制程问题点分析
- 格式:xlsx
- 大小:2.86 MB
- 文档页数:6
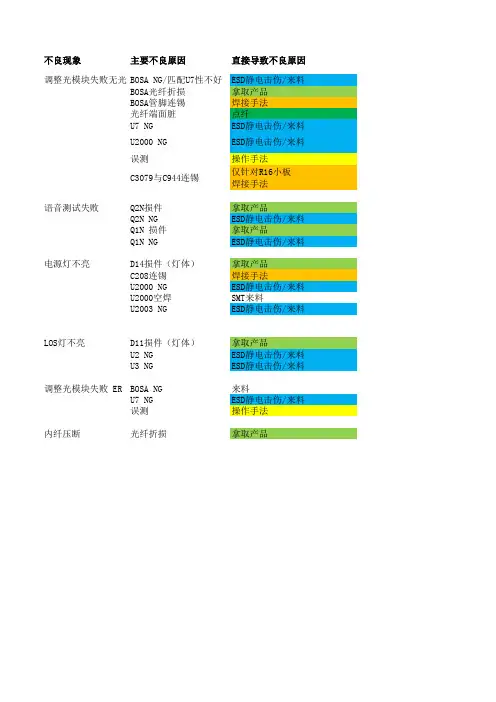
不良现象主要不良原因直接导致不良原因调整光模块失败无光BOSA NG/匹配U7性不好ESD静电击伤/来料
BOSA光纤折损拿取产品
BOSA管脚连锡焊接手法
光纤端面脏点纤
U7 NG ESD静电击伤/来料
U2000 NG ESD静电击伤/来料
误测操作手法
C3079与C944连锡仅针对R16小板焊接手法
语音测试失败Q2N损件拿取产品
Q2N NG ESD静电击伤/来料
Q1N 损件拿取产品
Q1N NG ESD静电击伤/来料电源灯不亮D14损件(灯体)拿取产品
C208连锡焊接手法
U2000 NG ESD静电击伤/来料
U2000空焊SMT来料
U2003 NG ESD静电击伤/来料LOS灯不亮D11损件(灯体)拿取产品
U2 NG ESD静电击伤/来料
U3 NG ESD静电击伤/来料调整光模块失败 ER BOSA NG来料
U7 NG ESD静电击伤/来料
误测操作手法
内纤压断光纤折损拿取产品
改善措施
宣导员工遵守ESD防静电规则,加强生产区域ESD防静电管理
宣导员工轻拿轻放产品,防止产品与任何物体碰撞、摩擦
加强焊接工序陪训,优化改善焊接夹具
宣导员工按要求点纤,品质部门加强监督
请SQE联系供应商提出改善对策,和防范对策,给出具体的改善方案。
并持跟踪后续质量表现情况。
加强测试工序员工培训,定期维护测试设备,优化改善测试流程加强焊接工序陪训,优化改善焊接夹具。
制程不良现象分析21)层压机未及时抽空(加压过程挤不出);2)真空泵问题,或硅胶板破、硅胶条不严密导致;真空度或压⼒不够;3)来料不良,例如EVA含有⽔分⼦;空⽓被密封在EVA胶膜内;4)EVA裁剪后,放置时间过长,它已吸潮;5)层压时间过长或温度过⾼,使有机过氧化物分解,产出氧⽓;1)层压⼈员随时检查真空表显⽰值,要有预防措施;2)维护真空泵的同时,对硅胶板的使⽤寿命要严格控制;3)注意EVA放置的周围环境和使⽤时间;4)延长真空时间检查层压机的密封圈检查真空度和抽⽓速率;5)检查抽⽓速度加快硅胶板下压速度降低层压温度,使⽤表⾯压花的EVA膜检查加热板温度;⼈员、反光检验及层压员也可能造成);2)来料不良,或过程中掉⾄,(由于EVA、背板、⼩车⼦有静电的存在,把飘在空⽓中的头发,灰尘及⼀些⼩垃圾吸到表⾯);的材料有质检意识;2)反光检验员提⾼质检意识,仔细,负责任的检验,重中之重;3)做好6S管理,保持周边⼯作环境的整太阳能组件⽣产过程主要不良现象造成的原因及纠正措施(以下图⽚仅仅是⼀种不良现象代表)1不良图⽚不良原因纠正措施1)提⾼来料质检的⼒度和⽅法;2)对串焊台及时清理。
包括单焊⼈员的质量意识(同时控制焊接⼿势);3)对层压机的维护,提⾼加压阶段的稳定性;4)对新员⼯的培训,包括盖层压布的⼿势并对现场指导为主;1)电池⽚本⾝质量,隐裂所致(暗伤)加上EVA的流动性;2)焊珠顶破或者焊锡堆积过厚;3)层压机加压阶段压⼒⼤导致;4)EVA不平整(⿎包现象严重);5)层压⼈员盖层压布布⼿势不正确;6)单串焊⼿势过重致使造成;未按⼯艺要求(离起焊点绝缘边3-4mm);裂⽚⽓泡1)单焊⼈员焊接速度过快,及辅焊带⼿势不对;2)焊带规格与电池⽚主栅线不匹配,容易露⽩;虚焊导致(层压后);3)新员⼯不知,更加容易造成;1)通过培训加强新⽼员⼯的焊接⼿势及质量意识,对其问题引起重视;焊问题的产⽣;31)主要原因帽⼦佩戴不严密(主要集中排版⼈员、反光检验及层压员也可能造成);2)来料不良,或过程中掉⾄,(由于EVA、背板、⼩车⼦有静电的存在,把飘在空⽓中的头发,灰尘及⼀些⼩垃圾吸到表⾯);1)确保佩戴帽⼦严密,同时要对所⽤到的材料有质检意识;2)反光检验员提⾼质检意识,仔细,负责任的检验,重中之重;3)做好6S管理,保持周边⼯作环境的整洁,并勤洗⾐裤做好个⼈卫⽣;41)排版⼈员不经意将残留焊条溅进,(往往是⼿套⽑丝钩进导致,剪的过程飞⼊);2)剪多余焊带时未⼀⼑剪下,多次剪所致;3)拿第⼀张EVA碰到排版桌边的PET,其粘在EVA上;⾮排版⼈员帮贴PET过程碰到桌上的PET致其渐⼊组件内;1)对剪下的残留焊带要⼀⼀放⼊盒⼦,统⼀回收,切忌,养成习惯性动作保持排版台的⼲净整齐;2)反光检验员得仔细,做到⼼中有数!3)改善焊带长度;4)排版⼈员拿EVA要养成良好的⼿势,勿使EVA接触PET;51)单焊时,重复焊接导致焊锡堆积(焊锡丝过量),串焊过程致使焊锡溅出;单焊造成焊锡黏在单⽚上;2)串焊盒未清理⼲净,有焊锡,致排版过程掉⼊;1)保重焊接⼿势正确,勿重复焊接,确保⼀次性拉到位;多其过程出现的焊锡及时清理,保证焊接台⾯的整洁;2)时刻擦洗串焊磨具台和串焊盒,预防焊锡、焊渣等调⼊;3)反光检验要认真检查,尤其是头尾焊锡,易造成短路;露⽩发焊条/焊屑/PET焊锡1)排版⼈员漏剪导致,尤其是上下班时更易造成(其容易导致短路);1)要对剪焊带有个习惯,⼀定的顺序,并把⼀⼀剪下的放置回收盒中,对每次剪完后要⾃检⼀次;2)反光检验更要认真负责,有条理的检查;101)EVA含有杂质,未融化⼩颗粒;2)层压前有杂物掉进EVA上(⼩⾍⼦等);3)单串焊⼿套脏(含有助焊剂的残留物);1)裁剪员,排版⼈员要提⾼质检意识,对过程中不良的及时予以拿出(蚊⼦等);2)当天的板⼦尽早层压完,加强车间的防⾍管理,及密封性,保持车间整洁;111)EVA收缩导致;2)排版⼈员未测量间距致使不⾜;1)加强EVA收缩的实验,同时提⾼准确性,即时去供应商取得联系;2)要⽤2mm对其使⽤,不能⽬测了事;9杂物⽓泡互连条未剪串间距不⾜12131)排版⼈员漏剪导致,尤其是上下班更易出错;1)要对剪焊带有个习惯,⼀定的顺序(从左往右),对每次剪完后要⾃觉检查⼀次;2)反光检验要认真负责,有条理的检查;3)更改汇流条设计尺⼨,最合理化;141)排版⼈员未控制汇间距(PET贴的过紧);2)EVA收缩导致间距不⾜;1)利⽤黄蜡板的间距,⼀⼀焊接;2)汇流条间更改PET贴法的⼯艺;3)移上下距离时重新检验⼀遍;4)反光检验要认真负责,有条理的检查;151)分选⼈员存在颜⾊误区(应区分单⽚的浅、中、深);2)更换⼀道中的不良单⽚导致其中⼀⽚存在⾊差;3)单焊⼈员⾊差意识低导致;4)修复⼈员更换单⽚容易造成⾊差;1)分选⼈员严格把控⾊差,统⼀分类;2)对更换不良单⽚要说明⾊差情况;3)单串焊⼈员要有⾃检意识,杜绝⾊差流⼊下道⼯序;4)反光检验⼈员要仔细检查,对⾊差及时反馈与改组;5)修复⼈员返修前要查看其⾊差问题;剪汇流条未剪⾊差汇流条间距16171)反光检验处汇流条划痕;2)割边过程拿⼑⼿势不正确导致;3)装框过程⾓码掉落;4)清理背⾯胶过程⼑⽚划⾄;5)裁剪过程⼑⽚划伤及排版过程⼑⽚划⾄;1)反光检验台上有随⼯单遮住汇流条引出端;2)对新员⼯的培训及组长的指导;3)清理过程要求品质意识,注意拿⼑⽚的⼿势;4)裁剪背板时要时刻注意拿⼑⽅向;181)EVA与玻璃间脱层,原因①EVA问题(粘结剂不⾜)②玻璃含有油污,灰尘等1)⾸先品质过程巡检及⼯艺员要有敏感有必要对层压后抽检;2)强化对EVA实验,尽量细化,及时反馈与供应商;1)条形码受潮;2)层压机加热板温度过⾼;1)保证条形码储存在⼲燥的环境,或提前⼏天打印;2)层压后有层压员负责对其擦洗(橡⽪、酒精);背板剥离强度不合格条码糊211)焊接⼿势过重导致缺⾓;或焊接⼯艺不达标(起收点间距未控制好);2)排版⼈员剪汇流条过急碰到单⽚,易造成缺⾓;1)通过培训提⾼焊接⼯艺要求;2)在排版过程时拿电池串要稳拿稳放;剪汇流条时要细⼼,⼒道不要太⼤;1)焊带、电池⽚及助焊剂不匹配;1)对每批次电池⽚⼯艺员要确认焊带、电池⽚及助焊剂的匹配性;3)控制标准的焊接环境温湿度;19201)焊台电烙铁温度设置偏⾼;2)焊接时间过长;3)黄蜡板孔未对住;1)定时对其焊台温度的抽检;2)对黄蜡板的⼯艺技术改善;3)通过培训指导,注重焊斑的严重性;4)层压后检验员及时与改组反馈问题;1)绝缘层开⼝裁斜;2)排版⼈员未对其拉到位;1)保证开⼝完好的情况下,排版⼈员要对其拉到位,同时⾃检;2)检验员对其监督反馈;焊斑绝缘层未放到位缺⾓虚焊1)来料存在问题;2)过程中撞击所致或划到装框机进⼑⼝;3)清理过程⼑⽚划⾄;1)操作⼈员要对使⽤材料有⾃检的能⼒;2)装框过程要注意⼿势,时常查看装框后的效果;242)焊接⼿势及焊接速度过快;3)环境温度过⾼,容易造成虚焊;2)通过培训提⾼焊接⼿势及焊接时间要求;3)控制标准的焊接环境温湿度;1)长短边来料存在尺⼨上的误差;2)装框机⽓源不⾜;1)来料不良导致;2)修边或装框过程与桌⾯硬物接触划⾄;3)清理正⾯过程⼑⽚使⽤不当(过重);1)对其半成品接触的桌⾯采取保护措施(垫上橡胶布);2)通过培训提⾼清理⼈员的质量意识;22231)来料要加强的同时,操作⼈员要对使⽤材料有⾃检的能⼒;2)装框要有⼀个准备的⼯作,确保装框机正常运⾏;间距过⼤铝边框碰焊玻璃划伤253)清理过程⼑⽚划⾄;3)抬组件时要拿稳,勿⼤⼿⼤脚;4)清理时⽤⼑⽚要仔细;1)装线盒时,未对残留胶带清理⼲净;1)撕胶带时,容易抠起汇条⾄折弯;2)盖上层压布不⼩⼼导致扭曲;1)层压⼈员盖上层压布过程要边盖边检查(尤其是新员⼯);2)装线盒时要认真对待,巧取;271)背板上有未固化的硅胶,装线盒过程于其接触导致;1)尽量保证背板上不留多余硅胶;2)清理过程要⼀⼀检查线盒及引出线上的硅胶,确保不流⼊客户⼿中;1)对其胶带的更改(美纹纸),容易撕起;2)通过培训提⾼操作⼈员要品质意识;2826框碰伤引出线内打折引出线有硅胶引出线有残留焊带1)贴标签的⼿势不对,导致空⽓进⼊,引起⽓泡;1)贴的⽅向⼀定要顺⼿;确保平整,并⽤⼿抚平;291)电池⽚整体移位,导致条形码背铝边框遮住;2)电池⽚移位(背板)导致铝边框上下间距不⾜;1)层压前要控制其电池⽚上下的距离,认真对待每次层压前的距离测量,减少后道不必要的⿇烦;2)盖上层压布要确保⼀次盖到位;1)线盒硅胶打的不均匀;2)安装线盒不够⽤⼒,未均匀的挤出,容易导致线盒脱落现象;1)打胶要符合线盒胶的⼯艺要求,保证均匀溢出;2)安装线盒时要有⾃检意识,不⾜之处及时补胶;3)成品检验要⼀⼀检查;3130背板/电池移位接线盒⼀⾓⽆硅胶标签内有⽓泡暗341)单焊过程要控制焊接⼯艺,尤其焊接温度,焊接⼿势;1)通过培训提⾼员⼯的质量意识,并现场监督焊接要求是否符合⼯艺要求;1)电池⽚本⾝质量,隐裂所致(暗伤)加上EVA的流动性;2)焊珠顶破或者焊锡堆积过厚;3)层压机加压阶段压⼒⼤导致;4)EVA不平整(⿎包现象严重);(离起焊点绝缘边3-4mm);1)提⾼来料质检的⼒度和⽅法;2)对串焊台及时清理。
制程不良的分析报告1. 引言制程不良是制造业中一种常见的现象,它会直接影响产品的质量和性能。
本文将对制程不良进行分析,并提出改进措施以提高制程的稳定性和产品的质量。
2. 制程不良的定义制程不良是指在生产过程中出现的与制程相关的缺陷或问题。
制程不良通常包括以下几种类型:- 不合格品率过高 - 生产效率低下 - 产品性能不稳定 - 生产线停机时间长 - 资源浪费等3. 制程不良的原因3.1 材料不良材料不良是制程不良的一个重要原因。
材料不良可能由供应商问题或物料质量控制不当引起。
材料不良会直接影响到制程和产品的质量。
3.2 工艺参数不合理工艺参数不合理也是制程不良的一个主要原因。
例如,如果生产中的温度、压力等工艺参数没有严格控制,就会导致产品的性能不稳定以及生产效率低下。
3.3 设备故障设备故障是导致制程不良的另一个重要原因。
如果设备不能正常运转,就会导致生产效率低下、停机时间长等问题。
3.4 人为操作失误人为操作失误也是制程不良的一个常见原因。
例如,操作工人没有按照正确的操作流程进行操作,就有可能导致制程不良。
4. 制程不良的分析方法对于制程不良的分析,可以采用以下几种方法:4.1 数据分析通过对生产过程中的数据进行统计分析,可以找出制程不良的特征和规律。
例如,可以通过统计合格品率、不合格品率等指标,找出制程不良的关键节点。
4.2 过程控制图过程控制图可以用于监测制程参数的稳定性和变化趋势。
通过绘制过程控制图,可以及时发现制程参数偏离预期范围的情况。
4.3 原因分析对制程不良的原因进行分析,可以帮助我们找出问题的根源。
常见的原因分析方法包括5W1H法、鱼骨图、因果关系图等。
5. 制程不良的改进措施为了提高制程的稳定性和产品的质量,可以采取以下改进措施:5.1 加强材料质量控制合理选择供应商,并建立供应商质量管理体系,加强对采购材料的质量控制。
5.2 优化工艺参数通过对工艺参数的优化调整,确保制程参数在合理范围内,并加强对工艺参数的监控。
生产制程问题改善措施引言在制造业中,生产制程问题是不可避免的。
这些问题可能会导致生产效率低下、产品质量下降和成本增加。
因此,对生产制程问题进行改善是非常重要的。
本文将讨论一些常见的生产制程问题,并提出改善措施。
问题一:生产效率低下低生产效率是制造业中经常面临的问题。
主要原因可能包括设备故障、工艺不合理和操作不当等。
下面是一些建议来改善生产效率:•定期维护和保养设备,以确保设备正常运行并减少故障的发生。
•优化生产工艺,通过分析数据和流程改进来减少生产时间。
•提供员工培训,确保操作规范和高效。
问题二:产品质量下降产品质量下降是另一个常见的生产制程问题。
有几个因素可能导致产品质量下降,如原材料质量不合格、错误的工艺参数和人为错误。
以下是改善产品质量的一些建议:•建立严格的原材料供应链管理,确保原材料质量符合要求。
•控制工艺参数,确保每一步工艺都按照规范执行。
•培训员工,提高操作技能和质量意识。
问题三:成本增加成本增加是制造业中一直受到关注的问题。
高成本可能是由于原材料价格的上涨、废品率的增加和设备维修费用的增加等问题引起的。
以下是降低成本的一些建议:•寻找替代的原材料来源,以降低原材料成本。
•优化工艺流程,减少废品率,并提高产品质量。
•定期维护设备,减少维修费用,并延长设备使用寿命。
结论生产制程问题对制造业的影响非常大,可以导致低生产效率、产品质量下降和成本增加。
然而,通过采取一系列改善措施,可以有效地解决这些问题。
定期维护设备、优化工艺流程和培训员工等措施可以提高生产效率和产品质量,并降低成本。
制造业应该重视生产制程问题,并积极寻找解决方案,以提高竞争力和可持续发展。

常见制程不良原因分析任何一个变压器在生产过程中,难免有或多或少的问题,发生的原因可能牵涉到设计,材料,工法,作业人员的疏忽…….等等,致制程出一些不良品,仅就我们本厂生产进的产品做一简单的探讨分析.1.直流电阻(DCR)的问题A.DCR过低此种情形很少发生,造成可能的原因为:1.线径用大了2.规格订得不理想3.圈数不足4.用错骨架或DR CORE中径虽然大部份的SPEC在DCR部份订MAX,当然也有SPEC是±?%,对于MAX的规格,往往会疏忽注意,因此我们在寻拉过程中就要留意我们的电阻,尤其是多根线并绕时的电阻,实测值是不是与指示卡定的规格相差很远.例如:SC5726-001A型号N3(2.3-1)=0.35*3根﹐DCR SPEC=20 MAX 正常值=12.8断线1根后﹐DCR=19 .当遇到这样的情形的时候我们就要主动提出来要求工程收缩电阻范围.B.DCR过高发生的原因:1.线径用错2.拉力过大,把线拉细3.圈数太多4.以mm(日规)线径取代了AWG(美规)线5.铜皮引线焊点冷焊(包焊)6.温度过高.铜线的温度系数是0.0039/℃,一奥姆的电阻,温度每上升一度其电阻增加0.0039Ω.(一般大家可以接受的是25℃)2.电感(INDUCTANCE)的问题A.电感过高可能的原因1.圈数是否多了2.磁芯的选择是否错误3.GAP是否磨太浅4.磁芯来料本身的AL值过高5.客户订的规格是否合理6.没有GAP的磁芯组装含浸后电感一般不成线性略有上升7.高μi值的磁芯,如滤波器类受烘干凡立水的温度影响,一般均会降低.所以我们通常采用80-90℃烘干式或用自然阴干式.8.对于有GAP磁芯若电感高一点点,可用砂纸磨磁芯中柱一下,以调整电感值符合规格.B.电感低的原因1.圈数是否少了2.磁芯的选择是否错误3.GAP是否磨得太深4.磁芯来料本身的AL值是否太低5.客户订的规格是否合理6.包磁芯胶纸太松,浸油后凡立水渗透到磁芯接合处7.仪器误差(我们厂一般以HP4284为准)8.磁芯接合处有异物9.层间短路或连锡10.另外一提的是同一对磁芯同一个线包,在夏天测试电感值比在冬天高,这是正常现象,因为磁芯的导磁系数随温度变化(省略图)11.有GAP磁芯电感低可以用细砂纸轻磨磁芯两边柱,以达到规定的电感值3.漏电感(LEAKAGE INDUCTANCE)1.未均匀疏绕2.排线重迭交叉3.铜皮未包紧,焊点大初级与次级绕组间,能量无法交连而减漏掉的能量,漏电感对电路上晶体(三极管)的伤害很大一般变压器都希望漏电感越小越好.为了降低漏电感,许多变压器都采用三明治绕法,即把初级圈分成二半:一半绕最里层,一半绕最外层,中间夹着次级圈,如此可使初次级更为接近,而降低漏电感.漏电感与绕组铜线的DCR值有关,短路时尽量用小电阻的短路导线.4. 圈数不良的问题A.真正的圈数不良在绕组中的某一组或以上圈数多或少,在测试中可以显示出来B.假性的圈数不良这是制程中很困扰的问题,其实它的圈数是正确的,但订定的规格的范围却超出了.TE输数据的范围是为了确保质量,变压器输出电压的稳定性.一般都有收缩范围.影响到圈数比测试超出百分比的原因:1.布线太乱2.同一层中有的布满幅宽,有的未布满3.GAP太深,感应不准确,影响到测试读值4.主绕组圈数太多时测试圈比值不稳定5.校正圈比是否为不良时,用没有GAP的磁芯较准确5. 短路的问题变压器在测量电感时发现非常低,接近漏电感值时,应检查是否短路,其中一个绕组短路(内部短路,或引出线PIN间连锡短路)或是让人最为头痛的铜皮短路.6 耐压不良的问题HI-POT测试是变压器必须100%全测的要求造成HI-POT不良的原因:1.二绕组之间引出线碰触或太近2.PIN与PIN间锡渣造成3.挡墙太窄或绕在线挡墙4.绝缘胶布未完全覆盖或层数太少5.绕组间的空间距离不足6.PIN间助焊剂残留造成绝缘不足以承受HI-POT高压7.四侧端引出线与磁芯间距离不足8.距离不足电弧(ARCING)引发HI-POT9.套管破裂或胶纸在制程中刺穿10.漆包线来料有针孔11.三层绝缘线在制程中破皮12.铜皮反包胶纸破损HI-POT测试目前大家习惯于规格上的一分钟电压值*1.2倍变成一秒钟.例如:3000V 1mA 1MIN变成3600V 1mA 1SEC漏电流越小,测试规格越严格,当规格上要求电流为3mA时不要用2mA或1mA去测试,2mA比3mA要严格,不要弄错7. 层间不良一般一个绕组有几层,但没有包层间绝缘胶纸的情况下.或者有绕组铜皮的情况下才会测试层间绝缘.1.铜皮反包胶纸破损.导致短路2.铜线破皮。
SMT常见工艺问题简述(已点击1239次)以下是我结合自己多年的实践经验,把零星收集的一些与工艺有关的文章经过整理后所得。
希望对大家有一点帮助。
SMT常见工艺问题概述(一)锡膏制程(一)普通锡膏(63/37)普通锡膏于制程中常见的工艺问题主要为以下几种:元件竖立,短路,冷焊,偏移,锡珠下面就这几种常见的现象简述一下控制的心得体会。
1.元件竖立元件竖立又叫“曼哈顿效应“。
主要是由于元件两端焊锡浸润不均匀,因此,熔融焊料的不够均衡的表面张力拉力就施加在元件的两端上,引发此类不良的原因较多,但主要有三大类。
即:A.元件不良:元件两端电极氧化或附有异物,导致焊锡时上锡不良;基板材料导热性差,基板的厚度均匀性差;焊盘的热容量差异较大,焊盘的可焊性差异较大;锡膏中助焊剂的均匀性差或活性差。
B.设计缺失:焊盘铜箔大小不一或一端连接有接地等较大的铜箔,造成回流时焊盘两端受热不均匀。
C.制程缺失:制程缺失的因素很多。
如两个焊盘上的锡膏厚度差异较大,锡膏太厚,印刷精度差,错位严重;预热温度太低;贴装精度差,元件偏移严重等。
以上三种成因中第一项就不用赘述了。
只要严把进料和储存两关就好了。
下面简述一下二,三两项成因的控制方法。
——对于设计上的缺失,长期办法当然是修改设计方案。
短期办法或没法修改方案的情况下,就需要从二个方面入手。
一是通过更改钢网的开口设计来达到控制的目的。
即将铜箔较小的一端焊盘网孔局部加大,使之与大铜箔大小比例为1:1。
从而降低焊盘两端锡膏回流时的时间差;二是修改炉温曲线,即延长升温区(回流前)的时间,降低升温速率,使整块PCB上各点的温度尽量保持平衡。
从而避免因回流时的温度不平衡而导致元件受力竖起。
——制程缺失产生的原因就更多了。
一个公司制程品质的好坏不在于有多么先进的设备,关键在于制程控制的方法和管理的力度上。
好的控制方法应该从原材料的采购,进料的检验,储存环境和储存条件的设定等做起,每一环节都切实履行自己的职责,再到原物料的使用(包括使用环境,使用条件等工艺参数的设定)和设备的维护保养,校正以及参数设定,操作人员的培训和管理等,需要一个贯穿始终,环环相扣,职责分工明确又相互关联的控制系统。
防焊前五项制程问题分析:一、防焊空泡:造成原因:1、前处理不良。
(H2SO4浓度、水质、吹干段角度及风量,吸水海棉清洁度、烘干温度)。
2、磨刷后放置时间过长,室内湿度偏低。
3、印刷台面沾有油墨及其它有机溶剂,反沾板面,油墨搅拌不均。
4、预烤不足。
5、曝光能量太低或太高。
6、显影侧蚀太多。
7、HAL浸助焊剂时间太长,锡槽温度太高,浸锡时间太长。
预防措施:1、前处理作业必须按SOP要求生产。
2、磨刷后放置时间不得超过2H ,室内湿度控制在50-60%之间。
3、印刷台面保持清洁,印第一面时台面上垫一张白纸,以保证板面清洁度。
4、预烤温度保持70±2℃,烤后之板保证不粘棕片。
5、曝光能量保持在9-13格。
6、显影点控制在50-60%,避免过多侧蚀。
7、后烤通风保持良好,塞孔板必须分段烘烤。
8、HAL作业须完全按照SOP操作,不可有违规作为。
二、L/Q内圈阴影:原因分析:1、油墨过期。
2、预烤时间过长,温度过高。
3、挡点印刷时,孔环处积墨过多,印刷房湿度不够。
4、曝光前,静置时间过长。
5、显影速度过快,压力过小。
6、棕片遮光度不够。
7、曝光时吸真空压力未能达到要求。
改善对策:1、油墨按照先进先出的方式使用,保证在油墨保质期内使用。
2、预烤时间和温度按SOP要求作业,且烤好后及时取出防止冷烤。
3、印刷房湿度保持在50-60%之间,挡点印刷保持连贯,且印一PNL刮一次网版。
4、预烤后板静置时间不能眼过12H,最连贯4H以内对位完。
5、显影点保持在50-60%之间。
6、选用遮光度及质量较好之棕片生产。
7、吸真空不得低于600㎜Hg,且须保持导气良好。
三、卡锡珠:原因分析:1、印刷塞孔不满(量产板)。
2、退洗板导通孔内油墨未剥除干净。
3、油墨本身质量问题。
4、HAL贴胶未贴好,某些孔呈半覆盖状态。
5、HAL浸助焊剂及浸锡时间过短。
改善对策:1、从印刷各条件去改善塞孔程度。
(刮刀压力、角度、确度、速度、网目T数量)2、选用适合的退洗液,尽可能洗净导通孔内油墨,保证塞孔效果。
SMT制程常见异常分析SMT制程(表面贴装技术)是一种在电子元件制造中常用的制程技术,用于将电子元件贴装在印刷电路板(PCB)上。
然而,在SMT制程中,常会出现一些异常情况,如焊接不良、元件丢失等问题。
本文将针对SMT制程常见的异常进行分析。
1.焊接不良:焊接不良是SMT制程中常见的问题之一、焊接不良可能由于锡膏的质量问题、焊垫的尺寸偏差、焊接设备的操作不当等原因引起。
常见的焊接不良有焊接剪切、焊锡球、云母等问题。
焊接不良会导致元件与PCB之间的电连接不良,影响产品的性能和可靠性。
2.元件丢失:元件丢失是SMT制程常见的问题之一、元件丢失可能由于操作不当、元件自身缺陷、供应链问题等原因引起。
元件丢失会导致产品的功能性能下降,严重的情况下可能导致产品不能正常工作。
3.印刷问题:印刷问题是SMT制程中常见的问题之一、印刷问题可能由于锡膏的质量问题、印刷设备的操作不当、PCB的表面不平整等原因引起。
常见的印刷问题有锡膏剪切、印刷偏移、印刷污染等问题。
印刷问题会导致焊接质量不良,影响产品的性能和可靠性。
4.质量控制问题:质量控制问题是SMT制程中常见的问题之一、质量控制问题可能由于生产过程中缺乏足够的质量控制措施、操作工人技术水平不足、设备维护不良等原因引起。
质量控制问题会导致产品的性能和可靠性不稳定,严重的情况下可能导致产品不合格。
针对SMT制程常见的异常,可以采取以下措施进行分析和解决:1.异常分析:对于出现的异常情况,首先要进行详细的分析,排查出具体的原因。
可以通过观察异常的形态特征、分析生产过程中的操作记录、检查原材料的质量等方式进行分析。
2.数据收集:在SMT制程中可以采集相关的数据,如焊接温度、湿度、气压等参数,以及生产过程中的记录。
这些数据可以用于分析异常情况的原因,帮助找出潜在的问题。
3.过程优化:针对分析结果,可以进行制程的优化。
例如,对于焊接不良问题,可以优化焊接设备的参数,选择质量更好的焊接材料,加强操作工人的培训等。
制程问题点汇总
不良现象一:装配时手柄不易装入盖板内
综上数据统计:新手柄与盖板配合间隙小于旧手柄与盖板配合间隙,新盖板宽度尺寸小于图纸规格不良现象二:新盖板装入底座时两边耳朵翘起不易配合到底座卡槽内
5 1.7880.048
6 1.791
0.0427
1.7880.0678
1.8060.0479
1.7940.05910
1.8050.05211
1.8040.05712
1.8060.04713
1.8040.05314
1.8030.05615 1.8020.0561.855 1.7951.853无毛边1.836 1.6811.833无毛边1.7941.853无毛边1.853 1.7861.857无毛边1.858无毛边1.857无毛边1.859无毛边1.861 1.7551.7571.7491.7521.7651.776新盖板毛刺不良现象如下:
就盖板CCD观测表面无毛刺,详细如下:
综上数据统计,取样检验15PCS,发现存在毛边不良6PCS,不良率40%,新底座盖板与底座的配合间时两边耳朵翘起不易配合到底座卡槽内主因为新盖板与底座卡槽配合位置存在毛刺,详细如下:1.7621.7641.7561.7581.755
纸规格导致装配时手柄不易装入盖板内。
1.6810.068
1.6820.0731.6910.0661.6850.081.6830.0931.6820.0731.6820.071.6830.0731.6810.0771.6820.081.6810.0831.755
无毛边1.757
无毛边1.749
无毛边无毛边1.752
无毛边1.765
无毛边1.776
无毛边配合间隙小于旧底座盖板与底座的配合间隙,但新底座装入底座,详细如下:
1.762
无毛边1.764无毛边1.756
无毛边1.758
无毛边1.755。