宇宙万物及工业产品大都呈常态分配 变异的原因可分为偶因及异因
偶因属管理系统的范围
例如:身高.体重.智力.考试成绩.所得分配
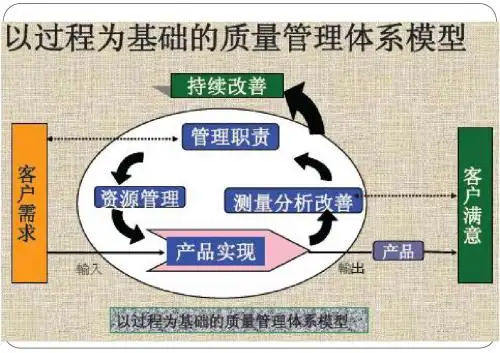
预防与检测
人 机 法 环 測量 測量
原料
PROCESS
Y=f(x1,x2,….)
Y可视为顾客所要求的产品特性。 但是如果在y进行相应的统计控制 品已经制造出来,只是相当于检验 得好不好,时效已晚。 所以要去探究哪些因素会影响y,
X X X
UCL LCL 全距控制图
建立X-R图的步骤C
C1分析极差图上的数据点 C2识別并标注特殊原因(极差图) C 过 程 控 制 解 释
C3重新計算控制界限(极差图)
超出 链 明显 形
C4分析均值图上的数据点
C5识別并标注特殊原因(均值图)
超出 链 明显
控制图的判读
超出控制界限的点:连续25点出现一个或 任何一个控制界限是该点处于失控状态的
对系统采取措施
局部措施、系统措施示意
UCL
组内变异和组间差异说明
不同槽之间的谓组间变异,我们在于了解在
组间变异大的解决方法
此时的异常将在Xbar图中显示出来 一般的责任是在现场人员,可能是 料,没有依照标准作业方法等。 此种问题比较容易解决,85%应由 员就可以处理。
组内变异大的解决方法
层别的说明
复合
使用控制图的注意事项
控制界限的重新计算
为使控制线适应今后的生产过程, 在 最初的控制线CL、UCL、LCL时, 常 复计算, 以求得切实可行的控制图. 但 经过使用一定时期后, 生产过程有了 加工工艺改变、刀具改变、设备改变