锻造模具简介讲解
- 格式:ppt
- 大小:1.51 MB
- 文档页数:86
模锻模锻,是一种常用于金属制造工艺的加工方法。
它通过将金属板材或坯料置于模具中,然后施加压力使其变形,从而获得所需的形状和尺寸。
模锻广泛应用于汽车、航空航天、机械制造等领域,其制品具有高强度、高精度和良好的表面质量等优点。
模锻可以分为热模锻和冷模锻两种。
热模锻是将金属加热到一定温度,通常在材料的再结晶温度以上进行锻造。
在热模锻过程中,金属在高温下具有良好的可塑性,易于形成复杂的形状。
冷模锻则是在室温下进行的锻造过程,它通常用于加工对尺寸和形状要求较高的零件。
冷模锻可以减少金属的变形阻力和工艺能耗,但由于金属变形性差,对模具的设计和制造要求更高。
在模锻过程中,模具起着至关重要的作用。
模具的设计和制造直接影响到锻件的质量和生产效率。
模具应具备良好的耐磨性、抗热疲劳性和高精度,以满足产品的精度和表面要求。
模具的选材、加工工艺和热处理等也是影响模锻质量的重要因素。
模锻可以分为多种形式,如平板模锻、轧辊模锻、气动锤锻等。
其中,平板模锻是一种常见的模锻方法。
它通过将金属板料置于模具之间,施加压力使板料变形。
平板模锻适用于加工大尺寸的平板锻件,如汽车车身、船体结构等。
轧辊模锻是将金属板材通过轧辊间的连续挤压变形,从而获得所需的形状。
轧辊模锻广泛应用于制造轴承、齿轮等零件。
气动锤锻是利用气动锤对金属坯料进行锤击变形,常用于制造小型、中型锻件。
在模锻过程中,还有一些关键的工艺参数需要控制。
例如,锻造温度、锻造速度、锻造压力等。
合理的工艺参数可以获得良好的锻件形貌和性能。
此外,模锻还需要注意材料的选择和预热处理等。
不同的材料具有不同的锻造性能,需要根据材料的特点进行相应的工艺措施。
模锻的优点在于可以制造各种复杂形状的金属零件,同时具有良好的尺寸精度和表面质量。
与其他加工方法相比,模锻具有以下优势:首先,模锻可以提高金属的内部结构和力学性能。
通过锻造可以改善金属的晶粒结构,使其具有更好的织构和抗拉强度。
锻造还可以消除金属内部的缺陷和孔洞,提高其机械性能。
锻造工艺与模具设计-锤上模锻引言锤上模锻是一种传统的金属锻造工艺,它使用锤子和模具将金属加热至一定温度后进行锤击,使其塑性发生变化,并通过模具的形状来塑造金属的最终形态。
本文将介绍锤上模锻的工艺流程以及模具设计的要点和注意事项。
锤上模锻的工艺流程锤上模锻的工艺流程通常包括以下几个步骤:1.材料准备:选择适当的金属材料,并对其进行预处理,如去除表面氧化物、清除杂质等。
2.加热:将金属材料加热至适当的温度,以增加其塑性。
加热温度通常根据材料的种类和要求的锻造效果来确定。
3.锤击:在金属材料达到适当温度后,使用锤子对其进行锤击。
锤击力度和频率需根据材料的塑性和形状来调整,以达到锻造工件的要求。
4.模具设计:根据锻造工件的形状和尺寸要求,设计制作适用的模具。
模具应具有足够的强度和刚度,以承受锤击的力量,并能形成金属的预期形状。
5.成品处理:锻造完成后,对锻造工件进行必要的处理,如退火、淬火、表面处理等,以提高其性能和外观质量。
模具设计的要点和注意事项1. 模具材料的选择模具材料应具有足够的硬度和强度,以抵抗锤击力量的作用。
常用的模具材料有合金工具钢、高速钢等。
在选择模具材料时,还需要考虑其热膨胀系数和导热性能,以确保模具在高温条件下能保持形状稳定性。
2. 模具结构设计模具的结构设计应考虑到工件的形状和尺寸要求,以及锤击的力量和频率。
模具应具有足够的强度和刚度,以承受锤击的力量,并能准确地形成金属的预期形状。
同时,模具的结构应合理,方便装卸和调整,以提高生产效率。
3. 模具表面处理模具的表面处理对于形成工件的表面质量和精度非常重要。
常用的表面处理方法包括电火花加工、抛光、渗碳等。
表面处理可以改善模具的耐磨性和抗粘附性,以减少模具的磨损和延长使用寿命。
4. 模具的维护与保养模具在锤上模锻过程中会受到较大的冲击和热应力,因此需要定期进行维护和保养,以确保其性能和使用寿命。
维护和保养包括清洁、修复损坏、润滑等工作。


锻造工艺过程及模具设计
锻造是一种常见的金属加工工艺,它通过对金属材料进行加热、锤打或压制等方式,使其形成所需的形状和尺寸。
在锻造过程中,模具的设计和制造是非常重要的环节,它直接影响到锻造件的质量和成本。
锻造工艺过程一般分为以下几个步骤:材料准备、加热、锻造、冷却和后处理。
其中,加热是锻造过程中最关键的一步,它可以使金属材料变得柔软,易于塑性变形。
在加热过程中,需要控制加热温度和加热时间,以确保金属材料达到最佳的塑性状态。
锻造过程中,模具的设计和制造也是非常重要的。
模具的设计应该考虑到锻造件的形状、尺寸和材料特性等因素,以确保锻造件的质量和成本。
在模具的制造过程中,需要选择合适的材料和加工工艺,以确保模具的强度和耐用性。
在锻造过程中,还需要注意一些常见的问题,如金属材料的变形和裂纹等。
为了避免这些问题的发生,需要控制锻造过程中的温度、压力和速度等因素,以确保金属材料的均匀变形和无裂纹。
锻造工艺过程及模具设计是非常重要的,它直接影响到锻造件的质量和成本。
在实际应用中,需要根据具体的情况选择合适的工艺和模具设计,以确保锻造件的质量和成本的最优化。

第四章 其他模具第二节 锻造工艺及模具结构中国古代锻造史一、锻造工艺(一)锻造工艺概述1.锻造概念对坯料施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件或毛坯的成形加工方式,如图4-15所示图4-15锻造零件2.锻造成型分类:按所用的工具不同,锻造可分为自由锻和模锻两大类。
3.锻造生产的工艺进程为:下料—加热—锻造—热处置—查验。
(二)自由锻(open die forging )自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而取得所需形状及尺寸和必然机械性能的锻件的一种加工方式,称为自由锻。
早在3000多年前,我国劳动人民就已熟练地应用锻造方法制造生产工具和各类兵器。
河北藁城出土商代遗址中有兵器、金丝、金箔。
1.自由锻分类手工锻造和机械锻造两种。
手工锻造只能生产小型锻件,生产率也较低。
机械锻造是自由锻的主要方式。
2.自由锻特点(1)金属坯料可朝各个方向自由流动,不受限制;(2)所用工具简单,设备和工具通用性强,本钱低;(3)锻件精度较低,生产率低;(4)其形状和尺寸主要由操作者的技术来控制。
自由锻主要用于品种多,产量不大的单件小批量生产,也可用于模锻前的制坯工序。
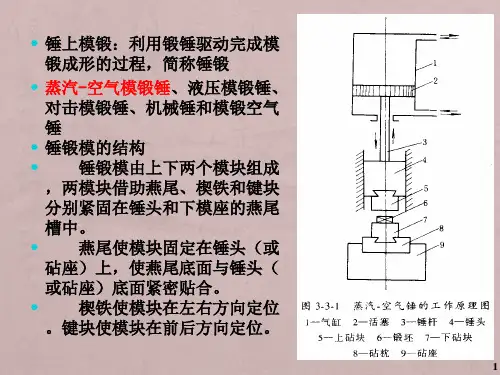
3.自由锻设备:锻锤(包括空气锤、蒸汽-空气锤),如图4-16(a)所示;液压机,如图4-15(b)所示。
图4-16(a)空气锤图4-16(b)液压机4.自由锻工序(1)大体工序:锻造进程中直接改变坯料形状和尺寸的工序。
如镦粗、拔长、冲孔、扩孔、弯曲、锻接等,如图4-17所示。
图4-17大体工序(2)精整工序:修整锻件最终形状和尺寸、消除表面不平和歪斜的工序。
如修整鼓形、校平、校直等,如图4-18所示。
图4-18精整工序 (3)辅助工序:为方便大体工序的操作而预先进行局部小变形的工序。
如倒棱、压肩等,如图4-19所示。
图4-19辅助工序5.典型自由锻工序加工及应用压肩倒棱 预压钳把 修整鼓形 断面校平弯曲校正(1)镦粗:是使坯料的截面增大,高度减小的锻造工序。
锻造工艺及模具设计资料大家好,我是一名大学教授,今天我来给大家介绍关于锻造工艺及模具设计的资料,希望对大家有所帮助。
1.锻造工艺锻造是将金属材料在一定的温度下通过压力变形达到所需形状的一种工艺。
锻造的主要特点是它是以固态变形为主要手段,对金属材料进行加工,锻件具有纤维结构,具有高的强度、韧性和可靠性。
锻造过程中需要注意以下几点:(1)选材锻造工艺的原料材料主要是金属材料,因此需要选用具有一定延展性、塑性、韧性和可锻性的金属材料进行锻造。
(2)加热锻造过程中需要对金属材料进行加热处理,使其达到适宜的塑性状态。
(3)锻造在适宜的温度下,使用锻压机等设备对金属材料进行锻造,以达到所需形状和尺寸。
(4)退火锻造后的金属材料需要进行退火处理,以恢复其塑性和韧性,保证其使用性能。
2.模具设计模具是锻造工艺中非常重要的工具,其设计质量将直接影响到锻造件的质量和成本。
模具设计需要考虑以下几点:(1)选材模具材料需要具有高强度、高韧性、高耐磨性和高温稳定性。
常用的模具材料有合金钢、合金铸铁、电熔钢等。
(2)结构设计模具结构需要合理设计,以保证锻造件的精度和质量。
通常包括上下模、内芯、外壳、挡料等部分。
(3)冷却设计在锻造过程中,模具需要耐受高温和高压的腐蚀和磨损,因此需要合理设计冷却系统,以提高模具的使用寿命和稳定性。
(4)应力分析在模具设计过程中需要进行应力分析,以确保模具在使用中不会破裂或变形,同时需要加强模具的强度和稳定性。
以上就是关于锻造工艺及模具设计的简单介绍,感谢大家的阅读。
除了以上介绍的基本知识外,我们还可以探讨一些更深入的问题和技术。
1.锻造工艺的分类锻造工艺可以根据材料的状态和加工方式进行分类。
常见的分类有:(1)按材料状态分类:①冷锻:在材料不加热或温度较低时进行的锻造。
②热锻:在材料加热到适宜温度时进行的锻造。
热锻可以分为碳素钢热锻、合金钢热锻、铝合金热锻、镁合金热锻等。
(2)按加工方式分类:①自由锻造:将金属材料置于锻造机上,通过锤击、撞击等方式进行锻造。
锻造模具设计知识点锻造模具设计是机械设计中的重要内容,是实现金属锻造工艺的关键环节。
本文将介绍锻造模具设计的基本知识点,包括模具类型、设计要点和注意事项等。
一、锻造模具类型1.顶料模具顶料模具用于产生从上模到下模胚料的压力。
它由上部和下部两个模块组成,上部用于提供锻后凸轮面的形状,下部用于支撑、定位和组合。
2.剪断模具剪断模具用于将锻造过程中的多余材料切割、去除,使锻件得到所需形状。
它由切断刃和切割装置组成,能够实现高效率、高精度的切断。
3.胀圈模具胀圈模具用于在锻件上形成圆形凸台或凹槽。
通过胀圈模具的运动,使锻件发生径向变形,从而实现凸台或凹槽的形成。
4.内外圆模具内外圆模具用于锻造圆形截面的工件,如轴、套筒等。
内圆模具用于锻造内圆形工件,外圆模具用于锻造外圆形工件。
它们通过模具的闭合来实现锻造成形。
二、锻造模具设计要点1.材料选择锻造模具需要具备高强度、高硬度和高抗磨损性能。
常用的材料有工具钢、合金钢和硬质合金等。
根据具体工件的需求,选择适合的模具材料。
2.结构设计模具结构设计要考虑锻造工艺的要求,包括模具的拆卸和组合、导向和定位等。
模具结构应合理布局,方便操作和维护。
3.尺寸精度模具设计应考虑锻件的尺寸精度要求,包括锻件的公差限制、收缩率等。
模具尺寸要根据锻件的实际情况进行调整。
4.冷却系统设计模具设计要考虑冷却系统的设置,以提高锻件的冷却速度和均匀性。
合理的冷却系统可以降低模具温度,延长模具使用寿命。
三、锻造模具设计注意事项1.模具寿命模具设计应预留足够的寿命,避免频繁更换和修理。
根据不同工件的锻造次数和要求,选择合适的模具材料和热处理工艺。
2.模具加热锻造模具在使用前需要进行预热。
加热温度和时间要根据模具材料和尺寸进行控制,以免造成热应力和热裂纹。
3.模具维护锻造模具在使用过程中需要进行定期维护,包括模具清洁、润滑和尺寸检查等。
及时发现并修复模具的损坏和磨损问题,以保证模具的正常使用。
锻件模具的加工工艺
锻件模具加工工艺是指利用锻造方法制造锻件的工艺过程。
一般包括以下几个步骤:
1. 材料准备:选择合适的锻造材料,并对其进行清洁、预加热等处理,以提高锻件的质量和性能。
2. 锻模设计:根据锻件的形状和尺寸要求,设计锻模的结构和形状,并确定锻模的尺寸和材料。
3. 锻件预制:将锻造材料加热到适当的温度,然后放入预制模具中,通过锻造操作使材料变形为粗锻件。
4. 精锻:对预制的锻件进行精密锻造,通过锤击、加压等方式,将锻件完全变形为指定形状和尺寸的锻件。
5. 修整:对锻件进行修整和整形,去除外表面的凸起部分,使锻件的表面光滑、平整。
6. 热处理:对锻件进行热处理,以改善其材料的力学性能和组织结构。
7. 加工和修正:对锻件进行必要的加工和修正,如修整尺寸、加工孔、切割等。
8. 表面处理:根据锻件的要求,进行表面处理,如喷涂、镀层、热处理等。
9. 检验和测试:对锻件进行各种检验和测试,以验证锻件的质量和性能是否符合要求。
10. 包装和运输:对合格的锻件进行包装和运输,确保锻件安全到达使用地点。
以上是锻件模具加工工艺的一般步骤,具体的工艺流程会根据不同的锻件形状和要求而有所差异。