焊点缺陷分析doc资料
- 格式:ppt
- 大小:16.04 MB
- 文档页数:25
常见焊点缺陷及分析1. 引言焊接是一种将金属零件通过熔化并在冷却过程中形成联接的技术。
在焊接过程中,焊点缺陷是不可避免的,它们可能会对焊接连接的强度、可靠性和外观造成负面影响。
理解和分析常见的焊点缺陷对于确保焊接连接的质量至关重要。
本文将介绍几种常见的焊点缺陷,包括松动焊点、气孔、夹杂物和热裂纹,并对其产生的原因和分析方法进行探讨。
2. 常见焊点缺陷及分析2.1 松动焊点松动焊点是指焊接接头中的焊点出现松动或脱落的现象。
这种缺陷可能是由焊接接头的设计不良、焊接过程中温度和压力不足、焊接材料不匹配或焊接后应力集中等因素造成的。
在分析时,可以通过检查焊接接头的外观和使用显微镜观察焊点的表面来确定是否存在松动焊点。
针对松动焊点的修复方法包括重新焊接、补焊或增加焊接材料等。
2.2 气孔气孔是指焊接接头中的小空洞或气泡。
气孔可以分为气孔性缺陷和气孔状缺陷两种类型。
气孔性缺陷是由于焊接过程中金属熔融时溶解的气体无法顺利逸出而形成的。
气孔状缺陷则是由焊接材料中的气孔聚集而成。
气孔的出现可能是由于焊接材料或焊接环境中存在杂质、气体成分不纯或焊接过程中的不良操作造成的。
分析气孔缺陷时,可以通过X射线检测、显微镜观察和金相分析等方法进行定性和定量的评估。
修复气孔缺陷的方法包括重新焊接、吹除气孔、填充焊接材料等。
2.3 夹杂物夹杂物是指焊接接头中的杂质或外来物质。
焊接过程中,杂质和外来物质可能会被夹在焊接材料中,导致焊点出现缺陷。
夹杂物的存在可能会降低焊接接头的强度和可靠性。
夹杂物的形成原因包括焊接材料的纯净度不高、焊接环境的污染、焊接操作的不当等。
分析夹杂物缺陷时,可以通过显微镜观察、化学分析和金相测试等方法进行定性和定量的评估。
修复夹杂物缺陷的方法包括重新焊接、清除夹杂物、更换焊接材料等。
2.4 热裂纹热裂纹是指焊接接头中的裂纹缺陷。
焊接过程中,焊接材料经历了热收缩和冷却的过程,可能会导致焊接接头出现残余应力和裂纹。

常见的点焊质量缺陷及原因点焊质量缺陷是指在点焊过程中出现的不符合要求的焊接质量问题。
常见的点焊质量缺陷及其原因如下:1. 焊点不牢固:焊点不牢固是点焊中最常见的质量缺陷之一。
造成焊点不牢固的原因主要有以下几点:(1) 焊接电流和时间不合适:如果焊接电流过小或焊接时间过短,焊接时产生的热量不足以将焊件熔化并形成牢固的焊点。
(2) 电极表面有污染物:电极表面有油污、锈蚀等污染物时,会导致焊接电流的流通不畅,影响焊点的牢固程度。
(3) 焊件表面没有进行充分处理:焊件表面未进行清洁、打磨、减震等处理,会影响焊点与焊件的结合强度。
2. 焊点太大或太小:焊点太大或太小都会影响焊接质量,造成以下问题:(1) 焊点太大:焊点过大会导致热量过多向周围扩散,使焊接区域过热,影响焊接效果,并且可能造成焊坑、焊缺等缺陷。
(2) 焊点太小:焊点过小无法形成足够强度的焊接连接,容易出现开裂、断裂等质量问题。
3. 电极烧蚀:在点焊过程中,电极与焊件接触面会受到强热和电弧的冲击,导致电极表面烧蚀的问题。
烧蚀严重时,会影响电极的使用寿命,甚至造成焊接质量问题。
造成电极烧蚀的原因有:(1) 电极材质选择不当:电极材质应根据焊件材质和焊接工艺参数选择合适的材料,否则容易导致电极烧蚀。
(2) 焊接电流过大:过大的焊接电流会使电极与焊件间产生较大的热量,电极表面无法承受,容易导致烧蚀。
4. 焊接过热:过热是指焊接过程中焊件局部温度过高,超过了焊接工艺要求。
过热会导致焊缝过深、焊缺、焊缝太宽等缺陷。
造成焊接过热的原因主要有:(1) 焊接电流过大:过大的焊接电流会使焊件受到较大的热量和电弧冲击,容易导致过热现象。
(2) 焊接时间过长:焊接时间过长,焊件得到的热量过多,容易造成过热。
5. 焊缺、错位、飞溅:焊缺、错位和飞溅等问题都会影响焊接质量,导致焊点无法完成预期的功能。
造成这些问题的原因主要有:(1) 材料不匹配:焊接的两个焊件材料不匹配,例如金属种类、厚度等差异较大,会导致焊缺和错位等问题。
PCB焊点焊接缺陷原因分析陈强;王一雄【摘要】PCB焊点焊接缺陷产生的原因可能很多,如果你从扩散焊接的特点考虑就会变得明了起来!熔化的焊料原子沿着被焊接金属的结晶晶界的扩散,扩散所需要的激活能也可称为“表面自由能”比体扩散小。
一般锡料的活性能约为380达因/厘米,鲜活的铜面在助焊剂的辅助下约为1265达因/厘米,所以焊接可以良好进行。
%There may be a lot causes of PCB solder welding defects. However if you consider from the characteristics of diffusion welding, it will become clear! The crystallization of molten solder atoms spreads along the weld metal grain boundary diffusion. The spreading needed to activate can also be referred to as the Surface Free Energy than the body of the diffusion. The activity of general tin material can be approximately 380 dyne/cm, and lively copper surface under the auxiliary of lfux is about 1265 dyne/cm, so welding can be performed well.【期刊名称】《印制电路信息》【年(卷),期】2014(000)003【总页数】4页(P67-70)【关键词】合金共化物;表面自由能;镍层腐蚀;共晶锡;硫化银膜【作者】陈强;王一雄【作者单位】深圳市迅捷兴电路技术有限公司,广东深圳 518054;深圳市迅捷兴电路技术有限公司,广东深圳 518054【正文语种】中文【中图分类】TN41焊接是指被焊接的两个物件,通过加热或加压使两个相同材质的物体或不同材质的物体达到原子间的结合,而形成永久性连接的工艺过程称之为焊接。
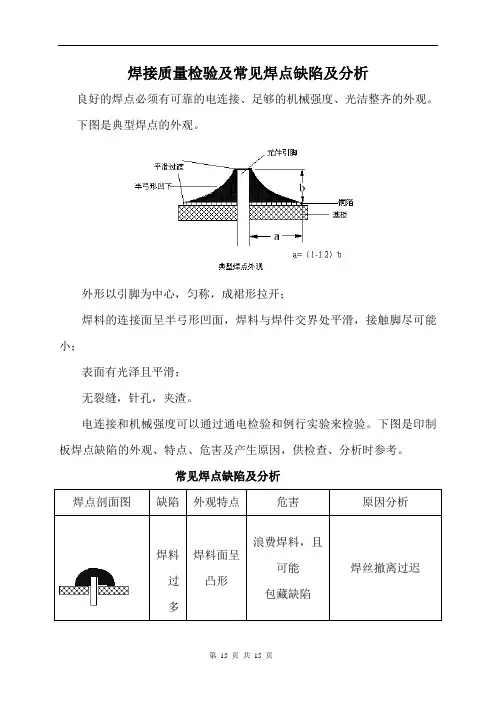
焊接质量检验及常见焊点缺陷及分析良好的焊点必须有可靠的电连接、足够的机械强度、光洁整齐的外观。
下图是典型焊点的外观。
外形以引脚为中心,匀称,成裙形拉开;
焊料的连接面呈半弓形凹面,焊料与焊件交界处平滑,接触脚尽可能小;
表面有光泽且平滑;
无裂缝,针孔,夹渣。
电连接和机械强度可以通过通电检验和例行实验来检验。
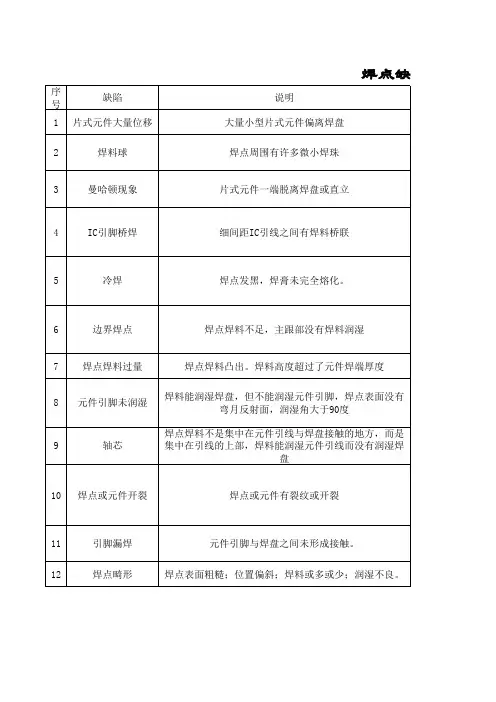
下图是印制板焊点缺陷的外观、特点、危害及产生原因,供检查、分析时参考。
常见焊点缺陷及分析
焊点剖面图缺陷外观特点危害原因分析
焊料
过
多
焊料面呈
凸形
浪费焊料,且
可能
包藏缺陷
焊丝撤离过迟
焊料过少焊料未形
成平滑面
机械强调不够焊丝撤离过早
松香焊焊锡丝中
有松香渣
强度不够,导
通不良
有可能时通时
断
1、焊剂过多
2、焊接时间
不够
3、表面氧化
膜为去除
过热焊点发白
无金属光
泽
表面较粗
糙
1、焊
盘容易剥落
强度降低
2、造
成元件失效
损坏
烙铁功率过大
加热时间过长
焊点剖面图缺陷外观特点危害原因分析
冷焊表面呈豆
腐渣状颗
粒,有时
可能有裂
纹
强度不够导电
性不好
焊料为凝固时焊件
移动。

1绪论1.1焊接技术的应用随着焊接技术的不断成熟在当今工业生产中几乎应用于各个部门的生产中。
焊接技术已成为发展工程结构的强有力的技术手段,已得到广泛的承认和信赖。
1.2焊接技术的优越性焊接技术之所以能够广泛应用于焊接结构中,主要由焊接技术的以下优越性造成的。
首先,焊接结构生产容易实现“高效益、低成本”的要求。
1、结构设计可具有很大的灵活性,可以充分运用现代的经济设计原理,导致新型结构的广泛使用2、可以有效的节省材料,费用低,在经济方面有明显的优越性。
3、制造安装速度快,能适应迅速变化的市场需要。
其次,焊接结构安全可靠性得到信赖1、焊接连接技术与焊接科学的形成,时多学科交融和相互渗透的结果。
新材料的发展带来连接技术的新概念,促进新型焊接设备的发展了,推动高新科技技术的应用,有促进新材料的发展。
焊接技术水平的不断发展提高,为高效优质生产焊接结构提供了重要基础。
2、焊接冶金理论日益完善,为改进工程材料和完善配套的焊接材料,取得了显著的进展已可保证焊接质量能完全满足产品的设计要求。
3、焊接结构理论的发展,使得设计更具合理性,而焊接结构的紧密性和较大的刚度,可使焊接结构能更准确地符合设计规定,更适于承受疲劳载荷以及冲击和剧烈振动等工作条件可以适应各种类型结构要求。
4、对结构的设计、制造、安装和检验均已制定了可靠的质量控制标准。
这些标准都是各国多年研究和实践的总结,使得对焊接质量的控制有了统一的认识,方便了用户的验收工作从而促进了焊接结构的广泛应用。
我国已在等效采用了这些标准,必将进一步推动我国焊接结构的发展。
1.3焊接缺陷对焊接工程质量的影响在实际的焊接生产中焊接工程质量始终与焊接缺陷有联系。
这些缺缺陷没有经过适当的处理而直接应用于生产中往往会造成严重的后果如上图为我在厂实习期间企业的行车(本厂自行改造的)由于焊缝(改造件与原行车的焊缝)的质量问题造成行车的严重损坏。
如上右图图左侧的断裂发生在焊缝金属上,主要原因是由于未焊透造成的。
![焊点缺陷分析[内容浅析]](https://uimg.taocdn.com/cb52f80b77232f60ddcca193.webp)
焊接中常见的缺陷及解决方法1.漏焊---漏焊包括焊点漏焊、螺栓漏焊、螺母漏焊等。
原因---主要原因是因为没有自检、互检,对工艺不熟悉造成的。
解决方法---在焊接后对所有焊点(螺母、螺栓等)进行检查,确认焊点(螺母、螺栓等)数量,熟悉工艺要求,加强自检意识,补焊等。
2.脱焊---包括焊点、螺母、螺栓等脱焊。
(除材料与零部件本身不合格) 以下3种可视为脱焊:①.接头贴合面未形成熔核,呈塑料性连接;②.贴合面上的熔核尺寸小于规定值;③.熔核核移,使一侧板焊透率达不到要求。
产生脱焊原因:①.焊接电流过,焊接区输入热量不足;②.电极压力过大,接触面积增大,接触电阻降低,散热加强;③.通电时间短,加热不均匀,输入热量不足;④.表面清理不良,焊接区电阻增大,分流相应增大;⑤.点距不当,装配不当,焊接顺序不当,分流增大。
解决方法:在调整焊接电流后,对焊点做半破坏检查(试片做全破坏检查),目视焊点形状;补焊,检查上次半破坏后的相关焊点。
3.补焊---多焊了工艺上不要求焊接的焊点。
原因---不熟悉工艺或焊接中误操作焊钳。
解决方法---熟悉工艺或加强操作技能。
注意:两个或多于两个的连续点焊不能有偏焊现象,边缘及拐角处也不能存在偏焊的现象。
(如两个连点偏焊,至少要有一个焊点需要重新点焊。
)4.焊渣---由于电流过大或压力过小,造成钢板的一部分母材在高温熔合时沿着两钢板贴合面被挤出而形成的冷却物.原因---主要原因是电流和压力的变化,以及焊钳操作不当引起的。
解决方法---调整焊接参数与电极压力,加强操作技能及清除焊渣。
5.飞溅---飞溅分为内部飞溅和外部飞溅两种。
内部飞溅---高温液态金属在电极压力的作用下,沿着最薄弱的两钢板间贴合而挤出。
产生原因①.电流过大,电极压力不足;②.板间有异物或贴合不紧密。
外部飞溅---电极与焊件之间融合金属溢出的现象.产生原因①.电极修磨得太尖锐;②.电极或焊件表面有异物;③.压力不足;④.电极冷却条件差,散热不良。