贴片及接插件焊接检验标准
- 格式:docx
- 大小:55.15 KB
- 文档页数:8
PCB插件、焊接检验标准编号:CVTD-7.5-031.目的规范本公司生产的半成品检验,确保产品质量要求,防止不良品流出。
2.范围适用于本公司内所有半成品板的外观检验和特性检验。
3.检验要求3.1安装直插元器件准位要求3.1.1元器件引线成形a).元器件引线成形要求同类元件保持高度一致,成形元器件两端余量一致。
元器件引脚同焊盘引脚对应整齐,无明显倾斜。
b).元器件引线不允许出现超过引线截面积10%的缺口或变形。
外露基体金属不超过引线可焊表面面积的5%。
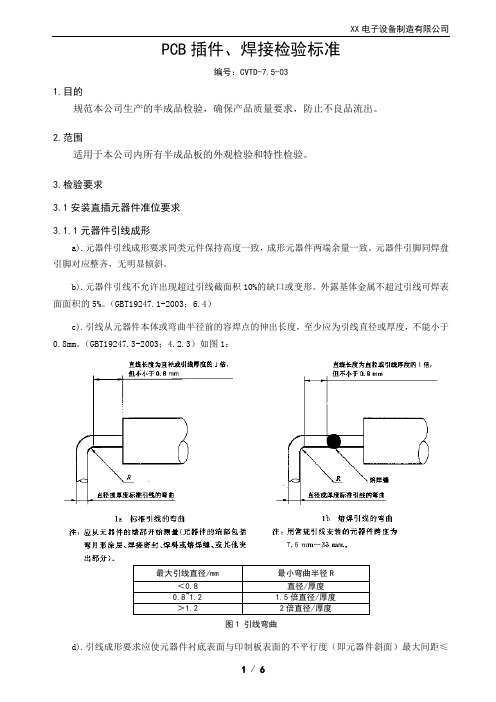
(GBT19247.1-2003;6.4)c).引线从元器件本体或弯曲半径前的容焊点的伸出长度,至少应为引线直径或厚度,不能小于0.8mm。
(GBT19247.3-2003;4.2.3)如图1:图1 引线弯曲d).引线成形要求应使元器件衬底表面与印制板表面的不平行度(即元器件斜面)最大间距≤2.0mm。
(GBT19247.2-2003/IEC61191-2:1998;4.2.1)如图23.1.2元器件引线的弯曲a).元器件弯曲要求不允许延伸到密封部分内。
引线弯曲半径(R)必须大于引线标称厚度。
上、下弯曲的引线部分和安装的连接盘之间的夹角最小45°,最大为90°。
(GBT19247.2-2003/IEC61191-2:1998;4.2.2)如图2:图2b).双引线元器件独立垂直安装时,较大的侧面应垂直于印制板表面,最多倾斜15。
(GBT19247.3-2003;A.4.2)3.1.3晶体管、二极管等极性元器件的安装a).元器件要求按极性正确安装保持元器件极性标识同电路板上极性标识一致。
b).元器件比较密集的地方要求各引脚分别套上不同彩色的塑料套管,防止碰极短路。
对于一些大功率晶体管,要求固定散热片。
3.1.4集成电路的安装集成电路方向正确安装,插到低,保持两边余量一致。
不允许插错、插反。
3.1.5变压器、电解电容、热敏元器件等的安装a).对于较大的电源变压器,要求采用弹簧垫圈和螺钉固定;b).电解电容要求安装到底,不歪斜,极性安装正确。

贴片产品的牢固度检验标准
贴片产品的牢固度检验标准主要包括以下几个方面:
1. 引线牢固度检验:检验引线与焊盘之间的焊接牢固程度,通过对引线进行拉力测试,检查是否能够承受一定的力度而不会脱落或断裂。
2. 焊点检验:焊点是贴片产品连接元器件和电路板的关键部分,检验焊点的牢固度是非常重要的。
常见的焊点检验方法包括冲击测试、振动测试、剪切测试等,通过对焊点进行一定的力度测试,来评估其牢固度。
3. 粘结力检验:对于一些使用胶水或粘合剂进行固定的贴片产品,需要检验其粘结力。
常见的检验方法包括剥离测试、剪切测试等,通过对粘结部分施加一定的力度,来判断其是否能够牢固地固定在基板上。
4. 热冲击测试:考察贴片产品在温度变化时的牢固度。
通过将产品暴露在不同的温度环境下,观察是否出现脱落、断裂等情况,评估其在温度变化时的可靠性。
以上仅是一些常见的贴片产品牢固度检验标准,具体的检验方法和标准可能会根据产品的特性和使用环境的不同而有所差异。
在实际应用中,可以根据相关行业标准或产品规范,结合产品的具体情况,进行相应的牢固度检验。

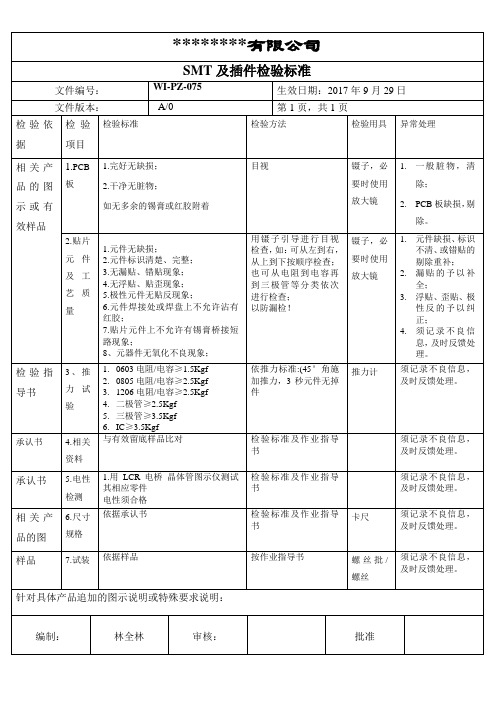
NGOK1少件目视重缺2极反目视重缺3错件目视重缺缺陷等级现象 标准描述序号不良项目检验工具图片判定1.作业指导书有要求贴件的位号未贴件.1.极性元件方向插反.1.器件的阻值 规格 误差 耐压使用错误.要插电解电容错插为瓷片电容4多件目视重缺5起泡/烧焦/熔化/线路/铜铂目视重缺6元件损坏目视轻缺7假焊目视/显微镜重缺1.绝缘皮损坏其厚度减少总绝缘层厚度的20%以上 NG。
即肉眼能明显看出损坏NG2.绝缘皮不整齐有磨损,拖尾,异常部分大于绝缘皮外径的50%或1MM其中较大者 NG3.损伤处暴露出器件的基材. NG重缺NG焊点:元件引脚与焊锡熔接在一起,但没有与焊盘熔接在一起.1.作业指导书未要求贴片/插件的位号多贴/插器件.不允许起泡 烧焦 熔化不良1.轻微变色/轻微熔化 OK .2.肉眼能看到焊盘翘起就NG。
8少锡目视轻缺9多锡目视轻缺10连焊目视重缺11无锡目视重缺要上锡的焊盘或器件,上锡面积低于总上锡面积的75% NG.焊锡接触到器件本体或密封处NG 1.不同线路的导线或器件连接在一起形成短路NG.1.需上锡的焊盘或器件未上锡NG.12机械元件的安装目视重缺13安装孔目视轻缺14安装螺丝目视/卡尺轻缺15引脚弯曲/变形()目视/卡尺轻缺有导通作用的元件或其引脚安装在PCB面,其与板面线路之间的间隙违反最小电气间隙 NG需要安装或组装的孔,该孔上有焊锡凸起,凸起高度大于0.2MM NG1.长度小于25MM的螺钉或螺栓,伸出板面的部分小于3MM加上一个半螺纹,NG2.长度大于25MM的螺钉或螺栓,伸出板面的部分小于6.3MM加一个半螺纹, NG3.无锁紧机制的螺钉或螺栓露出板面部分的长度小于一个半螺纹.NG1.引脚偏离中心线的尺寸大小引脚厚度的50% NG2.变形影响插接 重缺螺丝与板面线路间的螺丝与板面线路间的此处露出长度偏短此处露出长度合格16引脚长短不一致(连接器,插针,插排等)轻缺17浮高(USB/连接器/开关/晶振/LED灯/耳机/排针等有组装要求及连接作用的元件)目视轻缺18浮高(无组装及连接作用的)IC/排阻等目视轻缺19浮高(阻容件 ,)目视轻缺1.由于浮起导致器件引脚伸出板面的长度无法满足焊接的最低要求.NG1.浮高导致引脚焊点不满足焊接的最小要求 NG.2.器件本体与PCB板面的间隙超过3MM NG.3.以上标准是在不影响安装的前提下进行.1.器件引脚高低不一,下陷或凸出部分的长度小于标准露出部分针长的5%合格,反之NG。
SMT焊接质量检验标准SMT焊接质量检验标准本标准旨在统一焊接外观检验标准,确保焊接质量和检验的一致性。
适用于SMT、成型线、装配线等有关的焊接质量检验。
生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。
典型缺陷虚焊:零件脚或引线脚与锡垫间没有锡或锡量太少或其它因素造成没有接合,看似焊住其实没有焊住的焊接点,这种焊接点有可能当时用设备无法检测出来,但在用户使用过程中能慢慢的暴露出来,危害性极高。
包焊:焊点焊锡过多,看不到零件脚或其轮廓者。
桥接:有脚零件在脚与脚之间被多余的焊锡连接短路,特别是在手工焊接时,亦或刮CHIPS脚造成残余锡渣使脚与脚短路。
错件:零件放置的规格或种类与作业规定或BOM、图纸等不符合。
缺件:应放置零件的位置,因不正常的缘故而产生空缺。
极性反向:极性方位正确性与加工工程样品装配不一样,象电解电容,二极管都是极性元件,要特别注意。
零件偏位:零件焊接点与焊盘发生偏移,易引起管脚之间短路。
焊盘损伤:在补焊或维修时使用烙铁不当导致焊盘被破坏,这极易引起主板报废,造成重大损失。
焊点的质量要求对焊点的质量要求,应该包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
插件元件焊接可接受性要求:引脚凸出不应超过 2.3mm,最小不低于0.5mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
贴片(矩形或方形)元件焊接可接受性要求:贴片元件位置的歪斜或偏移不应超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
接头部件的位置偏移和倾斜必须避免与邻近的导体接触。

PCB插件焊接检验标准1.目的规范本公司生产的半成品检验,确保产品质量要求,防止不良品流出。
2.范围适用于本公司内所有半成品板的外观检验和特性检验。
3.检验要求3.1安装直插元器件准位要求3.1.1元器件引线成形a).元器件引线成形要求同类元件保持高度一致,成形元器件两端余量一致。
元器件引脚同焊盘引脚对应整齐,无明显倾斜。
b).元器件引线不允许出现超过引线截面积10%的缺口或变形。
外露基体金属不超过引线可焊表面面积的5%。
(GBT19247.1-2003;6.4)c).引线从元器件本体或弯曲半径前的容焊点的伸出长度,至少应为引线直径或厚度,不能小于0.8mm。
(GBT19247.3-2003;4.2.3)如图1:最大引线直径/mm 最小弯曲半径R<0.8 直径/厚度0.8~1.2 1.5倍直径/厚度>1.2 2倍直径/厚度图1 引线弯曲d).引线成形要求应使元器件衬底表面与印制板表面的不平行度(即元器件斜面)最大间距≤2.0mm。
(GBT19247.2-2003/IEC61191-2:1998;4.2.1)如图23.1.2元器件引线的弯曲a).元器件弯曲要求不允许延伸到密封部分内。
引线弯曲半径(R)必须大于引线标称厚度。
上、下弯曲的引线部分和安装的连接盘之间的夹角最小45°,最大为90°。
(GBT19247.2-2003/IEC61191-2:1998;4.2.2)如图2:图2b).双引线元器件独立垂直安装时,较大的侧面应垂直于印制板表面,最多倾斜15。
(GBT19247.3-2003;A.4.2)3.1.3晶体管、二极管等极性元器件的安装a).元器件要求按极性正确安装保持元器件极性标识同电路板上极性标识一致。
b).元器件比较密集的地方要求各引脚分别套上不同彩色的塑料套管,防止碰极短路。
对于一些大功率晶体管,要求固定散热片。
3.1.4集成电路的安装集成电路方向正确安装,插到低,保持两边余量一致。
贴片、插件、焊接检验标准版本生效日期第1页共8页1.目的使元器件贴片及插件焊接的品质统一标准化。
2. 范围智能产品部所有贴片、插件PCB焊接的产品。
3. 内容如下图:贴片焊接要求偏移矩形元件元件有向上或向下偏移现象,但要求偏移位置在允许范围内,即h≤1/4H。
1005以上贴片元件h<0元件有向左或向右偏移现象,但要求偏移位置在允许范围内,即h≤1/2H。
1005以上贴片元件h<0元件有旋转性偏移现象,但要求偏移位置在允许范围内,即h≤1/4H。
1005以上贴片元件h<0异形元件元件有向上或向下偏移现象,但要求偏移位置在允许范围内,即h≤1/3H。
元件有向左或向右偏移现象,但要求元件引脚必须在焊盘内元件有旋转性偏移现象,但要求元件引脚必须在焊盘内元件有向上或向下偏移现象,但要求元件引脚必须在焊盘内元件有向左或向右偏移现象,但要求元件引脚必须在焊盘内元件有旋转性偏移现象,但要求元件引脚必须在焊盘内贴片、插件、焊接检验标准版本生效日期第2页共8页翘起立起矩形元件元件焊端有一边翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm不允许有立起现象异形元件元件引脚有一端翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm元件焊端有一边翘起现象,但要求翘起高度在允许范围内,即h≤0.4mm不允许有立起现象8脚以下元件有一边翘起现象,但要求翘起的高度在允许范围内,且焊接可靠。
h≤0.4mm9脚以上元件有一边翘起现象,但要求翘起的高度在允许范围内,且焊接可靠。
h≤0.2mm备注:1.异性元件管脚宽度与焊盘宽度相同时,管脚可超出焊盘的限度为1/4管脚宽度内。
2.焊盘不规范或不标准时,视具体情况,另行规定检验相关标准。
图例:元件引脚或焊端焊盘元件体贴片、插件、焊接检验标准版本生效日期第3页共8页图例:焊锡焊盘基板焊端或引脚元件体贴片焊接不允许有以下现象贴片焊接焊锡珠短路虚焊漏焊多锡板面有焊锡珠焊锡量偏多,元件焊接端与另一元件焊端接在一起。
实用文档Q/FVFM厦门誉信实业有限公司企业标准Q/FVFM2002.17-2015电子元器件贴片及插件焊接检验规范2015-02-10发布2015-06-01实施厦门誉信实业有限公司发布前言本标准按照GB/T1.1-2009《标准化工作导则第1部分:标准的结构和编写规则》制定。
本标由厦门誉信实业有限公司起草制定。
本标准由厦门誉信实业有限公司品管部归口。
本标准起草单位:厦门誉信实业有限公司技术部,品管部。
本标准主要起草人:李柯林邵有亮电子元件器件贴片及插件焊接检验规范1 范围本规定适用波峰焊接、回流焊或电烙铁手工锡焊的焊接质量检验规范和基本要求。
本标准适用于誉信实业电子部所有电子组件板的检验、采购合同中的技术条文。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
IPC-A-610D 电子组装件的验收条件AcceptabilityofElectronicAssemblies电子元件器件贴片及插件焊接检验规范3术语和定义3.1 3.2 3.3 3.4 3.5 3.6 3.7 3.8 3.9开路铜箔线路断或焊锡无连接。
连焊两个或以上的不同电位的相互独立的焊点,被连接在一起的现象。
空焊元件的铜箔焊盘无锡沾连。
冷焊因温度不够造成的表面焊接现象,无金属光泽。
虚焊表面形成完整的焊盘但实质因元件脚氧化等原因造成的焊接不良。
包焊过多焊锡导致无法看见元件脚,甚至连元件脚的棱角都看不到,润湿角大于90°。
锡珠,锡渣未融合在焊点上的焊锡残渣。
针孔焊点上发现一小孔,其内部通常是空的。
气孔:焊点上有较大的孔,可裸眼看见其内部。
缩锡原本沾着之焊锡出现缩回;有时会残留极薄之焊锡膜,随着焊锡回缩润湿角增大。
2 1贴片焊接包焊拉尖沾胶焊锡量明显太多,超出焊盘范围,且高出元件焊端。
焊接有拉尖现象。
焊盘有沾胶现象,但必须在规定范围内:h1≤0.2mm h ≤1/4H焊锡量明显太多,超出焊盘范围,且高出元件焊端。
焊接有拉尖现象。
少锡0805以下贴片矩形元件h<1/3H 判定为少锡. 1005贴片矩形元件h <1/4H 判定为少锡.H >2mm 以上贴片矩形元件 .h <0.5mm 判定为少锡.45678 电路板对应丝印识别:电路板焊接一、焊接流程1、焊接开始前,整理好桌面及周边环境,为电路焊接工作准备一个有条理、整洁的环境。
2、仓库领料,并依据元件明细表核对物料,确保物料正确无误,遇到生疏元件及时向相关负责人询问。
3、依据元件明细表进行电路板焊接。
4、电路板焊接完成后,依据元件明细表核对元件,以保证无错焊、虚焊、漏焊、假焊、桥接。
特别是确认多引脚元件和有极性元件焊接正确。
同样重要的是检查和优化焊点,一块合格的电路板是焊点光滑、过渡均匀、无毛刺、元件排列整齐美观。
二、对焊接点的基本要求1、焊点要有足够的机械强度,保证被焊件在受振动或冲击时不致脱落、松动。
不能用过多焊料堆积,这样容易造成虚焊、焊点与焊点的短路。
2、焊接可靠,具有良好导电性,必须防止虚焊。
虚焊是指焊料与被焊件表面没有形成合金结构。
只是简单地依附在被焊金属表面上。
3、焊点表面要光滑、清洁,焊点表面应有良好光泽,不应有毛刺、空隙,无污垢,尤其是焊剂的有害残留物质,要选择合适的焊料与焊剂。
三、焊接技术1、手工焊接的基本操作方法①焊前准备,准备好电烙铁以及镊子、剪刀、斜口钳、尖嘴钳、焊料、焊剂(我们这里是指焊锡丝,以下通指焊锡丝)等工具,将电烙铁及焊件搪锡,左手握焊料,右手握电烙铁,保持随时可焊状态。
②用烙铁加热备焊件。
③送入焊料,熔化适量焊料。
④移开焊料,当焊料流动覆盖焊接点,迅速移开电烙铁。
2、电子元器件焊接的顺序是由小到大,由低到高3、元器件焊接注意事项:1)批量将同侧的一端焊盘镀上适量焊锡(仅适用于贴装元器件)。