一、砂轮特性及其选择
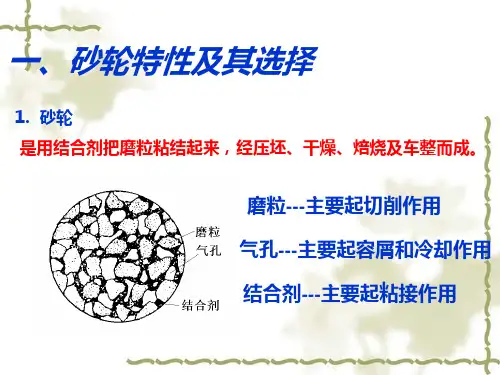
1. 砂轮 是用结合剂把磨粒粘结起来,经压坯、干燥、焙烧及车整而成。
磨粒---主要起切削作用 气孔---主要起容屑和冷却作用 结合剂---主要起粘接作用
2. 砂轮的特性
砂轮的特性主要由磨料、粒度、结合剂、硬度和组 织等五因素所决定。
1)砂轮的磨料
取决于工件材料的硬度
氧化物
棕刚玉 白刚玉 络刚玉
vc do no m / s 1000
2. 工件的切向进给运动
VW m / s 或m/min
3. 工件轴向进给运动
fa mm/ r 或 mm/st
4. 径向进给量
fr mm
三、磨削过程
1.砂轮工作表面的形貌特征
1)磨粒在砂轮工作表面上是 随机分布的; 2)每一颗磨粒的形状和大小 都是不规则的。
❖ 2.影响磨削温度的因素 ❖ (1)砂轮速度
提高砂轮速度,单位时间通过工件表面的磨粒数增多, 单颗磨粒切削厚度减小,挤压和摩擦作用加剧,单位时 间内产生的热量增加,使磨削温度升高。 ❖ (2)工件速度
增大工件速度,单位时间内进入磨削区的工件材料增 加,单颗磨粒的切削厚度加大,磨削力及能耗增加,磨 削温度上升;
1.砂轮工作表面的形貌特征
2. 磨屑的形成过程 1)单颗磨粒的切削过程 滑擦—耕犁—切削
2)磨削速度与隆起量的关系
3与切削力相比,磨削力有如下主要特征;
❖ 1)单位磨削力值大,原因是磨粒大多以较大的负 前角进行切削。单位磨削力在70KN/mm2以上, 而其他切削加工的值均在7KN/mm2以下。
❖ 6)砂轮形状
3. 砂轮的型号、代号、标记和尺寸
形状—尺寸—磨料—粒度号—硬度—组织号—结合 剂—最高线速度
形状