个步骤,其中加热和冷却步骤对于工件的质量和机械性能影响较大。
二、模具设计:1.模具材料选择:模具的材料应具有高强度、高硬度和耐磨性,一般选择优质的合金钢或高速钢。
2.模具结构设计:根据工件的形状和要求设计模具的结构,包括模座、上模板、下模板、合模机构等部分。
合理的模具结构能够提高锻造的生产效率和产品质量。
3.模具的制造与使用:模具的制造需要严格按照设计要求进行工艺加工,包括切割、铣削、磨削等工序。
在使用过程中,要注意模具的保养和维护,以延长模具的使用寿命。
三、锻造工艺改进:1.工艺参数调整:通过对锻造工艺参数的优化调整,可以改善工件的质量和机械性能,如锻造温度、锻造速度、锻造压力等。
2.工装夹具设计:合理设计工装夹具能够提高生产效率和工件的一致性,减少工人的劳动强度。
3.自动化生产:采用自动化设备进行锻造,可以减少人力投入,提高生产效率和产品质量。
结论:通过对锻造工艺的分析和模具的设计,可以提高锻造工艺的可靠性和效率,同时改善产品的质量和机械性能。
随着科技的不断进步,锻造工艺将更加高效、精确和自动化。
在实际应用中,我们应根据具体情况进行灵活运用,并不断探索新的锻造工艺和模具设计方法,以满足不断变化的市场需求。
1.自由锻工艺规程一般包括以下内容:(1)根据零件图绘制锻件图(2)确定坯料的质量和尺寸(3)制定变形工艺和确定锻造比(4)选择锻造设备(5)确定锻造温度范围,制定坯料加热和锻件冷却规范(6)制定锻件热处理规范(7)制定锻件的技术条件和检验要求(8)填写工艺规程卡片等。
2。
冷锭加热规范:加热过程分为预热、加热、均热。
保温目的(1)低温装炉温度下保温目的是减小坯料断面温差,防止因温度应力而引起破裂(2)中温800~810°C保温的目的是减小前段加热后坯料断面上的温差,减小温度应力,并缩短坯料在锻造温度下的保温时间,以减小氧化,脱碳,甚至过热过烧。
(3)锻造高温下的保温,是为了防止坯料中心温度过低,引起锻造变形不均,还可以通过高温扩散作用,使坯料组织均匀化,以提高塑性,减少变形不均。
3。
确定锻造比:锻造比是表示锻件变形程度的指标,它是指在锻造过程中,锻件镦粗或拔长前后的截面积之比或高度之比,即(Ao,Do,Ho,和A,D,H,分别为锻件锻造前后的截面积,直径和高度)4。
三拐曲轴的锻造过程:锻造曲轴类锻件的基本工序是拔长错移和扭转.锻造曲轴时应尽可能采用那些不切断纤维和不使用钢材心部材料外露的工艺方案,当生产批量较大且条件允许时,应尽量采用全纤维锻造。
另外,扭转时,尽量采用小角度扭转。
过程:(1)下料(2)压槽<卡出II段>(3)错移<压出II拐扁方〉(4)压槽〈I,III 分段〉(5)压出〈I,III扁方〉(6)压槽〈I,III与轴端分段>(7)摔出中间,两端轴颈(8)扭转I,III拐各扭30°5.弯曲类锻件的锻造过程:锻造该类锻件的基本工序是拔长和弯曲.当锻件上有多处弯曲时,其弯曲的次序一般是先弯端部及弯曲部分与直线部分的交界处,然后再弯其余的圆弧部分.对于形状复杂的弯曲件,弯曲时最好采用垫模或非标累工装等,以保证形状和尺寸的准确性并且提高生产效率。
过程〈a>20t吊钩的锻造过程:1)下料2)拔杆部及两端头部3)弯头部4)弯曲根部5)旋转180°弯根部6)弯曲端部7)弯曲中部8)直立墩弯9)锻出斜面<b〉卡瓦的锻造过程:1)下料2)压槽卡出粮囤3)拔出中间部分4)弯曲左端圆弧5)弯曲右端圆弧6)弯曲中间圆弧。
《锻造工艺及模具设计》一、填空题1、锻造大型锻件时,________和_________是两个最基本也是最重要的变形工步.2、一张完整的计算毛坯图包含锻件图的一个__________、_________和_________三部分。
3、热锻件图的尺寸标注,高度方向尺寸以___________为基准,以便于锻模机械加工和准备检验样板。
4、在精锻工艺中,常用的下料方法是:_____________;_________________.5、实现少无氧化加热的方法很多,常用的方法有:___________、和_______________________等.6、自由锻工艺所研究的内容是:______________________和_____________________两个方面。
7、根据镦粗坯料的变形程度可分为三个变形区:______________、_____________和___________________。
8、设计顶件装置时,主要解决_________________,___________________________以及___________________问题.9、顶镦时的主要问题是________ 和__________,研究顶镦问题应首先______________为主要出发点,其次是____________________以提高生产率。
10、按照冷却速度的不同,锻件的冷却方法有三种:在空气中冷却,________________;在灰沙中冷却,_______________;在炉内冷却,_______________。
11、滚柱式旋转锻造机,锻模是______________而旋转,锻件的截面一定是________。
12、确定设备吨位的传统方法有________________和_______________两种.二、判断题(本大题共10道小题,每小题1分,共10分)1、空气锤的吨位用锤头的质量表示。
开式模锻名词解释开式模锻 (open-die forging) 是一种将加热后的坯料放入模具中,通过压力机施加压力,使坯料成为所需形状和尺寸的模锻方法。
与闭式模锻相比,开式模锻不需要将坯料从模具中取出,因此可以更快地完成模锻过程,并且可以制备更复杂的零件。
开式模锻通常由以下几个步骤组成:1. 坯料加热:将坯料加热到适当的温度,通常是高温状态。
这有助于增加坯料的强度,使其更容易受到模具的压力。
2. 装入模具:将加热后的坯料装入模具中。
模具通常由两个部分组成,一个是模芯,另一个是模壳。
模芯和模壳可以一起放入坯料,也可以先放入模芯,然后再将坯料放入模壳中。
3. 施压:通过压力机对坯料施加压力,使坯料沿着模具的轮廓变形。
在施压过程中,坯料会受到高温和高压的影响,因此需要适当的加热和冷却措施来保证坯料的质量。
4. 冷却:模锻完成后,需要对坯料进行冷却,以便使其逐渐降温,避免过度热膨胀而导致模具的破裂或坯料的变形。
开式模锻的优点包括:1. 可以快速完成模锻过程,从而提高生产效率。
2. 可以制备更复杂的零件,例如具有多个曲面或复杂形状的零件。
3. 可以对坯料进行广泛的变形,从而提高其力学性能。
4. 可以减少废料的产生,从而提高材料的利用率。
开式模锻的缺点包括:1. 由于坯料在高温下进行模锻,因此需要适当的加热和冷却措施来保证坯料的质量。
2. 模锻过程中会产生大量的热量和烟雾,因此需要适当的通风和环保措施。
3. 对模具的要求比较高,需要具有较高的温度稳定性和耐磨性。
总结起来,开式模锻是一种高效、经济、易于制备复杂零件的模锻方法,广泛应用于航空、汽车、船舶、能源等行业。