锻造工艺学3锻造的热规范
- 格式:pptx
- 大小:2.60 MB
- 文档页数:58

目录1.钢质自由锻件加热工艺规范2.钢锭(坯)加热规范若干概念3.加热操作守则4.锻造操作守则5.锻件锻后冷却规范6.锻件锻后炉冷工艺曲线7.锻件锻后热装炉工艺曲线8.冷锻件校直前加热、校直后(补焊后)回火工艺曲线9.锻件各钢种正火(或退火)及高温回火温度表10.锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。
本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:注1:始锻温度为锻前加热允许最高炉温,由于钢锭的铸态初生晶粒加热时过热倾向比同钢号钢坯小,故两者的锻前加热温度相差20℃~30℃;注2:根据产品的特性、锻件技术条件、变形量等因素,始锻温度可以适当调整;注3:本规范未列入的钢种,可按化学成分相近的钢号确定;注4:重要的、关键产品的、特殊材质的钢号,其加热工艺曲线由技术部编制;注5:几种不同的钢种,不同尺寸的钢锭(或坯料),在同一加热炉加热时,要以合金成分高的,尺寸大的钢锭(或坯料)为依据编制加热工艺曲线。
三.冷钢坯。
钢锭加热规范:钢锭(坯)加热规范若干概念1.钢锭(坯)入炉前的表面温度≥550℃的称为热钢锭,400~550℃的称为半热钢锭(坯),≤400℃的称为冷钢锭。
2.锻件半成品坯料的加热平均直径计算原则:δ -壁厚H- 高度或长度D- 外径1)实心圆类:当D>H时,按H计算;当D<H时,按D计算。
2)筒类锻坯:H>D 当H>δ时,按1.3δ计算。
3)空心盘(环)类:H<D当H>δ时,按δ计算;当H<δ时,按H计算。
3.为了避免锻件粗晶组织,最后一火的始锻温度可按其剩余锻造比(Y)确定:Y=1.3~1.6 最高加热温度1050℃Y<1.3 最高加热温度950℃4.不同钢种不同规格的坯料同炉加热时,装炉温度和升温速度均按较低的选用,保温时间按较长的选用。
目录1.钢质自由锻件加热工艺规范2.钢锭(坯)加热规范若干概念3.加热操作守则4.锻造操作守则5.锻件锻后冷却规范6.锻件锻后炉冷工艺曲线7.锻件锻后热装炉工艺曲线8.冷锻件校直前加热、校直后(补焊后)回火工艺曲线9.锻件各钢种正火(或退火)及高温回火温度表10.锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。
本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:注1:始锻温度为锻前加热允许最高炉温,由于钢锭的铸态初生晶粒加热时过热倾向比同钢号钢坯小,故两者的锻前加热温度相差20℃~30℃;注2:根据产品的特性、锻件技术条件、变形量等因素,始锻温度可以适当调整;注3:本规范未列入的钢种,可按化学成分相近的钢号确定;注4:重要的、关键产品的、特殊材质的钢号,其加热工艺曲线由技术部编制;注5:几种不同的钢种,不同尺寸的钢锭(或坯料),在同一加热炉加热时,要以合金成分高的,尺寸大的钢锭(或坯料)为依据编制加热工艺曲线。
三.冷钢坯。
钢锭加热规范:钢锭(坯)加热规范若干概念1.钢锭(坯)入炉前的表面温度≥550℃的称为热钢锭,400~550℃的称为半热钢锭(坯),≤400℃的称为冷钢锭。
2.锻件半成品坯料的加热平均直径计算原则:δ -壁厚 H- 高度或长度 D- 外径1)实心圆类:当D>H时,按H计算;当D<H时,按D计算。
2)筒类锻坯:H>D 当H>δ时,按1.3δ计算。
3)空心盘(环)类:H<D当H>δ时,按δ计算;当H<δ时,按H计算。
3.为了避免锻件粗晶组织,最后一火的始锻温度可按其剩余锻造比(Y)确定:Y=1.3~1.6 最高加热温度1050℃Y<1.3 最高加热温度950℃4.不同钢种不同规格的坯料同炉加热时,装炉温度和升温速度均按较低的选用,保温时间按较长的选用。
钢的锻造温度范围锻造热力规范是指锻造时所选用的一些热力学参数,包括锻造温度、变形程度、应变速率、应力状态(锻造方法)、加热加冷却速度等。
这些参数直接影响着金属材料的可锻性及锻件的组织和性能,合理选择上述几个热力学参数,是制订锻造工艺的重要环节。
确定锻造热力学参数的主要依据是钢或合金的状态图、塑性图、变形抗力图及再结晶图等。
用这些资料所确定的热力学参数还需要通过各种试验或生产实践来进行验证和修改。
在确定锻造热力学参数时,并不是在任何情况下,都需要上述的所有资料。
当对锻件的组织和性能没有严格要求时,往往只要有塑性图及变形抗力图就够了。
若对锻件的晶粒大小有严格要求,而且在机械性能方面也有硬性规定时,除状态图、塑性图和变形抗力图之外,还需要参考再结晶图以及能说明所采用热力规范是否能保证产品机械性能的资料。
锻造温度范围是指始锻温度和终锻温度之间的一段温度间隔。
确定锻造温度的基本原则是,就能保证金属在锻造温度范围内具有较高的塑性和较小的变形抗力,并得到所要求的组织和性能。
锻造温度范围应尽可能宽一些,以减少锻造火次,提高生产率。
碳钢的锻造温度范围如图10(铁-碳状态图)中的阴影线所示。
在铁碳合金中加入其他合金元素后,将使铁-碳状态图的形式发生改变。
一些元素(如Cr,V,W,Mo,Ti,Si等)缩小r相区,升高A3和A1点;而另一些元素(如Ni,Mn等)扩大r相区,降低A3和A1点。
所有合金元素均使S点和E点左移。
由此可见,合金结构钢和合金工具钢也可参照铁-碳状态图来初步确定锻造温度范围,但相变点(如熔点,A3,A1,A Cm等)则需改用各具体钢号的相变点。
1.始锻温度始锻温度应理解为钢或合金在加热炉内允许的最高加热温度。
从加热炉内取出毛坯送到锻压设备上开妈锻造之前,根据毛坯的大小、运送毛坯的方法以及加热炉与锻压设备之间距离的远近,毛坯有几度到几十度的温降。
因此,真正开始锻造的温度稍低,在始锻之前,应尽量减小毛坯的温降。
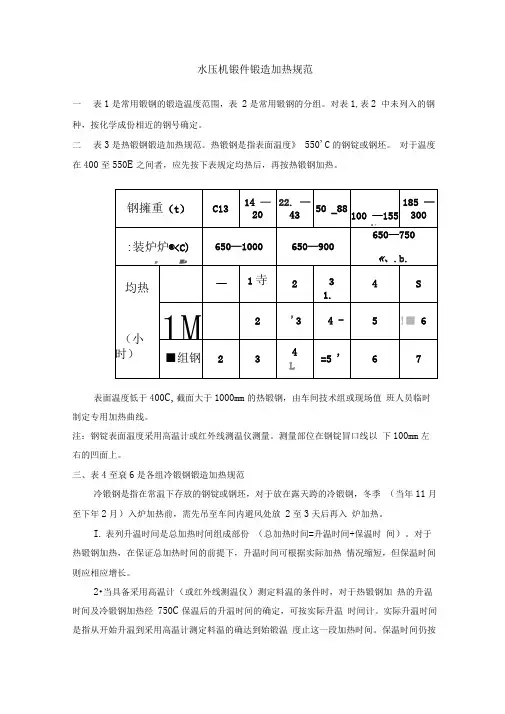
水压机锻件锻造加热规范一表1是常用锻钢的锻造温度范围,表2是常用锻钢的分组。
对表1,表2 中未列入的钢种,按化学成份相近的钢号确定。
二表3是热锻钢锻造加热规范。
热锻钢是指表面温度》550'C的钢锭或钢坯。
对于温度在400至550E之间者,应先按下表规定均热后,再按热锻钢加热。
表面温度低于400C,截面大于1000mm的热锻钢,由车间技术组或现场值班人员临时制定专用加热曲线。
注:钢锭表面温度采用高温计或红外线测温仪测量。
测量部位在钢锭冒口线以下100mm左右的凹面上。
三、表4至衰6是各组冷锻钢锻造加热规范冷锻钢是指在常温下存放的钢锭或钢坯,对于放在露天跨的冷锻钢,冬季(当年11月至下年2月)入炉加热前,需先吊至车间内避风处放2至3天后再入炉加热。
I.表列升温时间是总加热时间组成部份(总加热时间=升温时间+保温时间)。
对于热锻钢加热,在保证总加热时间的前提下,升温时间可根据实际加热情况缩短,但保温时间则应相应增长。
2•当具备采用高温计(或红外线测温仪)测定料温的条件时,对于热锻钢加热的升温时间及冷锻钢加热经750C保温后的升温时间的确定,可按实际升温时间计。
实际升温时间是指从开始升温到采用高温计测定料温的确达到始锻温度止这一段加热时间。
保温时间仍按表列值要求。
3.采用“ WHF '法锻造时转子及与转子质量要求相当(主要是指超声波探伤要求)的重要锻件,保温时间按表列值的2 倍计,其余锻件按表列值的1.5 倍计,采用“ JTS”法锻造时保温时间均按表列值的1. 2倍计。
4•进行镦粗的I、U、川组钢,,保温时间应按表列值增加30% .对于压钳口工序,各组钢的保温时间均可按表列值减少30-40%。
5、热锻钢的再加热,返炉时其表面温度》1100C时,,保温时间可按表列值减少40—50%,若表面温度在1000-1100C时,保温时间可按表刮值减少30-40%。
当需要执行此规定时,锻坯返炉的表面温度,由车间现场值班人员和中间检查人员共同确认。
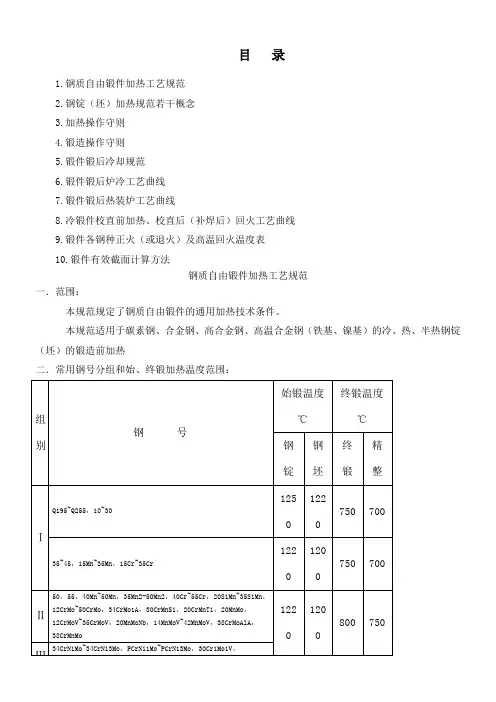
目录1.钢质自由锻件加热工艺规范2.钢锭(坯)加热规范若干概念3.加热操作守则4.锻造操作守则5.锻件锻后冷却规范6.锻件锻后炉冷工艺曲线7.锻件锻后热装炉工艺曲线8.冷锻件校直前加热、校直后(补焊后)回火工艺曲线9.锻件各钢种正火(或退火)及高温回火温度表10.锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。
本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组号钢别Q195~Q255, 10~30Ⅰ35~45,15Mn~35Mn ,15Cr~35Cr50,55,40Mn~50Mn ,35Mn2-50Mn2 ,40Cr~55Cr ,20SiMn~35SiMn ,12CrMo~50CrMo ,34CrMo1A ,30CrMnSi , 20CrMnTi ,20MnMo ,Ⅱ12CrMoV~35CrMoV , 20MnMoNb , 14MnMoV~42MnMoV,38CrMoAlA ,38CrMnMo34CrNiMo~34CrNi3Mo,PCrNi1Mo~PCrNi3Mo,30Cr1Mo1V,25Cr2Ni4MoV ,22Cr2Ni4MoV ,5CrNiMo ,5CrMnMo ,37SiMn2MoV 30Cr2MoV ,40CrNiMo ,18CrNiW ,50Si2~60Si2 ,65Mn ,50CrNiW ,50CrMnMo ,60CrMnMo ,60CrMnVT7~T10 , 9Cr,9Cr2, 9Cr2Mo , 9Cr2V ,9CrSi ,70Cr3Mo ,Ⅲ1Cr13~4Cr13 ,86Cr2MoV ,Cr5Mo , 17-4PH0Cr18Ni9~2Cr18Ni9 ,0Cr18Ni9Ti , Cr17Ni2 , F316LN50Mn18Cr4 , 50Mn18Cr4N , 50Mn18Cr4WN , 18Cr18Mn18NGCr15,GCr15SiMn , 3Cr2W8V ,CrWMo , 4CrW2Si~6CrW2SiCr12MoV1 , 4Cr5MoVSi(H11) , W18Cr4VGH80, GH901, GH904 ,GH4145 ,WR26 ,ⅣNiCr20TiAl , incone1600, incone1800始锻温度终锻温度℃℃钢锭钢坯终锻精整12501220750700 1220120075070012201200800750 12001180850800 120011808508001200 1180 850 800 1180 1160 950 900 1130 1100 930 930注 1:始锻温度为锻前加热允许最高炉温,由于钢锭的铸态初生晶粒加热时过热倾向比同钢号钢坯小,故两者的锻前加热温度相差 20℃~30℃;注 2:根据产品的特性、锻件技术条件、变形量等因素,始锻温度可以适当调整;注 3:本规范未列入的钢种,可按化学成分相近的钢号确定;注 4:重要的、关键产品的、特殊材质的钢号,其加热工艺曲线由技术部编制;注 5:几种不同的钢种,不同尺寸的钢锭(或坯料),在同一加热炉加热时,要以合金成分高的,尺寸大的钢锭(或坯料)为依据编制加热工艺曲线。
金属热锻造温度金属热锻造温度是指在金属加工过程中,通过对金属进行加热处理,使其达到适当的温度范围,以便进行锻造。
在不同的金属材料和不同的锻造工艺中,所需要的热处理温度也会有所不同。
本文将从以下几个方面详细介绍金属热锻造温度相关内容。
一、金属热锻造温度的意义金属材料在进行锻造之前需要经过加热处理,这是因为在低温下进行锻造会导致材料脆性增加、塑性降低、易产生裂纹等问题。
而通过加热处理使其达到适当的温度范围后,则能够改善材料的塑性和韧性,提高其变形能力和抗拉强度,并且还能够减少内部应力和缺陷等问题,在一定程度上提高了产品质量和生产效率。
二、影响金属热锻造温度因素1. 金属材料种类不同种类的金属材料具有不同的化学成分和物理特性,在进行加热处理时所需的最佳温度范围也会有所不同。
例如,碳素钢的最佳加热温度为1150℃-1250℃,而铝合金的最佳加热温度则为450℃-550℃。
2. 锻造工艺不同的锻造工艺在进行加热处理时也会有所不同。
例如,自由锻造和模锻造的加热温度范围就存在差异。
自由锻造需要较高的加热温度,通常在材料的回火点以上50℃左右,而模锻造则需要较低的加热温度,在材料回火点以下50℃左右。
3. 加热方式金属材料的加热方式也会对其最佳加热温度产生影响。
一般来说,电阻式加热和气体加热可以更好地控制材料的温度分布和升降速率,因此适用于对材料进行精确控制的情况。
而火焰喷射式或感应式加热则更适用于对大型或复杂形状零件进行快速、均匀、高效的加热处理。
三、常见金属材料的最佳加热温度范围1. 碳素钢碳素钢是一种常见的金属材料,其最佳加热温度范围为1150℃-1250℃。
在这个温度范围内,碳素钢具有较高的塑性和韧性,易于进行变形和成型。
2. 不锈钢不锈钢是一种具有耐腐蚀性能的金属材料,其最佳加热温度范围为1100℃-1200℃。
在这个温度范围内,不锈钢可以更好地保持其抗拉强度和塑性,并且还可以减少内部应力和缺陷等问题。
铝合金的锻造温度和加热规范来源:机械专家网 发布时间:2007-12-08合金种类 合金牌号锻造温度/℃ 加热温度+10℃/-20℃ 保温时间min·mm -1 始锻 终锻 锻铝LD2480 380 480 1.5 LD5,LD6,LD7,LD8,LD9 470 360 470 LD10460 360 460 硬铝LY1,LY11,LY16,LY17 470 360 470 LY2,LY12 460 360 460 超硬铝LC4,LC9 450 380 450 3.0 防锈铝 LF3 470 380 470 1.5 LF2,LF21 470360 470 LF6470 400 400 钛合金锻造工艺的现状与发展 - 维普资讯 钛合金(TA 、TC 、TB )阐述热处理工艺钛的热处理方法一.钛的基本热处理:工业纯钛是单相α 型组织,虽然在890℃以上有α-β 的多型体转变,但由于 相变特点决定了它的强化效应比较弱,所以不能用调质等热处理提高工业纯钛的 机械强度。
工业纯钛唯一的热处理就是退火。
它的主要退火方法有三种:1 再结 晶退火 2 消应力退火 3 真空退火。
前两种的目的都是消除应力和加工硬化效应,以恢复塑性和成型能力。
工业纯钛在材料生产过程中加工硬度效应很大。
图2-26 所示为经不同冷加 工后,TA2 屈服强度的升高,因此在钛材生产过程中,经冷、热加工后,为了恢复塑性,得到稳定的细晶粒组织和均匀的机械性能,应进行再结晶退火。
工业纯 钛的再结晶温度为550-650℃,因此再结晶退火温度应高于再结晶温度,但低于 α-β 相的转变温度。
在650-700℃退火可获得最高的综合机械性能(因高于700℃ 的退火将引起晶粒粗大,导致机械性能下降)。
退火材料的冷加工硬化一般经 10-20 分钟退火就能消除。
这种热处理一般在钛材生产单位进行。
为了减少高温 热处理的气体污染并进一步脱除钛材在热加工过程中所吸收的氢气,目前一般钛 材生产厂家都要求真空气氛下的退火处理。
锻造及锻后热处理工艺规范标准化管理部编码-[99968T-6889628-J68568-1689N]目录1.钢质自由锻件加热工艺规范2.钢锭(坯)加热规范若干概念3.加热操作守则4.锻造操作守则5.锻件锻后冷却规范6.锻件锻后炉冷工艺曲线7.锻件锻后热装炉工艺曲线8.冷锻件校直前加热、校直后(补焊后)回火工艺曲线9.锻件各钢种正火(或退火)及高温回火温度表10.锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。
本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:注1:始锻温度为锻前加热允许最高炉温,由于钢锭的铸态初生晶粒加热时过热倾向比同钢号钢坯小,故两者的锻前加热温度相差20℃~30℃;注2:根据产品的特性、锻件技术条件、变形量等因素,始锻温度可以适当调整;注3:本规范未列入的钢种,可按化学成分相近的钢号确定;注4:重要的、关键产品的、特殊材质的钢号,其加热工艺曲线由技术部编制;注5:几种不同的钢种,不同尺寸的钢锭(或坯料),在同一加热炉加热时,要以合金成分高的,尺寸大的钢锭(或坯料)为依据编制加热工艺曲线。
三.冷钢坯。
钢锭加热规范:钢锭(坯)加热规范若干概念1.钢锭(坯)入炉前的表面温度≥550℃的称为热钢锭,400~550℃的称为半热钢锭(坯),≤400℃的称为冷钢锭。
2.锻件半成品坯料的加热平均直径计算原则:δ -壁厚 H- 高度或长度 D- 外径1)实心圆类:当D>H时,按H计算;当D<H时,按D计算。
2)筒类锻坯:H>D 当H>δ时,按δ计算。
3)空心盘(环)类:H<D当H>δ时,按δ计算;当H<δ时,按H计算。
3.为了避免锻件粗晶组织,最后一火的始锻温度可按其剩余锻造比(Y)确定:Y=~ 最高加热温度1050℃Y< 最高加热温度950℃4.不同钢种不同规格的坯料同炉加热时,装炉温度和升温速度均按较低的选用,保温时间按较长的选用。
锻件的工艺及质量控制要点锻件是通过将金属材料加热至一定温度后进行锻造加工得到的零件。
它具有高强度、高硬度、高耐磨性、高抗冲击性等优点,被广泛应用于航空航天、汽车、机械制造等领域。
下面将从工艺和质量控制两个方面来介绍锻件的要点。
一、锻件的工艺要点:1. 材料选择:选择适合锻造的金属材料,并通过分析材料的化学成分、机械性能等指标来确保选择的材料符合要求。
2. 热处理工艺:锻件在锻造过程中需要经历加热、锻造、冷却等工艺过程。
合理的热处理工艺可以确保锻件具有良好的力学性能和组织结构。
3. 锻造温度控制:选择合适的锻造温度可以降低金属材料的变形阻力,提高锻造质量。
在锻造过程中,需要根据不同材料的熔点和热膨胀系数,合理控制锻件的温度,避免发生过热或过冷的情况。
4. 锻造润滑剂选择:在锻造过程中,适量的润滑剂可以减小摩擦阻力,减少热应力和表面氧化,提高锻造质量。
同时,润滑剂的选择也应考虑到对环境的影响。
5. 锻造设备和工装设计:选择合适的锻造设备和工装可以提高锻造效率和质量。
设备的能力和稳定性、工装的精度和可靠性都需要考虑。
6. 锻造过程控制:锻造过程中需要控制好加热温度、锻造力度、锻后尺寸、冷却速度等参数,以保证锻件的内部结构均匀、尺寸精确。
二、锻件的质量控制要点:1. 检验方法和标准:根据锻件的设计要求,制定相应的检验方法和标准。
常用的检验方法包括X射线探伤、超声波探伤、金相分析等,标准可以包括尺寸、力学性能、化学成分等方面。
2. 组织结构控制:通过适当的热处理工艺和锻造参数的控制,调控锻件的组织结构,以获得符合要求的晶粒尺寸、晶粒形状和显微组织等。
3. 尺寸控制:使用精密测量仪器对锻件的尺寸进行测量,确保其符合设计要求。
可以采用三坐标测量机、投影仪等设备进行尺寸测量。
4. 表面质量控制:对锻件表面的缺陷、氧化层、划痕等进行检查和控制,可以采用目视检查、触摸检查或辅助检测设备对表面质量进行评估。
5. 力学性能控制:对锻件的强度、硬度、韧性等力学性能进行测试和评价,并与设计要求进行比较。
在金属材料加工领域中,20CrMnMo是一种常见的合金结构钢材料,具有良好的强度和韧性,适用于制造机械零件和工具等领域。
在20CrMnMo的加工过程中,锻造是常见的工艺之一,而控制好锻造的加热温度则是确保工件质量的重要因素之一。
1. 加热温度对20CrMnMo锻造的影响在进行20CrMnMo的锻造加工时,加热温度的选择将直接影响到其组织结构和性能。
过低的加热温度可能导致金属材料塑性不足,难以形成理想的形状和结构;而过高的加热温度则可能导致过度烧结、晶粒长大以及热裂纹等缺陷的产生。
制定适当的加热温度标准对于20CrMnMo锻造加工至关重要。
2. 标准加热温度范围根据20CrMnMo的具体化学成分、热处理工艺和最终使用要求,一般而言,其锻造加热温度应该控制在1080℃~1180℃之间。
这个温度范围既能确保20CrMnMo的良好塑性,又可以有效避免过度热处理带来的不利影响。
在具体的生产实践中,还需要根据工件的大小、形状和具体要求进行合理调整。
3. 个人观点和理解在实际的生产中,我认为20CrMnMo的锻造加热温度标准不仅仅是一个数字,更应该是丰富的实践经验和技术理论的结合。
只有结合具体的工艺要求、设备条件以及操作经验,才能制定出最适合的加热温度标准,从而保证20CrMnMo锻造工件的质量和性能。
4. 总结回顾20CrMnMo的锻造加热温度标准在整个生产过程中起着至关重要的作用。
通过本文的介绍,我们了解到了加热温度对于20CrMnMo锻造的影响、标准的加热温度范围以及个人观点和理解。
希望本文能够对你对20CrMnMo锻造加热温度标准有所帮助。
关于20CrMnMo锻造加热温度的选择问题,除了对温度范围的控制外,还需要考虑加热速度、保温时间、冷却速度等因素。
这些参数的选择也会对20CrMnMo材料的性能和结构产生影响。
加热速度对20CrMnMo的锻造加工具有重要影响。
在加热过程中,过快的加热速度会导致材料表面和内部温度失衡,容易产生应力集中和热裂纹。