焊点缺陷分析ppt
- 格式:ppt
- 大小:15.83 MB
- 文档页数:25

常见焊点缺陷及分析1. 引言焊接是一种将金属零件通过熔化并在冷却过程中形成联接的技术。
在焊接过程中,焊点缺陷是不可避免的,它们可能会对焊接连接的强度、可靠性和外观造成负面影响。
理解和分析常见的焊点缺陷对于确保焊接连接的质量至关重要。
本文将介绍几种常见的焊点缺陷,包括松动焊点、气孔、夹杂物和热裂纹,并对其产生的原因和分析方法进行探讨。
2. 常见焊点缺陷及分析2.1 松动焊点松动焊点是指焊接接头中的焊点出现松动或脱落的现象。
这种缺陷可能是由焊接接头的设计不良、焊接过程中温度和压力不足、焊接材料不匹配或焊接后应力集中等因素造成的。
在分析时,可以通过检查焊接接头的外观和使用显微镜观察焊点的表面来确定是否存在松动焊点。
针对松动焊点的修复方法包括重新焊接、补焊或增加焊接材料等。
2.2 气孔气孔是指焊接接头中的小空洞或气泡。
气孔可以分为气孔性缺陷和气孔状缺陷两种类型。
气孔性缺陷是由于焊接过程中金属熔融时溶解的气体无法顺利逸出而形成的。
气孔状缺陷则是由焊接材料中的气孔聚集而成。
气孔的出现可能是由于焊接材料或焊接环境中存在杂质、气体成分不纯或焊接过程中的不良操作造成的。
分析气孔缺陷时,可以通过X射线检测、显微镜观察和金相分析等方法进行定性和定量的评估。
修复气孔缺陷的方法包括重新焊接、吹除气孔、填充焊接材料等。
2.3 夹杂物夹杂物是指焊接接头中的杂质或外来物质。
焊接过程中,杂质和外来物质可能会被夹在焊接材料中,导致焊点出现缺陷。
夹杂物的存在可能会降低焊接接头的强度和可靠性。
夹杂物的形成原因包括焊接材料的纯净度不高、焊接环境的污染、焊接操作的不当等。
分析夹杂物缺陷时,可以通过显微镜观察、化学分析和金相测试等方法进行定性和定量的评估。
修复夹杂物缺陷的方法包括重新焊接、清除夹杂物、更换焊接材料等。
2.4 热裂纹热裂纹是指焊接接头中的裂纹缺陷。
焊接过程中,焊接材料经历了热收缩和冷却的过程,可能会导致焊接接头出现残余应力和裂纹。

常见的点焊质量缺陷及原因点焊质量缺陷是指在点焊过程中出现的不符合要求的焊接质量问题。
常见的点焊质量缺陷及其原因如下:1. 焊点不牢固:焊点不牢固是点焊中最常见的质量缺陷之一。
造成焊点不牢固的原因主要有以下几点:(1) 焊接电流和时间不合适:如果焊接电流过小或焊接时间过短,焊接时产生的热量不足以将焊件熔化并形成牢固的焊点。
(2) 电极表面有污染物:电极表面有油污、锈蚀等污染物时,会导致焊接电流的流通不畅,影响焊点的牢固程度。
(3) 焊件表面没有进行充分处理:焊件表面未进行清洁、打磨、减震等处理,会影响焊点与焊件的结合强度。
2. 焊点太大或太小:焊点太大或太小都会影响焊接质量,造成以下问题:(1) 焊点太大:焊点过大会导致热量过多向周围扩散,使焊接区域过热,影响焊接效果,并且可能造成焊坑、焊缺等缺陷。
(2) 焊点太小:焊点过小无法形成足够强度的焊接连接,容易出现开裂、断裂等质量问题。
3. 电极烧蚀:在点焊过程中,电极与焊件接触面会受到强热和电弧的冲击,导致电极表面烧蚀的问题。
烧蚀严重时,会影响电极的使用寿命,甚至造成焊接质量问题。
造成电极烧蚀的原因有:(1) 电极材质选择不当:电极材质应根据焊件材质和焊接工艺参数选择合适的材料,否则容易导致电极烧蚀。
(2) 焊接电流过大:过大的焊接电流会使电极与焊件间产生较大的热量,电极表面无法承受,容易导致烧蚀。
4. 焊接过热:过热是指焊接过程中焊件局部温度过高,超过了焊接工艺要求。
过热会导致焊缝过深、焊缺、焊缝太宽等缺陷。
造成焊接过热的原因主要有:(1) 焊接电流过大:过大的焊接电流会使焊件受到较大的热量和电弧冲击,容易导致过热现象。
(2) 焊接时间过长:焊接时间过长,焊件得到的热量过多,容易造成过热。
5. 焊缺、错位、飞溅:焊缺、错位和飞溅等问题都会影响焊接质量,导致焊点无法完成预期的功能。
造成这些问题的原因主要有:(1) 材料不匹配:焊接的两个焊件材料不匹配,例如金属种类、厚度等差异较大,会导致焊缺和错位等问题。

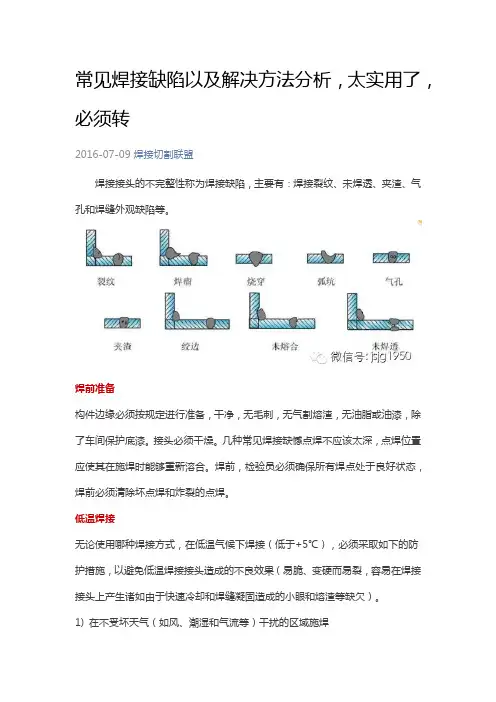
常见焊接缺陷以及解决方法分析,太实用了,必须转2016-07-09焊接切割联盟焊接接头的不完整性称为焊接缺陷,主要有:焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺陷等。
焊前准备构件边缘必须按规定进行准备,干净,无毛刺,无气割熔渣,无油脂或油漆,除了车间保护底漆。
接头必须干燥。
几种常见焊接缺憾点焊不应该太深,点焊位置应使其在施焊时能够重新溶合。
焊前,检验员必须确保所有焊点处于良好状态,焊前必须清除坏点焊和炸裂的点焊。
低温焊接无论使用哪种焊接方式,在低温气候下焊接(低于+5℃),必须采取如下的防护措施,以避免低温焊接接头造成的不良效果(易脆、变硬而易裂,容易在焊接接头上产生诸如由于快速冷却和焊缝凝固造成的小眼和熔渣等缺欠)。
1) 在不受坏天气(如风、潮湿和气流等)干扰的区域施焊2) 干燥焊接接头以避免潮湿引起材料收缩3) 焊接接头预热,以减缓焊后焊缝的冷却速度4) 焊后对焊缝加盖防止焊缝的骤冷5) 焊接的最低温度为-10℃,采取所指的防护措施6) 需要时预热温度至少为50℃火焰进行缓慢、均匀的预热缺陷分类1、外观缺陷外观缺陷(表面缺陷)是指不用借助于仪器,从工件表面可以发现的缺陷。
常见的外观缺陷有咬边、焊瘤、凹陷及焊接变形等,有时还有表面气孔和表面裂纹。
单面焊的根部未焊透等。
A、咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽, 它是由于电弧将焊缝边缘的母材熔化后没有得到熔敷金属的充分补充所留下的缺口。
产生咬边的主要原因是电弧热量太高,即电流太大,运条速度太小所造成的。
焊条与工件间角度不正确,摆动不合理,电弧过长,焊接次序不合理等都会造成咬边。
直流焊时电弧的磁偏吹也是产生咬边的一个原因。
某些焊接位置(立、横、仰)会加剧咬边。
咬边减小了母材的有效截面积,降低结构的承载能力,同时还会造成应力集中,发展为裂纹源。
矫正操作姿势,选用合理的规范,采用良好的运条方式都会有利于消除咬边。
焊角焊缝时,用交流焊代替直流焊也能有效地防止咬边。

焊接不良现象分析一、标准焊点的要求:1、可靠的电气连接2、足够的机械强度3、光洁整齐的外观电子元件标准焊点(1)不良术语短路:不在同一条线路的两个或以上的点相连并处于导通状态。
起皮:线路铜箔因过分受热或外力作用而脱离线路底板。
少锡:焊盘不完全,或焊点不呈波峰状饱满。
假焊:焊锡表面看是波峰状饱满,显光泽,但实质上并未与线路铜箔相熔化或未完全熔化在线路铜箔上。
脱焊:元件脚脱离焊点。
虚焊:焊锡在引线部与元件脱离。
角焊:因过分加热使助焊剂丢失多引起焊锡拉尖现象。
拉尖:因助焊剂丢失而使焊点不圆滑,显得无光泽。
元件脚长:元件脚露出板底的长度超过1.5-2.0mm。
盲点:元件脚未插出板面。
(2)不良现象形成原因,显现和改善措施1、加热时间问题(1)加热时间不足:会使焊料不能充分浸润焊件而形成松香夹渣而虚焊。
(2)加热时间过长(过量加热),除有可能造成元器件损坏以外,还有如下危害和外部特征。
A、焊点外观变差。
如果焊锡已经浸润焊件以后还继续进行过量的加热,将使助焊剂全部挥发完,造成熔态焊锡过热。
当烙铁离开时容易拉出锡尖,同时焊点表面发白,出现粗糙颗粒,失去光泽。
B、高温造成所加松香助焊剂的分解碳化。
松香一般在210度开始分解,不仅失去助焊剂的作用,而且造成焊点夹渣而形成缺陷。
如果在焊接中发现松香发黑,肯定是加热时间过长所致。
C、过量的受热会破坏印制板上铜箔的粘合层,导致铜箔焊盘的剥落。
因此,在适当的加热时间里,准确掌握加热火候是优质焊接的关键。
(3)不良焊点成因及隐患1、松香残留:形成助焊剂的薄膜。
隐患:造成电气上的接触不良。
原因分析:烙铁功率不足焊接时间短引线或端子不干净。
2、虚焊:表面粗糙,没有光泽。
隐患:减少了焊点的机械强度,降低产品寿命。
原因分析:焊锡固化前,用其他东西接触过焊点加热过度重复焊接次数过多3、裂焊::焊点松动,焊点有缝隙,牵引线时焊点随之活动。
隐患:造成电气上的接触不良。
原因分析:焊锡固化前,用其他东西接触过焊点加热过量或不足引线或端子不干净。