制程不良原因分析
- 格式:ppt
- 大小:184.00 KB
- 文档页数:16
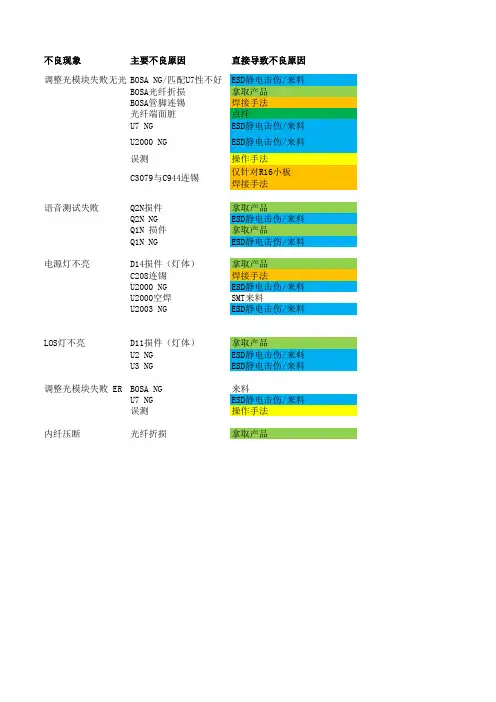
不良现象主要不良原因直接导致不良原因调整光模块失败无光BOSA NG/匹配U7性不好ESD静电击伤/来料
BOSA光纤折损拿取产品
BOSA管脚连锡焊接手法
光纤端面脏点纤
U7 NG ESD静电击伤/来料
U2000 NG ESD静电击伤/来料
误测操作手法
C3079与C944连锡仅针对R16小板焊接手法
语音测试失败Q2N损件拿取产品
Q2N NG ESD静电击伤/来料
Q1N 损件拿取产品
Q1N NG ESD静电击伤/来料电源灯不亮D14损件(灯体)拿取产品
C208连锡焊接手法
U2000 NG ESD静电击伤/来料
U2000空焊SMT来料
U2003 NG ESD静电击伤/来料LOS灯不亮D11损件(灯体)拿取产品
U2 NG ESD静电击伤/来料
U3 NG ESD静电击伤/来料调整光模块失败 ER BOSA NG来料
U7 NG ESD静电击伤/来料
误测操作手法
内纤压断光纤折损拿取产品
改善措施
宣导员工遵守ESD防静电规则,加强生产区域ESD防静电管理
宣导员工轻拿轻放产品,防止产品与任何物体碰撞、摩擦
加强焊接工序陪训,优化改善焊接夹具
宣导员工按要求点纤,品质部门加强监督
请SQE联系供应商提出改善对策,和防范对策,给出具体的改善方案。
并持跟踪后续质量表现情况。
加强测试工序员工培训,定期维护测试设备,优化改善测试流程加强焊接工序陪训,优化改善焊接夹具。
制程不良的分析报告1. 引言制程不良是制造业中一种常见的现象,它会直接影响产品的质量和性能。
本文将对制程不良进行分析,并提出改进措施以提高制程的稳定性和产品的质量。
2. 制程不良的定义制程不良是指在生产过程中出现的与制程相关的缺陷或问题。
制程不良通常包括以下几种类型:- 不合格品率过高 - 生产效率低下 - 产品性能不稳定 - 生产线停机时间长 - 资源浪费等3. 制程不良的原因3.1 材料不良材料不良是制程不良的一个重要原因。
材料不良可能由供应商问题或物料质量控制不当引起。
材料不良会直接影响到制程和产品的质量。
3.2 工艺参数不合理工艺参数不合理也是制程不良的一个主要原因。
例如,如果生产中的温度、压力等工艺参数没有严格控制,就会导致产品的性能不稳定以及生产效率低下。
3.3 设备故障设备故障是导致制程不良的另一个重要原因。
如果设备不能正常运转,就会导致生产效率低下、停机时间长等问题。
3.4 人为操作失误人为操作失误也是制程不良的一个常见原因。
例如,操作工人没有按照正确的操作流程进行操作,就有可能导致制程不良。
4. 制程不良的分析方法对于制程不良的分析,可以采用以下几种方法:4.1 数据分析通过对生产过程中的数据进行统计分析,可以找出制程不良的特征和规律。
例如,可以通过统计合格品率、不合格品率等指标,找出制程不良的关键节点。
4.2 过程控制图过程控制图可以用于监测制程参数的稳定性和变化趋势。
通过绘制过程控制图,可以及时发现制程参数偏离预期范围的情况。
4.3 原因分析对制程不良的原因进行分析,可以帮助我们找出问题的根源。
常见的原因分析方法包括5W1H法、鱼骨图、因果关系图等。
5. 制程不良的改进措施为了提高制程的稳定性和产品的质量,可以采取以下改进措施:5.1 加强材料质量控制合理选择供应商,并建立供应商质量管理体系,加强对采购材料的质量控制。
5.2 优化工艺参数通过对工艺参数的优化调整,确保制程参数在合理范围内,并加强对工艺参数的监控。

常见制程不良原因分析任何一个变压器在生产过程中,难免有或多或少的问题,发生的原因可能牵涉到设计,材料,工法,作业人员的疏忽…….等等,致制程出一些不良品,仅就我们本厂生产进的产品做一简单的探讨分析.1.直流电阻(DCR)的问题A.DCR过低此种情形很少发生,造成可能的原因为:1.线径用大了2.规格订得不理想3.圈数不足4.用错骨架或DR CORE中径虽然大部份的SPEC在DCR部份订MAX,当然也有SPEC是±?%,对于MAX的规格,往往会疏忽注意,因此我们在寻拉过程中就要留意我们的电阻,尤其是多根线并绕时的电阻,实测值是不是与指示卡定的规格相差很远.例如:SC5726-001A型号N3(2.3-1)=0.35*3根﹐DCR SPEC=20 MAX 正常值=12.8断线1根后﹐DCR=19 .当遇到这样的情形的时候我们就要主动提出来要求工程收缩电阻范围.B.DCR过高发生的原因:1.线径用错2.拉力过大,把线拉细3.圈数太多4.以mm(日规)线径取代了A WG(美规)线5.铜皮引线焊点冷焊(包焊)6.温度过高.铜线的温度系数是0.0039/℃,一奥姆的电阻,温度每上升一度其电阻增加0.0039Ω.(一般大家可以接受的是25℃)2.电感(INDUCTANCE)的问题A.电感过高可能的原因1.圈数是否多了2.磁芯的选择是否错误3.GAP是否磨太浅4.磁芯来料本身的AL值过高5.客户订的规格是否合理6.没有GAP的磁芯组装含浸后电感一般不成线性略有上升7.高μi值的磁芯,如滤波器类受烘干凡立水的温度影响,一般均会降低.所以我们通常采用80-90℃烘干式或用自然阴干式.8.对于有GAP磁芯若电感高一点点,可用砂纸磨磁芯中柱一下,以调整电感值符合规格.B.电感低的原因1.圈数是否少了2.磁芯的选择是否错误3.GAP是否磨得太深4.磁芯来料本身的AL值是否太低5.客户订的规格是否合理7.仪器误差(我们厂一般以HP4284为准)8.磁芯接合处有异物9.层间短路或连锡10.另外一提的是同一对磁芯同一个线包,在夏天测试电感值比在冬天高,这是正常现象,因为磁芯的导磁系数随温度变化(省略图)11.有GAP磁芯电感低可以用细砂纸轻磨磁芯两边柱,以达到规定的电感值3.漏电感(LEAKAGE INDUCTANCE)1.未均匀疏绕2.排线重迭交叉3.铜皮未包紧,焊点大初级与次级绕组间,能量无法交连而减漏掉的能量,漏电感对电路上晶体(三极管)的伤害很大一般变压器都希望漏电感越小越好.为了降低漏电感,许多变压器都采用三明治绕法,即把初级圈分成二半:一半绕最里层,一半绕最外层,中间夹着次级圈,如此可使初次级更为接近,而降低漏电感.漏电感与绕组铜线的DCR值有关,短路时尽量用小电阻的短路导线.4. 圈数不良的问题A.真正的圈数不良在绕组中的某一组或以上圈数多或少,在测试中可以显示出来B.假性的圈数不良这是制程中很困扰的问题,其实它的圈数是正确的,但订定的规格的范围却超出了.TE输数据的范围是为了确保质量,变压器输出电压的稳定性.一般都有收缩范围.影响到圈数比测试超出百分比的原因:1.布线太乱2.同一层中有的布满幅宽,有的未布满3.GAP太深,感应不准确,影响到测试读值4.主绕组圈数太多时测试圈比值不稳定5.校正圈比是否为不良时,用没有GAP的磁芯较准确5. 短路的问题变压器在测量电感时发现非常低,接近漏电感值时,应检查是否短路,其中一个绕组短路(内部短路,或引出线PIN间连锡短路)或是让人最为头痛的铜皮短路.6 耐压不良的问题HI-POT测试是变压器必须100%全测的要求造成HI-POT不良的原因:1.二绕组之间引出线碰触或太近2.PIN与PIN间锡渣造成3.挡墙太窄或绕在线挡墙4.绝缘胶布未完全覆盖或层数太少5.绕组间的空间距离不足6.PIN间助焊剂残留造成绝缘不足以承受HI-POT高压7.四侧端引出线与磁芯间距离不足8.距离不足电弧(ARCING)引发HI-POT10.漆包线来料有针孔11.三层绝缘线在制程中破皮12.铜皮反包胶纸破损HI-POT测试目前大家习惯于规格上的一分钟电压值*1.2倍变成一秒钟.例如:3000V 1mA 1MIN变成3600V 1mA 1SEC漏电流越小,测试规格越严格,当规格上要求电流为3mA时不要用2mA或1mA去测试,2mA比3mA要严格,不要弄错7. 层间不良一般一个绕组有几层,但没有包层间绝缘胶纸的情况下.或者有绕组铜皮的情况下才会测试层间绝缘.1.铜皮反包胶纸破损.导致短路2.铜线破皮(0210)《古代散文》复习思考题一、填空题1.甲骨卜辞、和《易经》中的卦、爻辞是我国古代散文的萌芽。
