六个标准差(6 Sigma)
- 格式:ppt
- 大小:122.00 KB
- 文档页数:32
什么是六西格玛?六西格玛即6σ,σ是一个小写西腊字母,读作西格玛,是统计学术语,代表标准差,日常交流中人们使用得并不多。
作为眼下最时髦的企业管理手段,六西格玛的含义是指:通过设计、监督每一道生产工序和业务流程,以最少的投入和损耗赢得最大的客户满意度,从而提高企业的利润。
它希望达到的目标:六西格玛,意味着每一百万个机会中只有3.4个错误或故障。
六西格玛是一项以数据为基础,追求几乎完美的质量管理方法。
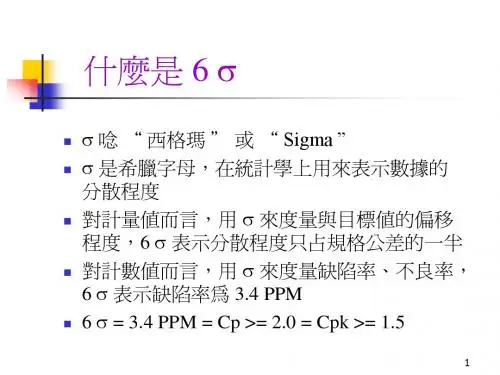
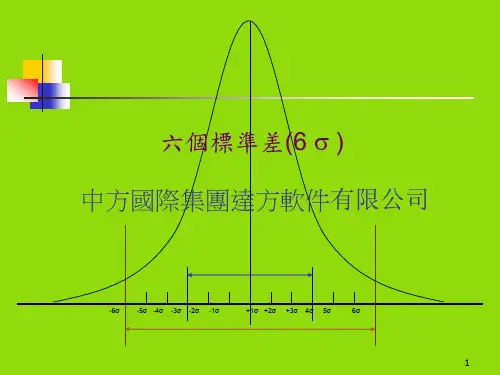
西格玛是一个西腊字母σ的中文译音,统计学用来表示标准偏差,即数据的分散程度。
对连续可计量的质量特性:用“σ”度量质量特性总体上对目标值的偏离程度。
几个西格玛是一种表示品质的统计尺度。
任何一个工作程序或工艺过程都可用几个西格玛表示。
六西格玛可解释为每一百万个机会中有3.4个出错的机会,即合格率是,99.99966%。
而三西格玛的合格率只有93.32%。
六西格玛的管理方法重点是将所有的工作作为一种流程,采用量化的方法分析流程中影响质量的因素,找出最关键的因素加以改进从而达到更高的客户满意度七、实施六西格玛的步骤:1、六西格玛强调对关键业务流程的突破性的改进。
2、六西格玛的开展依赖于高层领导的高度重视。
3、六西格玛质量水准是一个明确的,雄心勃勃的诱人目标4、六西格玛管理强调顾客驱动。
5、六西格玛关注于产生结果的关键因素。
6、六西格玛强调任何产出都可以测量、改善并加以控制的。
7、围绕客户之声,注重客户满意度的提高。
8、六西格玛强调全员参9、六西格玛是一种由顾客驱动的管理。
2、八、企业如何运行六西格玛:一般说来,企业推动六西格玛的方式,领导者应先就公司发展的目标展开一套策略,针对主管进行训练,学习分析及运用六西格玛的工具,在负责专案的同时,大量培训员工发展新技能,成为持续改进的力量。
一、什么是六西格玛? 六西格玛即6σ,σ是一个小写西腊字母,读作西格玛,是统计学术语,代表标准差,日常交流中人们使用得并不多。
作为眼下最时髦的企业管理手段,六西格玛的含义是指:通过设计、监督每一道生产工序和业务流程,以最少的投入和损耗赢得最大的客户满意度,从而提高企业的利润。

简介六西格玛(Six Sigma),又称:六式码、六标准差、6σ、6Sigma,不能使用大写的Σ,西格玛(Σ,σ)是希腊文的字母,在统计学中称为标准差,用来表示数据的分散程度。
其含义引申后是指:一般企业的瑕疵率大约是3到4个西格玛,以4西格玛而言,相当于每一百万个机会里,有6210次误差。
如果企业不断追求品质改进,达到6西格玛的程度,绩效就几近于完美地达成顾客要求,在一百万个机会里,只找得出3.4个瑕疵。
六西格玛(6σ)概念作为品质管理概念,最早是由摩托罗拉公司的麦克.哈里于1987年提出,其目的是设计一个目标:在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
真正流行并发展起来,是在通用电气公司的实践,在杰克韦尔奇于20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用电气、戴尔、惠普、西门子、索尼、东芝、华硕等众多跨国企业的实践证明是卓有成效的。
为此,国内一些部门和机构在国内企业大力推6σ管理工作,引导企业开展6σ管理。
随着实践的经验积累,它已经从单纯的一个流程优化概念,衍生成为一种管理哲学思想。
它不仅仅是一个衡量业务流程能力的标准,不仅仅是一套业务流程不断优化的方法,进而成为一种应对动态的竞争环境,提升企业竞争力,取得长期成功的企业战略。
辨别优先次序,实施流程改进对需要改进的流程进行区分,找到高潜力的改进机会,优先对其实施改进。
如果不确定优先次序,企业多方面出手,就可能分散精力,影响6σ管理的实施效果。
业务流程改进遵循五步循环改进法,即DMAIC模式:1.定义(Define)。
定义阶段主要是明确问题、目标和流程,需要回答以下问题:应该重点关注哪些问题或机会?应该达到什么结果?何时达到这一结果?正在调查的是什么流程?它主要服务和影响哪些顾客?2.评估(Measure)。
六标准差的定义什么是标准差?在统计学中,标准差是一种衡量数据集中变量离散程度的度量指标。
标准差能够告诉我们数据点与平均值之间的差异,以及数据点之间的差异。
标准差的计算公式如下:标准差= sqrt(Σ(xi-μ)²/N)其中,xi表示每个数据点,μ表示数据的平均值,N表示数据个数。
六标准差的概念六标准差(Six Sigma)是一种质量管理方法,旨在通过降低过程可变性,并最大限度地减少缺陷,从而提高产品和服务的质量。
六标准差方法由Motorola公司在20世纪80年代提出,后来被许多公司广泛采用并得到了成功的实施。
在六标准差方法中,设计目标是将制程变差减少到每个功能特性不超过六个标准差,使得制程过程中的错误率非常低。
这意味着六标准差方法要求在不超过3.4个缺陷/百万机会(Defects Per Million Opportunities, DPMO)的情况下达到99.99966%的过程准确性。
六标准差的原理六标准差方法的基本原理是将质量管理过程分为五个阶段:识别、定义、分析、改进和控制(Define, Measure, Analyze, Improve, Control,简称DMC)。
通过这个过程,公司可以识别并改进可能导致质量问题的因素,并减少产品和服务的可变性,从而提高过程质量。
DMC过程的五个阶段1.识别(Define):在这个阶段,团队明确地定义了项目的目标、范围和约束条件。
这个阶段的重点是确保团队成员对问题的理解是一致的,并确保项目的目标与公司的整体策略相符。
2.定义(Measure):在这个阶段,团队确定了用于衡量过程绩效和变异性的关键指标。
例如,团队可以收集和分析数据来确定过程的性能水平,并识别可能导致质量问题的根本原因。
3.分析(Analyze):在这个阶段,团队使用统计工具和技术来分析数据,以便了解过程中存在的问题和瓶颈。
通过分析数据,团队可以确定关键因素,并确定可能的改进机会。
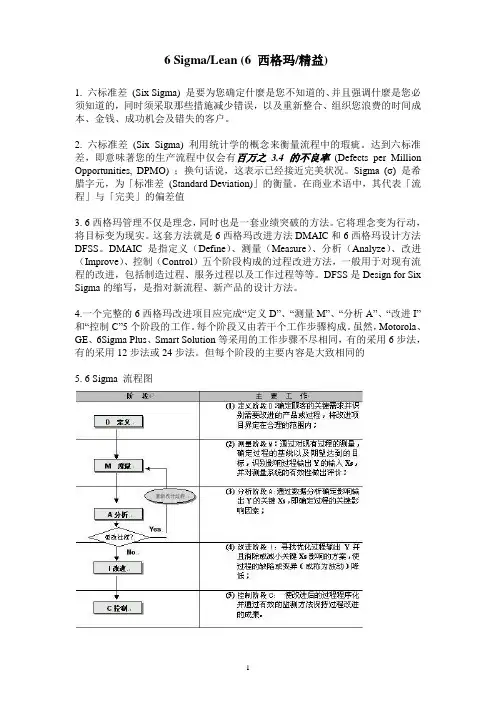
6 Sigma/Lean (6 西格玛/精益)1. 六标准差(Six Sigma) 是要为您确定什麼是您不知道的、并且强调什麼是您必须知道的,同时须采取那些措施减少错误,以及重新整合、组织您浪费的时间成本、金钱、成功机会及错失的客户。
2. 六标准差(Six Sigma) 利用统计学的概念来衡量流程中的瑕疵。
达到六标准差,即意味著您的生产流程中仅会有百万之3.4 的不良率(Defects per Million Opportunities, DPMO) ;换句话说,这表示已经接近完美状况。
Sigma (σ) 是希腊字元,为「标准差(Standard Deviation)」的衡量。
在商业术语中,其代表「流程」与「完美」的偏差值3. 6西格玛管理不仅是理念,同时也是一套业绩突破的方法。
它将理念变为行动,将目标变为现实。
这套方法就是6西格玛改进方法DMAIC和6西格玛设计方法DFSS。
DMAIC是指定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control)五个阶段构成的过程改进方法,一般用于对现有流程的改进,包括制造过程、服务过程以及工作过程等等。
DFSS是Design for Six Sigma的缩写,是指对新流程、新产品的设计方法。
4.一个完整的6西格玛改进项目应完成“定义D”、“测量M”、“分析A”、“改进I”和“控制C”5个阶段的工作。
每个阶段又由若干个工作步骤构成。
虽然,Motorola、GE、6Sigma Plus、Smart Solution等采用的工作步骤不尽相同,有的采用6步法,有的采用12步法或24步法。
但每个阶段的主要内容是大致相同的5. 6 Sigma 流程图6σ的DMAIC方法最初是作为一种质量绩效测量方法而引入的,现在已经演变成为一种制定发展战略、降低生产成本、提高产品质量和改进经营业绩的管理模式,并在一些企业中获得得到成功,于是被普遍重视和采用。

六个标准差
六个标准差(Six Sigma),意即实际上消除企业在每一项产品、制程、以及互动方面的误差,以接近其品质目标标准之品质顶尖水准程度,并减少「不良品质成本」(Cost of Poor Quality)、缩短交期(Cycle Time Reduction)、增进顾客满意度的管理过程和企业衡量。
摩托罗拉公司在80年代后期到90年代中期,首先推动「六个标准差」行动。
基本上,「六个标准差」采取预防导向的问题解决法、强调主动性的行为、基于资料而做决定、采取长程的规划、将人力视为资产而非成本,并且强调团队的授权与标竿学习。
实施「六个标准差」的公司,能够一致地将产程的误差率控制在百万分之三点四以下,成为接近完美品质的标准。
「六个标准差」的实施,第一步为成立小组,再由小组负责以六个标准差品质水准为目标的计划。
每一小组须遵循「M-A-I-C」的四个步骤:M即「评量」(Measure),A即「分析」(Analyse),I即「改善」(Improve),C即「控制」(Control)。
此外,为了推动「六个标准差」,还需要设计「战士层级」(Warrior Class),使员工接受「六个标准差」所要求的统计训练,通常这些层级以空手道的技能高低来命名,以奇异公司为例,包括:黑带高手(Master Black Belts)、黑带(Black Belts)、绿带(Green Belts)等。