运用六西格玛方法提高梗丝填充值
- 格式:doc
- 大小:23.50 KB
- 文档页数:2
采用精益六西格玛提升生产过程质量精益六西格玛 (Lean Six Sigma) 是一种用于提升业务流程的管理方法学,它结合了精益生产 (Lean Manufacturing) 和六西格玛质量管理(Six Sigma Quality Management) 的技术和工具。
通过采用精益六西格玛方法,企业可以降低成本、提高质量并提升生产效率。
本文将探讨如何利用精益六西格玛提升生产过程的质量。
一、概述精益六西格玛是一种基于数据和统计分析的方法,旨在通过减少流程中的浪费、变异和缺陷来改进生产质量。
它通过强调持续改进、标准化和团队合作来实现目标。
精益六西格玛方法分为五个步骤:定义、测量、分析、改进和控制 (DMAIC)。
下面将逐一介绍这些步骤。
二、定义阶段在定义阶段,团队需要明确项目的目标和范围,确定关键的业务指标,并识别客户的需求和期望。
此外,还要制定项目计划、建立团队以及定义每个团队成员的角色和职责。
三、测量阶段在测量阶段,团队收集与业务目标相关的数据,并制定度量指标来评估当前的业务流程。
通过测量和分析这些数据,团队可以了解当前的流程性能,并识别潜在的问题和瓶颈。
四、分析阶段在分析阶段,团队使用统计方法和工具来分析数据,找出问题的根本原因。
通过深入分析,团队可以确定造成流程问题的关键因素,并制定改进策略。
五、改进阶段在改进阶段,团队实施改进方案,并监控其效果。
这可能包括在流程中引入新的技术、优化流程步骤、培训员工或优化供应链等。
团队还需要跟踪和评估改进措施的效果,并对其进行必要的调整。
六、控制阶段在控制阶段,团队建立一套监控机制,以确保改进措施的长期持续效果。
这包括制定控制计划、持续收集数据、进行监测和报告等。
通过持续的控制,团队可以保持流程的稳定性和可持续性。
七、精益六西格玛的优势通过采用精益六西格玛方法,企业可以获得以下优势:1. 质量提升:精益六西格玛通过减少变异和缺陷来提高产品和服务的质量。
通过改进流程,企业可以生产出更高质量的产品,从而满足客户的需求。
运用六西格玛精细管理提高井控服务水平廖贵枝;郭付吉;高爱花;王雪梅【摘要】濮东采油厂为提高井控服务水平,成立井控服务提升项目组,运用先进的六西格玛质量管理方法,分别从定义、测量、分析、改善、控制5个阶段,共10个步骤开展井控服务水平提升活动.在项目实施过程中,严格依据了六西格玛质量管理原则,构建了企业监督运行机制,制定了《井控车间QHSE质量管理体系》运行手册,不仅使活动结果能通过监督运行机制得以保持,而且能使活动结果在以后的管理中实现持续改进与提升,达到更优的管理水平.【期刊名称】《石油工业技术监督》【年(卷),期】2017(033)010【总页数】4页(P18-21)【关键词】六西格玛管理;井控服务;推进流程【作者】廖贵枝;郭付吉;高爱花;王雪梅【作者单位】中国石化中原油田分公司濮东采油厂河南濮阳457001;中国石化中原油田分公司濮东采油厂河南濮阳457001;中原石油工程有限公司井下特种作业公司河南濮阳457001;中原总机石油设备有限公司河南濮阳457001【正文语种】中文六西格玛(6 Sigma,简称6σ)管理,是指以质量为主线,以客户需求为中心,利用对事实和数据的分析,改进提升一个组织的业务能力,在提高客户满意度的同时降低生产经营成本和周期,从而增强企业的竞争力,是一套灵活的管理方法体系[1]。
σ是用来衡量过程变异和标准偏差的统计单位,是一个评估产品和生产过程某一特性波动大小的统计量,在正态分布中,σ代表总体标准差,σ值越高,缺陷就越少。
6σ是指每100万件产品中只有3.4件不合格产品,即企业每百万机会缺陷数(简称DPMO)为3.4时,达到6σ水平。
我们对井控服务的自我要求是:100万次的井控服务,不允许有一次错误服务和不满意服务,否则将会产生井喷等隐患,造成较大的安全事故。
濮东采油厂主要管理着胡状集、庆祖集和刘庄等区块的油、气、水井,各类井作业战线长,修井工作量大,修井作业中各类井控装备使用量大。
利用六西格玛分析提高生产效率六西格玛分析是基于统计方法的一种质量管理工具,旨在通过减少变异性来提高生产效率。
它是以标准差为核心的方法,通过收集和分析数据,找出引起问题的根本原因,进而改进和优化生产流程。
本文将介绍六西格玛分析的基本原理和应用,并探讨如何利用其方法来提高生产效率。
首先,六西格玛分析的核心概念是“六西格玛”。
六西格玛是一种度量过程性能的标准,以“偏离标准差的倍数”来衡量。
即如果一个过程的输出在一定时间内的偏离标准差小于等于六,那么这个过程就被认为是具有良好质量的。
在实施六西格玛分析的过程中,需要进行以下几个步骤。
首先,明确目标,确定需要改进的过程,并收集与该过程相关的数据。
这些数据可以包括产品质量、工序时间、设备稳定性等。
其次,通过统计分析这些数据,计算出过程的平均值和标准差。
接下来,使用正态分布图来分析数据,确定过程的偏离程度。
正态分布图可以用来确定过程的稳定性和一致性,以及识别引起问题的特殊原因。
通过观察正态分布图的偏离程度,可以找出导致过程偏离标准差的主要原因。
通过分析数据和正态分布图,可以找到影响生产效率的关键因素。
这些因素可能包括设备故障、员工技能不足、原材料质量等。
一旦找到了这些因素,就可以采取相应的措施来改进和优化生产流程。
例如,如果发现设备故障是导致生产效率低下的主要原因,可以采取以下几种方式来解决这个问题。
首先,加强设备维护和保养工作,确保设备的稳定运行。
其次,提高员工的技能和培训水平,使其能够快速和准确地处理设备故障。
此外,可以与供应商合作,改进原材料的质量,减少因原材料质量问题引起的设备故障。
除了设备故障,员工技能不足和原材料质量问题,还可能存在其他一些影响生产效率的因素。
通过六西格玛分析,可以逐步识别并解决这些问题,从而提高生产效率。
六西格玛分析不仅可以用于改进生产流程,也可以用于改进供应链和客户满意度。
通过对供应链进行六西格玛分析,可以识别并解决供应链中导致延迟和缺货的问题,从而提高供应链的稳定性和效率。
6西格玛基本方法及工具应用在6西格玛基本方法及工具应用的理论研究中,我们首先需要了解什么是6西格玛。
6西格玛是一种质量管理方法,旨在通过减少过程中的缺陷和变异来提高产品和服务的质量。
它基于一个名为“六西格玛”的统计学概念,表示在大量数据中,目标值(即期望值)与实际值之间的差异最小的程度。
6西格玛的目标是将这种差异降到最低,从而提高客户满意度和组织绩效。
为了实现这一目标,6西格玛方法包括了一系列基本步骤和工具。
本文将详细介绍这些方法和工具,并讨论它们在实际应用中的优缺点。
我们需要了解6西格玛的基本方法。
这些方法包括:1. 定义过程:在开始改进之前,我们需要明确要改进的过程。
这包括确定过程的目标、范围和关键成功因素。
2. 测量过程:为了评估过程的表现,我们需要收集有关过程的数据。
这可以通过直接观察、记录和分析过程的实际执行情况来完成。
3. 分析数据:收集到的数据需要进行分析,以确定过程中的缺陷和变异。
这可以通过使用统计工具和技术来完成,如均值、标准差、分布等。
4. 选择改进策略:根据分析结果,我们需要选择适当的改进策略。
这可能包括改变过程的设计、优化工作流程、提高员工技能等。
5. 实施改进:在选择了改进策略后,我们需要将其应用于实际过程。
这可能需要对员工进行培训、调整设备或重新设计工作流程。
6. 监控结果:在实施改进后,我们需要持续监控过程的表现,以确保所采取的措施有效。
这可以通过定期收集和分析数据来完成。
除了基本方法之外,6西格玛还包括一系列工具,用于辅助改进过程。
这些工具包括:1. 根本原因分析(RCA):通过对过程中的缺陷和变异进行深入分析,找出导致这些问题的根本原因。
这有助于我们采取针对性的措施,从而更有效地解决问题。
2. 流程图:流程图是一种可视化工具,可以帮助我们理解过程的各个阶段以及它们之间的关系。
通过绘制流程图,我们可以更容易地发现潜在的问题和改进点。
3. 控制图:控制图是一种统计工具,用于监控过程的稳定性和性能。
张驰咨询为戴铂新材料(昆山)有限公司六西格玛咨询
2006年3月
戴铂公司是世界上最大的结构工程夹心材料制造商之一,在夹芯复合材料领域一直处于技术领先地位。
它的产品主要应用于船舶、风能、交通、航空业和工业领域。
戴铂公司总部位于瑞典,它在瑞典,美国,意大利,澳大利亚,立陶宛,泰国,印度均建有工厂。
除此而外,在丹麦,法国,德国,挪威和英国等拥有9个分销子公司和一些指定地点的代理机构,给全球的客户提供近距离的服务。
戴铂公司为进一步提升产品质量,提升效率,决定在公司实施六西格玛管理。
经过周密规划,戴铂最终选择张驰咨询为其六西格玛管理咨询合作伙伴,张驰咨询为期培养绿带18位,实施包括效率提升、库存降低、客户投诉处理等方面的12个项目。
经过6个多月的努力,戴铂的六西格玛项目成功实现验收,完全达成预期目标。
上图为培训现场。
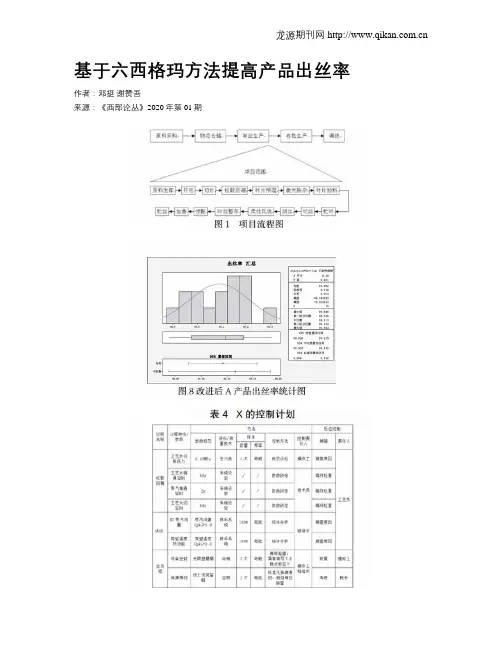
基于六西格玛方法提高产品出丝率作者:邓挺谢赞吾来源:《西部论丛》2020年第01期摘要:南宁卷烟厂针对生产的A产品(烟草制品)出丝率低的状况,特立项采用六西格玛方法,实施“定义—测量—分析—改进—控制”流程,提高产品出丝率。
在实施过程中,利用六西格玛工具找出造成产品出丝率低的关键因子,并从切丝推料板运行稳定性、工艺水接通与关闭延时参数、蒸汽接通延时参数及设备密封效果因素5个方面加以改善优化,产品出丝率由改善前的98.45%提高至99.12%,取得了圆满的效果。
关键词:出丝率;过程控制;六西格玛六西格玛是一套系统、集成的业务改进方法体系,是旨在持续改进企业业务流程,实现客户满意的管理方法。
通过系统地、集成地采用业务改进流程,实现无缺陷的过程设计,并对现有过程进行过程界定、测量、分析、改进、控制——简称DMAIC流程,消除过程缺陷和无价值作业,使“更高的质量、更低的成本、更短的开发与生产周期、更好地满足顾客的要求”变为现实[1]。
南宁卷烟厂近年来积极在生产经营活动中推进六西格玛管理运用,尤其在质量提升攻关与降本增效方面的改善项目中,广泛采用了六西格玛的工具和方法。
1、定义阶段1.1 选题理由。
A产品为南宁卷烟厂重点合作加工品牌之一,是保持公司税利目标完成的重要支撑,近年来该产品单箱耗叶指标居高不下,比标杆厂家高3.6kg/箱,单箱烟叶成本比标杆厂家高341.55元,为成本指标中差距最大项。
在对反映单箱耗叶指标控制水平的出丝率进行统计,南宁卷烟厂A产品出丝率比标杆厂家低0.65%。
此项目通过针对问题进行分析,将出丝率提高到理想范围,确保降本增效目标达成。
1.2 项目目标。
A产品出丝率现状为98.45%,参考本厂历史较好水平和标杆厂水平,确定项目目标为A产品出丝率≥99.00%,挑战目标为L产品出丝率≥99.10%。
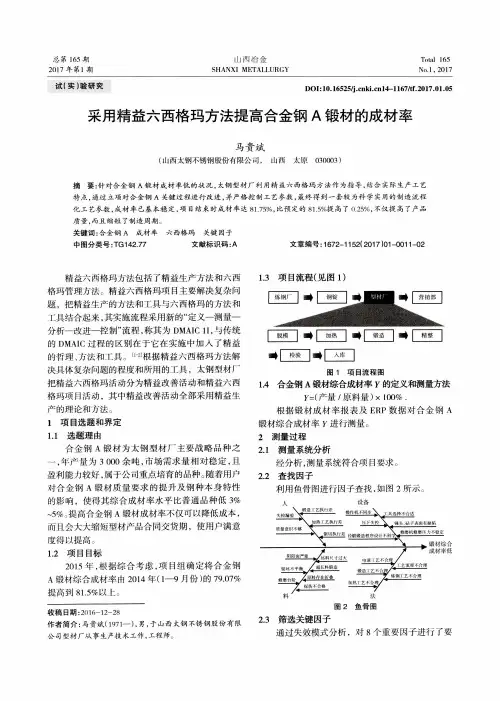
1.3 项目的流程(见图1)图1 项目流程图1.4 Y的定义。
Y是指A产品出丝率,根据其计算公式为:其中: M1为烟丝产出量,指加香前的烟丝标准重量(单位为kg),其计算公式为:M2为烟叶投入量,指投入的烟叶标准重量(单位为kg),其计算方法类似M1[2]。
运用六西格玛方法提升生产线效率引言:当企业面临市场竞争激烈的环境时,提升效率成为企业生存和发展的关键。
为了在市场中立足并取得竞争优势,许多企业开始运用六西格玛方法来提升生产线的效率。
本文将探讨六西格玛方法的定义和原理,并深入介绍如何运用六西格玛方法实现生产线效率的提升。
一、六西格玛方法的定义和原理六西格玛方法,又称为Six Sigma,起源于20世纪80年代的美国,是一种以数据和统计为基础的质量管理方法。
它的目标是通过减少缺陷和消除变异性,最大程度地提高流程稳定性和产品质量。
六西格玛方法以其强大的分析能力和改进方法,成为了企业提升效率的有力工具。
六西格玛方法的核心是DMAIC模型,即:定义(Define)、测量(Measurement)、分析(Analysis)、改进(Improvement)和控制(Control)。
这五个步骤构成了一个循环的过程,可以不断地优化和改进生产线的效率。
二、定义阶段在定义阶段,团队需要明确生产线效率的目标和指标,并将其转化为可量化的数据。
这需要和各相关部门合作,了解生产线的工作流程和各环节的关键指标。
通过制定明确的目标和指标,企业可以更好地把握自身的现状和改进的方向。
三、测量阶段在测量阶段,团队需要收集和分析大量的数据,对生产线的各环节进行量化评估。
这可以通过统计方法和数据分析软件来实现。
收集到的数据可以帮助团队了解生产线的变异性和缺陷情况,找出问题所在,为后续的分析和改进提供依据。
四、分析阶段在分析阶段,团队需要深入挖掘数据,找出问题的根本原因,并确定改进的关键点。
这可以通过各种统计方法、流程图和因果图等工具实现。
分析阶段的关键是找出导致效率低下和缺陷产生的主要原因,并对这些原因进行优先级排序。
五、改进阶段在改进阶段,团队需要针对性地制定改进计划,并实施这些计划。
这可以通过流程重组、标准化操作、培训和技术创新等手段来实现。
改进阶段需要全员参与,落实到每个细节,确保改进方案的有效实施。
{六西格玛管理}提高梗丝纯净度过程能力指数六西格玛评审版六西格玛管理是一种强大的管理方法,旨在提高组织的业务过程能力和效率。
通过采用六西格玛,组织可以识别和降低业务过程中的变异性,从而提高产品和服务的质量,提高客户满意度,降低成本并实现持续改进。
针对梗丝纯净度过程能力的提升,在六西格玛的框架下,我们可以进行以下四个步骤的评审和改进:1.定义阶段:在这个阶段,我们要明确梗丝纯净度的目标和客户的需求。
这包括收集和分析相关数据,并与客户进行沟通,了解他们对纯净度的期望。
同时,我们还需要定义关键业务过程和所需的资源,以确保能够达到目标。
2.测量阶段:在这个阶段,我们要量化梗丝纯净度的当前水平,并识别造成梗丝纯净度问题的根本原因。
这可以通过收集和分析数据来完成,比如检测报告、质量记录等。
通过测量,我们可以了解当前的流程能力并进行比较。
3.分析阶段:在这个阶段,我们要分析数据并确定改进梗丝纯净度的潜在机会。
这可能包括识别和解决造成变异的主要因素、关键流程和关键输入变量的影响,以及识别任何不符合规范的趋势和模式。
通过分析,我们可以确定改进的重点和方向。
4.改进阶段:在这个阶段,我们要设计和实施改进措施,并评估其有效性。
这可以包括优化关键业务过程、提高操作规范、培训员工等。
在实施改进措施后,我们需要再次测量梗丝纯净度,并与之前的测量结果进行比较,以评估改进的有效性。
除了这些步骤,六西格玛管理还强调持续改进的文化和方法。
这可以通过确保组织有良好的数据收集和分析能力,建立和遵循标准工作程序,以及进行定期的问题解决和回顾会议来实现。
同时,六西格玛还强调领导层的重要性,他们需要提供支持和资源,以确保六西格玛管理的成功实施。
总结起来,六西格玛管理对于提高梗丝纯净度过程能力指数是非常有效的。
通过定义、测量、分析和改进的过程,组织可以识别和纠正梗丝纯净度问题的根本原因,并实现持续的改进。
同时,六西格玛管理还可以建立一个持续改进的文化和方法,确保组织在不断提高梗丝纯净度的过程中能够持续取得成功。
六西格玛方法与应用六西格玛方法是一种质量管理工具,旨在提高组织的业务流程和产品质量。
它结合了统计学和管理学的原理,通过数据驱动的方法来减少变异性,提高效率和质量。
本文将介绍六西格玛方法的基本原理、工具和应用,并探讨如何在实际情境中有效地应用。
一、六西格玛方法基本原理六西格玛方法的基本原理是基于DMAIC循环。
DMAIC即定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)和控制(Control)。
这个循环适用于任何流程改进的项目,包括制造业、服务业、交通运输业等等。
在定义阶段,项目团队明确目标、范围和关键问题。
他们还需要制定指标来衡量流程的绩效,并了解相关的客户需求和业务目标。
在测量阶段,工作团队收集数据并分析当前流程的性能。
他们使用统计技术来识别问题的根本原因,并识别出造成浪费和缺陷的变异性。
在分析阶段,团队进一步深入分析数据,并确定影响流程性能的关键因素。
他们使用统计工具来验证假设,并找出可行的改进方案。
在改进阶段,团队实施改进策略,并通过实验和验证来测试这些改进。
他们还为改进措施提供培训,并确保整个组织的人员都能适应新的流程。
最后,在控制阶段,团队通过监控和统计流程的绩效来确保改进的持续。
他们还分析数据,以便及时识别并纠正任何流程变异。
二、六西格玛工具六西格玛方法使用多种统计工具来分析和改进流程。
下面是一些常用的工具:1. 流程映射:用于可视化和分析流程,帮助团队识别改进机会和瓶颈。
2. 数据收集和测量:通过收集和分析数据,确定流程性能和问题的根本原因。
3. 直方图和散点图:用于显示数据的分布和相关性,帮助团队了解流程的变异性和相互关系。
4. 核查表:用于记录和跟踪问题的出现频率和类别,以便团队能够更好地定位和解决问题。
5. 根本原因分析:使用鱼骨图、5为什么、关键路径法等工具来找出问题的根本原因。
6. 实验设计:通过对不同因素进行实验和分析,确定最佳的改进方案。
制造业质量管理中的六西格玛方法应用在当今竞争激烈的市场环境下,制造业企业必须不断提高产品质量以满足客户需求,并保持竞争优势。
而六西格玛方法作为一种有效的质量管理工具,被广泛应用于制造业领域。
本文将探讨六西格玛方法在制造业质量管理中的应用,并分析其对企业的益处。
首先,六西格玛方法强调数据驱动的决策。
制造业企业通过收集、分析和利用大量的数据,可以更好地了解生产过程中的问题和缺陷,并采取相应的改进措施。
通过使用统计工具和技术,企业可以准确地确定问题的根本原因,并制定有效的解决方案。
这种数据驱动的决策可以帮助企业降低产品缺陷率,提高生产效率,从而提升产品质量。
其次,六西格玛方法注重过程改进和标准化。
通过对生产过程进行全面的分析和评估,企业可以找出存在的问题和瓶颈,并制定改进计划。
通过优化生产流程和标准化操作,企业可以降低变异性,提高产品质量的稳定性和一致性。
此外,标准化操作还可以减少人为错误和失误,提高工作效率。
通过持续的过程改进和标准化,企业可以不断提高产品质量,并实现持续的竞争优势。
第三,六西格玛方法强调团队合作和员工参与。
在实施六西格玛项目时,企业需要组建跨部门的团队,由各个相关部门的成员共同参与。
通过团队合作,企业可以充分利用各个部门的专业知识和经验,共同解决问题和改进过程。
此外,六西格玛方法还鼓励员工参与和贡献自己的想法和建议。
通过员工的积极参与,企业可以不断发现问题和改进机会,并提高员工的工作满意度和参与度。
第四,六西格玛方法强调持续改进和学习。
在实施六西格玛项目之后,企业需要进行持续的监控和评估,以确保改进措施的有效性和持久性。
通过建立适当的绩效指标和监控机制,企业可以及时发现和纠正问题,并采取相应的改进措施。
此外,企业还应该鼓励员工不断学习和提升自己的技能和知识,以适应市场的变化和需求的变化。
通过持续改进和学习,企业可以不断提高自身的竞争力,并保持市场优势。
综上所述,六西格玛方法在制造业质量管理中具有重要的应用价值。
运用六西格玛方法提高梗丝填充值作者:雷捷来源:《科技创新与应用》2016年第19期摘要:文章运用六西格玛的方法(DMAIC)对影响梗丝填充值的因素进行了分析、改进,最终对贮梗时间、蒸梗温度、梗丝宽度、热风温度四个关键因子进行了优化改进,提高了梗丝的填充值。
关键词:梗丝;填充值;六西格玛烟梗是烟叶的重要组成部分,烟叶通过叶梗分离后,可得到占烟叶质量25%左右的烟梗[1]。
烟梗通过各工序的加工可制成梗丝,梗丝是卷烟的填充原料之一。
它的主要作用是降低卷烟焦油量,提高卷烟的填充性和改善卷烟的燃烧速度,达到降低卷烟原料消耗,提高原料利用率的目的。
目前行业内竞争越来越激烈,降低成本成为竞争手段之一,为消费者利益着想,降低焦油大势所趋。
因此,低焦油、低成本是现代企业的生存必要条件。
梗丝较高的填充率,有利于卷烟产品的降焦降耗。
文章将运用六西格玛的方法[2](DMAIC)提高梗丝的填充值,从而提高原料质量和产品质量。
1 定义阶段通过分析项目背景,确定了项目目标,绘制宏观流程图,确定项目改进范围,确定顾客及CTQ。
对Y及缺陷定义,通过基线确定目标。
将Y定义为梗丝填充值,公式表示为:Y=M/(πr2*h)*100%=M/V*100%,缺陷定义为:填充值低,根据工艺要求水平,我们将膨胀系数小于6.0定义为缺陷。
2 测量阶段首先,对梗丝填充值的测量系统进行分析,从测量系统的重复性、再现性、精确度等方面进行分析,确定测量系统是合格的。
其次,对梗丝填充值进行过程能力分析,Cpk值较低,反映出梗丝填充值加工过程能力不足,确定改进的方向。
然后,确定项目的流程及各流程的输入量,从而进行项目流程分析和因果矩阵分析,确定影响过程能力低的主要原因。
影响梗丝填充值波动的因素有55项,通过C&E矩阵打分大于30分的关键因素有7个。
即:洗梗温度、贮梗时间、蒸梗蒸汽温度、梗丝宽度、排潮阀开度、热风温度、风门开度。
最后,对能够即时改善的项目,进行实施,取得显著效果达到了标准要求,实现最初目标。
如何运用精益六西格玛提升生产质量在现代竞争激烈的市场环境下,企业要想在激烈的竞争中脱颖而出,提升生产质量是非常关键的一环。
而精益六西格玛是一种被广泛应用于生产管理的方法论,它能够帮助企业通过减少浪费和缺陷,提高生产效率和质量。
本文将从精益六西格玛的基本原理、应用步骤和案例分析等方面,探讨如何运用精益六西格玛提升生产质量。
一、精益六西格玛的基本原理精益六西格玛是一种以减少浪费为目标,通过数据驱动的方法来改进生产过程和产品质量的管理体系。
它结合了精益生产和六西格玛的理念和工具,强调持续改进和数据分析的重要性。
其中,精益生产注重消除浪费,提高生产效率;六西格玛则注重减少缺陷,提高产品质量。
通过结合两种方法,精益六西格玛能够全面提升生产质量和效率。
二、精益六西格玛的应用步骤1. 定义阶段:明确目标和范围。
在这个阶段,需要明确要解决的问题,确定改进的目标和范围,以及制定项目计划。
2. 测量阶段:收集数据和分析现状。
通过收集相关数据,分析生产过程中存在的问题和潜在的缺陷,找出影响生产质量的关键因素。
3. 分析阶段:找出问题的根本原因。
在这个阶段,需要通过数据分析和统计方法,找出导致问题的根本原因,并制定相应的改进措施。
4. 改进阶段:实施改进方案。
根据分析阶段的结果,制定具体的改进方案,并在生产过程中进行实施。
同时,需要对改进效果进行监控和评估。
5. 控制阶段:确保改进效果持续。
在这个阶段,需要建立一套完善的控制机制,确保改进方案的有效实施,并对生产过程进行持续监控,以确保改进效果的持续性和稳定性。
三、案例分析以某汽车制造公司为例,该公司在生产过程中存在着一定的质量问题,导致产品的不合格率较高。
为了解决这一问题,该公司采用了精益六西格玛的方法进行改进。
首先,在定义阶段,该公司明确了目标是降低产品的不合格率,并确定了改进的范围为生产线上的关键工序。
然后,在测量阶段,该公司收集了大量的生产数据,并通过统计分析发现,关键工序中存在着一些常见的缺陷,如装配不精确、材料浪费等。
6σ中所用的DMAIC业绩改进模型Define — Measure — Analyze — Improve — Control确定—测量—分析—改进—控制1.确定改进活动的目标。
高层次的目标可以是组织的战略目标,如高的投资回报率或市场份额。
在作业层目标可以是增加某个制造部门的产出。
在项目这一级,目标可以是降低缺陷率和增加产出。
2.测量现有体系。
制定合理的、可靠的衡量标准,以监督过程的进展。
首先要确定目前的水准线。
3.分析体系以确定应用哪些方法来消除当前业绩与目标业绩之间的差距。
应用统计工具来指导分析。
4.改进体系。
寻找新方法要具有创造性,以把事情做得更好、更快、更节约成本。
应用项目管理或其他策划和管理工具来应用这些新方法。
应用统计方法来确认这些改进。
5.控制新体系。
通过修订激励机制、方针、目标等使改进后的体系制度化。
可以应用ISO 9000之类的体系来保证文件化体系的正确性。
第二课:质量经济性--6SIGMA管理的基本原则Lesson 2: Economics of Quality--(Basic Principle of Six Sigma)质量经济性(Economics of Quality)--6SIGMA管理的基本原则(--Basic Principle of Six Sigma)王金德张东莉Wang Jinde Zhang Dongli 摘要:本文通过对质量经济性原理的研究,阐述了质量与经济的关系,以及如何通过提高顾客满意度和降低经营资源成本来实现质量经济性管理。
论述了6SIGMA管理与质量经济管理的关系,并结合推行6SIGMA管理理论和方法的运用,描述了6SIGMA管理是致力于把质量和财务业绩联系起来的新概念,提出质量经济是6SIGMA 管理的基本原则的观点。
在解决复杂问题时,如果无法确定多种因素以及因素间的因果关系,是很困难的。
确定并解释这些关系将有助于问题的解决。
最早的因果图是日本的石川馨于1943年应用的,因此因果图也称为石川图,有时也因为其图形象鱼刺的缘故被称为鱼刺图。
运用六西格玛方法提高梗丝填充值
文章运用六西格玛的方法(DMAIC)对影响梗丝填充值的因素进行了分析、改进,最终对贮梗时间、蒸梗温度、梗丝宽度、热风温度四个关键因子进行了优化改进,提高了梗丝的填充值。
标签:梗丝;填充值;六西格玛
烟梗是烟叶的重要组成部分,烟叶通过叶梗分离后,可得到占烟叶质量25%左右的烟梗[1]。
烟梗通过各工序的加工可制成梗丝,梗丝是卷烟的填充原料之一。
它的主要作用是降低卷烟焦油量,提高卷烟的填充性和改善卷烟的燃烧速度,达到降低卷烟原料消耗,提高原料利用率的目的。
目前行业内竞争越来越激烈,降低成本成为竞争手段之一,为消费者利益着想,降低焦油大势所趋。
因此,低焦油、低成本是现代企业的生存必要条件。
梗丝较高的填充率,有利于卷烟产品的降焦降耗。
文章将运用六西格玛的方法[2](DMAIC)提高梗丝的填充值,从而提高原料质量和产品质量。
1 定义阶段
通过分析项目背景,确定了项目目标,绘制宏观流程图,确定项目改进范围,确定顾客及CTQ。
对Y及缺陷定义,通过基线确定目标。
将Y定义为梗丝填充值,公式表示为:Y=M/(πr2*h)*100%=M/V*100%,缺陷定义为:填充值低,根据工艺要求水平,我们将膨胀系数小于6.0定义为缺陷。
2 测量阶段
首先,对梗丝填充值的测量系统进行分析,从测量系统的重复性、再现性、精确度等方面进行分析,确定测量系统是合格的。
其次,对梗丝填充值进行过程能力分析,Cpk值较低,反映出梗丝填充值加工过程能力不足,确定改进的方向。
然后,确定项目的流程及各流程的输入量,从而进行项目流程分析和因果矩阵分析,确定影响过程能力低的主要原因。
影响梗丝填充值波动的因素有55项,通过C&E矩阵打分大于30分的关键因素有7个。
即:洗梗温度、贮梗时间、蒸梗蒸汽温度、梗丝宽度、排潮阀开度、热风温度、风门开度。
最后,对能够即时改善的项目,进行实施,取得显著效果达到了标准要求,实现最初目标。
通过快速改善后,仍有6个因素,即:贮梗时间、蒸梗蒸汽温度、梗丝宽度、排潮阀开度、热风温度、风门开度,与梗丝填充值可能存在较大关联,下一步进入分析阶段。
3 分析阶段
对分析确定的5个主要因子:贮梗时间、切丝宽度、蒸梗温度、热风温度,风门开度进行数据的收集。
按照各个因子对梗丝填充值的影响程度,并结合各因子的实际情况,确定因子的测试水平及分析方法。
(1)利用回归分析检验贮梗时间不同是否对梗丝填充值影响显著。
先对贮梗时间和梗丝填充值进行回归分析检验。
步骤分别为:测量系统分析、绘制散点图、进行相关分析、绘制拟合线图、回归分析、残差分析。
结论:从散点图大致可以看出貯梗时间和梗丝填充值有正相关关系。
贮梗时间和梗丝填充值的Pearson相关系数=0.991>0.8,贮梗时间长短和梗丝填充值有强的正相关关系。
R-Sq(调整)为98.6%>80%,拟合线有意义。
回归分析,P=0.0000.05,且相关系数=0.33880%,拟合线有意义。
回归分析P=0.0000.8;蒸梗蒸汽温度和梗丝填充值有强的正相关关系。
R-sq(调整)=99.5%大于80%,拟合方程有意义。
回归分析P=0.0000.05,可以判定梗丝填充值和风选风门开度大小是没有关系的。
说明风速不同不是影响梗丝填充值的主要原因。
4 改进阶段
(1)通过DOE试验确定贮梗时间和蒸梗温度的最佳参数,贮梗时间和蒸梗温度对梗丝的填充值影响存在交互作用,且不弯曲。
绘制响应优化图,得出贮梗时间设定为6h,蒸梗温度设定为74°C。
(2)通过DOE试验,对刀辊反馈修正系数,来料高位阀值,刀辊最大速度三个参数进行优化,从而固定参数。
进行因子设计、实验分析、因子分析、响应优化,最终得出:修正系数1.04,来料高位阀值430,刀辊最大速度470。
(3)在实际生产中,影响热风温度的主要因素有:排潮阀开度、滚筒转速、热风顺流阀开度与热风逆流阀开度的开度之差。
因此,通过DOE试验优化固定烘梗的排潮阀开度,滚筒转速,绝对开度三个参数;进行因子设计、实验分析、因子分析、响应优化,最终得出:排潮阀开度40,滚筒转速20,绝对开度3。
5 控制阶段
首先确定了控制对象,并制定了控制计划。
然后通过控制图、可视化管理等过程控制措施进行监控。
对优化前后的梗丝填充值进行对比,通过上述参数的改进,提高了梗丝填充值。
参考文献
[1]李晓,纪晓楠,姚二民,等.烟用梗丝加工工艺研究进展[J].贵州农业科学,2013,41(8):182-186.
[2]郑少华,姜奉华.试验设计与数据处理[M].北京:中国农业大学出版社,2002.。