提下,提高生产率。
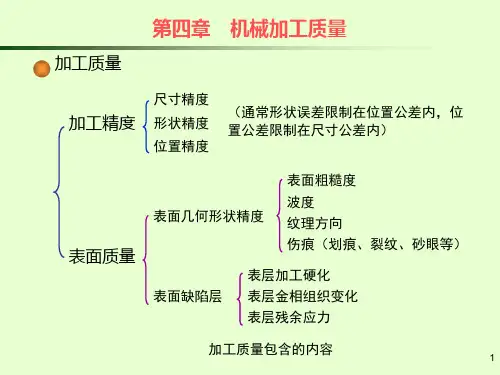
第三节 工艺系统的受力变形对加工精度的影响
切削过程中,增大走刀次数可不断减小工件的复映误差。设 ε1、ε2、 ε3分别为第一、第二、第三次走刀时的误差复映系数, 则
g1 1m, g22g112 m, g33g2123m
总误差复映系数: 总123
加工时:变形大的地方,切除的金 属层薄;变形小的地方,切除的金属 层厚。
结论:因机床受力变形,加工后的 工件呈两端粗,中间细的马鞍形。
第三节 工艺系统的受力变形对加工精度的影响
2. 工件的变形
用两顶尖车削细长轴时,不考虑机床和刀具的变形,工件在 切削点处的变形量 yB 为:
yB
FP(Lx)2x2 3EIL
k Fp y
第三节 工艺系统的受力变形对加工精度的影响
二、工艺系统刚度的计算
根据 k=Fy /y 得知,工艺系统在某一处的法向总变形位移y, 是系统的各个组成环节在同一处的法向变形的叠加:
yyjcyjjydyg
则机床刚度kjc、夹具刚度kjj、刀具刚度kd和工件刚度kg 为:
kjc Fp yjc, kd Fp yd , kjj Fp yjj, kg Fp yg,
得到:
11 111
k kjc kjj kd kg
第三节 工艺系统的受力变形对加工精度的影响
三、工艺系统刚度对加工精度的影响
(一)切削力作用点位置变化引起的工件形状误差 以在车床两顶尖间加工光轴为例,分析力作用点位置变化对
工件形状的影响。 1. 机床的变形 假定工件短而粗,车刀悬伸长度短,
从“提高工艺系统的刚度”和“减小载荷及其变化”两方面 采取措施,来减小工艺系统的受力变形。
(一)提高工艺系统的刚度 1. 合理的结构设计