新型绿色焊接技术——CMT焊接技术
- 格式:doc
- 大小:435.50 KB
- 文档页数:12
电池模块CMT焊技术研究近几年新能源行业出现井喷式发展,各动力电池厂、Pack集成厂为抢占市场,积极开发新型Pack集成技术。
集成技术的关键技术指标之一为安全,电池模块作为Pack内关键零部件,其集成质量直接影响Pack安全性能。
CMT焊技术由于其焊接强度高、抗震性能好、低热输入、无飞溅、易实现自动化、成本低的特点,被引入Pack集成领域,获得行业认可。
文章重点研究CMT焊技术在电池模块集成方面的应用,介绍焊接技术指标、质量评价手段、常见缺陷成因、改善方案等。
标签:电池模块;CMT;气孔;激光寻址Abstract:In recent years,the new energy industry has a blowout development,power battery plants,Pack integration plants to seize the market,and actively develop new Pack integration technology. Safety is one of the key technical indexes of integration technology. Battery module is the key component of Pack,and its integration quality directly affects the safety performance of Pack. CMT welding technology because of its high welding strength,good seismic performance,low heat input,no splash,easy to achieve automation,low cost,has been introduced into the field of Pack integration,and has been recognized by the industry. This paper focuses on the application of CMT welding technology in battery module integration,introduces the welding technical indicators,quality evaluation means,the causes of common defects,improvement programs and so on.Keywords:battery module;CMT;pore;laser addressing1 概述随着新能源行业技术的不断进步,各电池厂、Pack厂陆续推出高比能量、高结构强度、高安全性能的模块,新型电池模块采用金属边框CMT焊接工艺。
高质量,经济的CO2焊接——CMT 工艺摘要:CO2-气体保护焊的优点是抗锈能力强,对油污不敏感,焊缝含氢量低,抗裂性能好,气体资源丰富,价格低廉;缺点是焊缝成形较粗糙,飞溅较大,因而常被禁用于高质量要求的生产上。
而CMT 工艺出现,开辟了CO2保护气应用于高质量的,无飞溅的新的应用领域。
在满足焊接质量的同时,又大幅降低了使用成本。
关键词:Co2保护气、短路过渡、大颗粒过渡、CMT 过渡CMT (冷金属过渡)工艺自2004年正式推出以来,一直被焊接行业广泛的关注,此工艺的初衷是利用其极稳定的电弧、极低的热输入量,无飞溅的焊接过程的特点,主要用来焊接薄板或超薄板(最薄可焊至0.3mm )。
随着CMT 工艺的研究的深入,CMT 工艺的应用范围不断地被拓展,例如,通过CMT 工艺同脉冲工艺相结合(CMT+P ),在具有极稳定电弧,无飞溅焊接的同时,还可取得更高的焊接速度或更大的熔深,能焊接更大厚度的板材。
本文介绍CMT 工艺又一新的应用,使用经济的CO2气作保护气,实现高质量、无飞溅的焊接,值得一提的是,此工艺不仅可用于薄板的焊接,同样也适用于中厚板焊接。
为了更容易理解CO2-CMT 工艺,有必要先介绍各种熔滴过渡的方式及其特点。
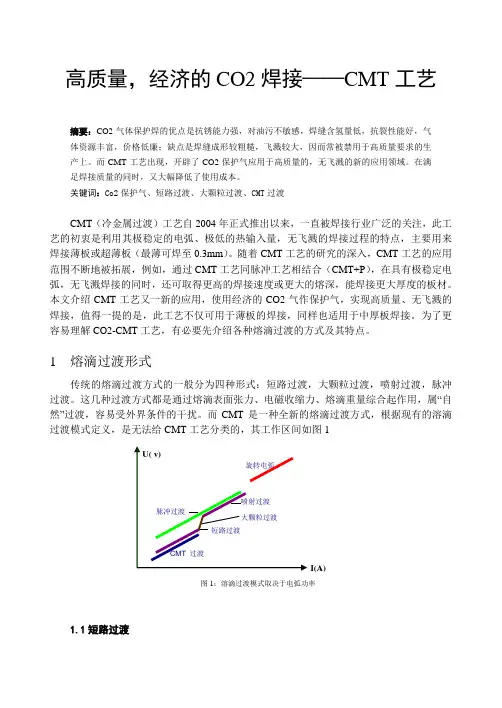
1 熔滴过渡形式传统的熔滴过渡方式的一般分为四种形式:短路过渡,大颗粒过渡,喷射过渡,脉冲过渡。
这几种过渡方式都是通过熔滴表面张力、电磁收缩力、熔滴重量综合起作用,属“自然”过渡,容易受外界条件的干扰。
而CMT 是一种全新的熔滴过渡方式,根据现有的溶滴过渡模式定义,是无法给CMT 工艺分类的,其工作区间如图1图1:溶滴过渡模式取决于电弧功率1.1短路过渡I(A)从图1可以看出,短路过渡是在电弧功率较小的区域,短路过渡模式的特性就是使用相对低的电流和电压。
引弧之后,焊丝向工件方向移动,最后焊丝前端熔滴和熔池接触,形成短路,熔滴与熔池间短路后,在表面张力及电磁收缩力的作用下形成缩径小桥,缩径小桥在不断增大的短路电流作用下汽化爆断,将熔滴推向熔池,完成过渡见图2。
cmt技术方案
CMT技术方案是一种先进的焊接技术方案,它采用典型的直流脉冲焊接波形,具有低热输入、高能量利用率、低飞溅、高焊后工件表面质量、低金属损失等特点。
CMT技术方案的工作原理是通过精确控制焊接热输入和焊接
速度,实现对焊接过程的高效控制,同时采用先进的焊接工艺和材料,提高焊接质量和可靠性。
CMT技术方案的应用范围非常广泛,适用于各种金属材料的焊接,如不锈钢、碳钢、铝合金等。
在汽车制造业中,CMT技术方案被广泛应用于汽车
零部件的焊接,如车门、车架、发动机等部件的焊接。
此外,CMT技术方
案还可应用于建筑、电力、航空航天、船舶等行业的焊接领域。
CMT技术方案的优势在于其高效、高质量的焊接效果,能够大大提高生产
效率和产品质量。
同时,CMT技术方案还具有低烟尘、低有害气体排放等
特点,有利于环境保护和职业健康。
此外,CMT技术方案的适用范围广,
可以根据不同的材料和工艺要求进行定制化解决方案,满足不同领域的需求。
总之,CMT技术方案是一种高效、高质量、环保的焊接技术方案,具有广
泛的应用前景和市场需求。
通过不断的技术创新和应用拓展,CMT技术方
案将会在更多的领域得到应用和推广。
铝合金及镀锌钢的CMT焊接技术探讨摘要铝合金是一种广泛使用的材料,它的强度高、重量轻、导电性好,同时具有防腐蚀和散热的特性。
而镀锌钢具有防腐蚀性和较高的硬度。
CMT焊接技术是目前使用最广泛的焊接技术之一,它是一种先进的熔焊技术,可用于铝合金和镀锌钢的连接。
本文探讨了铝合金及镀锌钢的CMT焊接技术的原理、参数选择、工艺流程、焊接质量控制等方面的内容,为实际生产应用提供了参考。
关键词:铝合金、镀锌钢、CMT焊接技术、参数选择、焊接质量控制正文1. CMT焊接技术的原理CMT(Cold Metal Transfer)焊接技术是一种基于熔滴传输的高效熔焊技术,因其低热输入、低氧化和稳定的电弧特性而受到广泛关注。
在CMT焊接过程中,液态焊金由电极进行输送,实现了焊接材料的高效利用,从而降低了成本。
同时,CMT焊接技术还能够实现高品质的焊缝,具有较高的抗拉强度和疲劳强度等优点。
2. 焊接参数选择2.1 电焊机电流选择铝合金和镀锌钢的焊接需要选择适当的焊接电流。
一般而言,铝合金的焊接电流应选择较小的值,以避免发生氧化现象;而镀锌钢则需要选择较大的电流,以确保熔金能够充分侵入母材,达到良好的焊接效果。
2.2 喷丝电流选择喷丝电流也是CMT焊接过程中非常重要的参数之一。
喷丝电流的大小直接影响熔池的大小和形态,因此需要根据实际焊接材料的要求进行调整。
一般来说,铝合金需要选择较小的喷丝电流,从而避免熔池的过大;而镀锌钢则需要选择较大的喷丝电流,以确保熔池能够充分填充焊缝。
2.3 送丝速度选择送丝速度对焊接质量也有较大的影响。
送丝速度过快会导致熔池过大,影响焊缝质量;送丝速度过慢则会导致熔池过小,焊接效果不佳。
因此,选择适当的送丝速度是确保焊缝质量的关键。
3. 工艺流程CMT焊接技术的工艺流程较为简单,通常包括装枪、点焊、倍率、封闭等几个步骤。
具体而言,首先需要安装合适的焊枪,然后进行点焊,确定焊接位置;接着进行倍率,即用喷丝电弧完成焊缝的填充;最后进行封闭,即用较小的喷丝电流加强焊缝边缘的熔池,使其更加稳定。
薄板焊接的极限——CMT冷金属过渡焊接技术朱宇虹;耿志卿【摘要】在焊接不同壁厚的零部件时,要求具有良好焊缝厚度的厚工件要过渡到薄工件,并且在焊缝厚度过渡区仅有少量的热传导.许多材料无法承受焊接过程中持续不断的热量输入,为了避免熔滴穿透,实现无飞溅熔滴过渡和良好的冶金连接,就必须降低热输入量,在这种要求下,传统的气体保护焊接已经无能为力,而CMT技术实现了这种可能.相对于传统的MIG/MAG焊接过程而言,CMT技术的电弧温度和熔滴温度比较"冷".其特点是冷热循环交替,从而实现焊接机器人在MIG/MAG焊接中的无飞溅焊接以及钎焊0.3 mm超薄板.CMT技术的焊接系统适用于任何薄板、超薄板以及MIG钎焊镀锌板、碳钢与铝板的连接.%Welding of different thickness of the parts,the required thickness of the thick seam with good jobs to the transition to the thin piece,and the thickness of the transition zone in the weld with only a small amount of heat conduction.Some material couldn't help to endure the heating input continually,for avoiding welding penetrate and realize no spatter welding and to get well metal connection,it is necessary to reduce heating input value,CMT technique can satisfied it. Contrast with the traditional MIG/MAG welding technique,the arc temperature and melt spot temperature is lower. Circulate and alternate between cool and hot,consequently robot can realize no spatter welding and brazing sheet only 0.3 mm thickness using MIG/MAG welding technique. CMT technique adapt to welding sheet metal,brazing sheet with zinc coating,welding between carbon steel and aluminum sheet.【期刊名称】《电焊机》【年(卷),期】2011(041)004【总页数】4页(P69-71,75)【关键词】CMT焊接技术;冷金属过渡焊接技术;无飞溅焊接;超薄板钎焊【作者】朱宇虹;耿志卿【作者单位】上海大众汽车有限公司,上海,201805;上海大众汽车有限公司,上海,201805【正文语种】中文【中图分类】TG456.9CMT冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。
CMT焊接工艺及其应用一、冷金属过渡(CMT)焊概述:1、意义:冷金属过渡技术 (CMT)是近年来焊接工艺的一次突破,其创造性地将焊丝运动与熔滴过渡过程相结合,实现了低能耗、高品质的焊接。
2、特点:(1)、良好的电弧稳定性:CMT焊接系统送丝过程受控并且和电弧过程相结合,可以机械检测弧长并快速调节,这使得CMT的电弧非常的稳定。
(2)、精确的能量输入控制:CMT技术实现了无电流状态下的熔滴过渡。
当短路电流产生,焊丝即停止前进并自动地回抽。
在这种方式中,电弧自身输入热量的过程很短,短路发生,电弧即熄灭,热输入量迅速地减少,可以获得最低能量的输入。
(3)、优异的搭桥能量输入:CMT技术具有优异的电弧稳定性和精确的低能量输入,具有优异的搭桥能力,对装配间隙和错边的要求低,根焊焊道也可以获得很好的的背面成型(4)、更快的焊接速度:CMT过渡的频率高达60—70 Hz,焊丝主动回抽促进熔滴的脱落,焊接速度可达450—600 mm/min,能够明显地提高焊接效率。
3、应用:(1)、材料应用领域:CMT技术拥有广泛的应用领域。
几乎可以应用与所有已知的材料。
(2)、行业应用:机车制造行业、航天领域、桥梁和钢结构。
二、CMT工艺原理及设备:2.1、CMT工艺原理:(1)、数字式焊接控制系统感知电弧生成的开始时间,自动降低焊接电流,直到电弧熄灭,并调节脉冲式的焊丝输送,这种脉冲式焊丝输送有效改善了焊丝熔滴的过渡。
(2)、在熔滴从焊丝上滴落之后,数字控制系统再次提高焊接电流,并进一步将焊丝向前送出。
之后重新生成焊接电弧,开始新一轮的焊接过程。
(3)、或者说系统监测到一个短路信号,就会反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡(70HZ)。
2.2、CMT与传统短路焊接工艺比较:CMT焊与普通 GMAW 有三个最大的不同:(1)、将焊丝运动与焊接过程相结合:在焊丝前行过程中,一旦数字过程控制器检测到短路电流,便控制送丝机构回焊丝,以促成焊丝与熔滴的分离。
CMT焊接技术工作原理资料CMT焊接技术是一种具有高效性和高质量性的焊接技术。
它采用了惰性气体保护气体和铝铜线填充焊丝,以产生特殊的电弧和熔池行为。
本文将会对CMT焊接技术的工作原理进行详细介绍。
一、CMT焊接工作原理CMT焊接技术是一种极具创新性的焊接技术,它采用了智能电源和软件、反应性惰性气体以及双金属焊丝。
在这个过程中,惰性气体可与金属氧化物发生反应,从而减少氧化,提高了氧化物的还原能力。
CMT焊接技术可以分为三个步骤:下降阶段、反冲阶段和移动阶段。
1、下降阶段在下降阶段,电弧向下降低,使电弧在电磁场中受到约束,尤其是在焊接过程中的侧壁,这能够使电弧输出的热量减少,同时能够提高焊点的焊接效率。
2、反冲阶段在反冲阶段,电弧向上移动,回到焊接开始时的初始位置。
这个阶段产生的控制力抵消了焊接过程中产生的喷溅。
3、移动阶段在移动阶段,焊枪沿着焊缝移动,同时电弧处于被动状态。
焊接熔池和热区被控制着,并通过智能电源调节当前电弧的位置、大小和形状,以实现非常精准的焊接。
通过这个过程,CMT焊接技术将焊接的准确度、产生的热量和气体保护及卷材输出的混合进行了优化。
而且,这种焊接技术能够同时在铝和铝合金材料上进行操作,而且效果非常稳定。
此外,这种焊接技术还具有高效性和高质量性的特点,可以在较短的时间内完成为难的焊接任务。
二、CMT焊接技术的优点CMT焊接技术有以下几个显著的优点:1、可焊接的材料范围广泛,特别是高载荷应用中的铝和铝合金。
铝及其合金是广泛应用于航空航天、汽车和轨道交通等行业的材料,而CMT焊接技术在这类材料上的应用将大大提高其加工效率和质量。
2、高效性和高质量性。
由于CMT焊接技术采用了惰性气体保护和铝铜线填充焊丝,焊接金属的吸收率和热反应性都得到了优化,而且焊接过程中自动控制和时刻监控可以产生非常精确的焊接结果,使焊接质量更佳。
3、一些独特的特点。
CMT焊接技术具有领先地位和独特的特性,如高良好的可焊接性,非常低的溅丢率和能够达到银色焊色的标准。

CMT焊接目前国内外低热输入焊接新工艺CMT(cold metal transfer)一冷金属过渡焊是低热输入焊接工艺中的佼佼者,CMT技术是福尼斯公司开发的一种低热输入焊接工艺。
该技术在熔滴短路时电源输出电流几乎为零,同时焊丝回抽帮助熔滴脱落,实现熔滴“冷”过渡,大大降低了焊接过程的热输入。
1.CMT焊接研究现状图1 CMT焊与P-MIG焊熔滴过渡形式分布CMT技术的发展过程经历了几个阶段:90年代初,奥地利福尼斯公司是为研究钢铝的异种焊接而开始;到90年代末,开发了无飞溅引弧技术(SFI,此技术为CMT的研究奠定了基础;在接下来的几年到1999年,使得CMT技术得以问世;到2010年,Fronius公司对CMT焊接系统进行开发,发展到了CMT Advanced和CMT Advanced +P焊接技术。
发展到现在,CMT焊与P-MIG焊熔滴过渡形式电流电压的分布如图1所示,CMT技术的热输入量达到的范围明显的小于P-MIG。
CMT技术创新的将熔滴过渡过程与送丝运动相结合,该创新处大大降低了焊接过程的热输入量,真正实现了无飞溅焊接。
此焊接工艺不仅提高焊后工件表面质量,还减小金属的损失,降低焊接过程中的烟尘、有害气体,对环境的污染进一步减小是一种绿色环保的焊接技术。
目前CMT焊接的研究主要涉及到薄板焊接、异种焊接、钎焊等,利用的均是其热输入低的特点。
CMT焊可以焊接薄板低至0.3mm的超薄板,CMT焊接工艺己研究应用的有3 mm及以下的铝合金焊接、镁铝异种焊接、铝钢异种焊接、钦铜异种焊接等。
CMT技术问世后专家学者不断的进行研究,目前关于CMT技术复合热源也出现了。
国外学者利用CMT-GMAW焊接镍基超耐热不锈钢,河北科技大学也正在研究利用CMT与高频复合焊接铝锂合金。
2. CMT焊接原理与特点CMT(冷金属过渡技术)的熔滴过渡形式是在短路过渡基础上开发的,普通的短路过渡过程如下:焊丝端部熔化形成熔滴,熔滴与熔池接触形成小桥,焊丝在小桥处爆断,短路时伴有大的电流和飞溅。
cmt焊接技术一、引言随着工业技术的不断发展和人们对高品质产品的需求不断提高,焊接技术作为一种常见的金属连接方式,在现代工业生产中占有重要地位。
而其中的cmt(Cold Metal Transfer)焊接技术,由于其高效、高质、环保等诸多优点,成为了焊接技术领域的一种新宠。
本文旨在介绍cmt焊接技术的原理、特点、应用及发展前景等相关内容。
二、cmt焊接技术的基本原理cmt焊接技术是一种反向短脉冲焊接技术。
它通过控制焊丝的进给速度,采用短周期中断焊丝电弧的方式,将焊丝熔化后送入焊缝处,从而实现金属材料的连接。
该技术的独特之处在于,它能够在低温、低压力和低能量输入的条件下完成熔池的形成,因此被称为“冷金属转移”(Cold Metal Transfer)。
cmt焊接技术的原理如图1所示。
图1 cmt焊接技术原理示意图三、cmt焊接技术的特点1、高效cmt焊接技术采用短脉冲的方式进行焊接,高速往返的电弧能够使焊丝的熔化速度和熔池的稳定性得到极大提高,从而完成更加高效的焊接工作。
2、高质cmt焊接技术在焊接过程中,由于电弧间断和自动控制技术的应用,焊缝处产生的熔渣及气孔等缺陷得到了充分抑制,从而大幅度提高了焊缝的质量和可靠性。
3、环保cmt焊接技术采用的短周期中断焊丝电弧的方式,在焊接过程中产生的飞溅和烟尘等有害物质明显减少,从而有效减少了对环境的污染。
4、适应性强由于cmt焊接技术可以在低能量输入的条件下完成焊接,因此它适用于各种金属材料、不同厚度的工件的焊接,使得焊接应用更加广泛。
5、操作简便cmt焊接技术采用数字化控制系统,可以通过触摸屏进行操作,并可根据焊接要求自动选择并控制焊接参数,操作过程简单方便。
四、cmt焊接技术的应用cmt焊接技术的应用非常广泛,可以用于汽车、航空、船舶、建筑、电力、电子、冶金等各种领域。
具体来说,cmt焊接技术可以用于以下几个方面:1、汽车制造汽车制造是cmt焊接技术的主要应用领域之一。
cmt焊接工艺
"CMT" 是Cold Metal Transfer(冷金属传递)的缩写,是一种由Fronius公司开发的先进的焊接工艺。
CMT焊接工艺主要用于对热敏感性较高的材料进行焊接,尤其是对铝和其他合金的焊接,以及对薄板的焊接。
以下是CMT焊接工艺的一些特点和步骤:
特点:
1.低热输入:CMT焊接工艺的特点之一是低热输入,这有助于
减少对焊接材料的热影响,特别适用于薄板和热敏感性材料。
2.高精度:CMT焊接能够提供高精度的焊接,因为焊接时金属
以一个精确的速度传递,有助于控制焊接过程。
3.减少飞溅:相对于传统的MIG/MAG焊接,CMT焊接减少了飞
溅的问题,这降低了后续工艺的复杂性。
4.适用于薄板:由于其低热输入和高精度,CMT焊接工艺特别
适用于对薄板的焊接。
5.逆变电源:CMT焊接通常使用逆变电源,这使得焊接过程更
为灵活和可控。
步骤:
1.设定参数:根据具体的焊接任务和焊接材料,设定CMT焊接
机的参数,包括电流、电压、传递速度等。
2.准备工作:清理并准备待焊接的材料表面,确保焊接区域干净,
并进行适当的夹持或定位。
3.启动焊接:开始焊接时,CMT焊接机会控制电流和传递速度,
使得金属以一种特殊的方式传递,从而实现精确控制的焊接。
4.焊接完成:完成焊接后,等待焊接区域冷却,然后进行必要的
清理和处理。
CMT焊接工艺由于其低热输入和高精度的优势,逐渐在一些特殊焊接应用中得到了广泛应用。
在应用CMT焊接工艺时,建议根据具体的焊接任务和材料要求,进行仔细的参数设定和实施。
伏能士cmt 冷金属过渡工艺哎呀,说起伏能士CMT(冷金属过渡)工艺,这可真是个技术活儿,得慢慢道来。
你知道的,焊接这事儿,听起来简单,不就是把两块金属给粘一块儿嘛,但实际操作起来,那可是一门大学问。
记得有一次,我去了一个朋友的工厂,他们那儿正忙着搞焊接。
我那朋友是个老焊工,手艺那是没得说。
那天,他给我展示了他们新引进的伏能士CMT工艺,说是这玩意儿能提高焊接质量,还能降低成本。
我看着他操作,那叫一个细致。
首先,他得把那金属板给固定好,不能有一丝一毫的晃动。
然后,他拿起那焊枪,开始预热。
这预热可有讲究,温度得控制得恰到好处,太高了金属会烧坏,太低了又焊不牢。
预热完了,他就开始焊接了。
这CMT工艺,最神奇的地方就是那冷金属过渡。
你看,他一边焊接,一边用那焊枪头轻轻触碰焊缝,就像是在给金属做按摩似的。
这冷金属过渡,其实就是在焊接过程中,让焊缝始终保持在一个较低的温度,这样可以减少热影响区,避免金属结构的变化。
我看着他那专注的样子,真是佩服。
他告诉我,这CMT工艺还有个好处,就是焊接速度可以提高,而且焊缝更加平滑,没有那些难看的焊渣。
我看着那焊缝,确实,比我以前见过的焊接要干净多了。
焊接完成后,他还得检查一遍,看看有没有漏焊或者焊缝不均匀的地方。
这可是个细致活儿,得用放大镜一点一点地看。
我看他那认真的样子,心想,这焊接,还真不是随便哪个人都能干的。
最后,他满意地点了点头,说这焊接质量没问题。
我看着那光滑的焊缝,心想,这伏能士CMT工艺,还真是名不虚传。
所以啊,伏能士CMT工艺,不仅仅是一项技术,更是一种艺术。
它需要焊工的精湛技艺和对细节的极致追求。
下次你看到那些精美的焊接作品,别忘了,那背后可是有着像我朋友这样的焊工,用他们的双手和智慧,一点一滴地打造出来的。
世界有色金属 2021年 7月上12冶金冶炼M etallurgical smeltingCMT 高速焊接超薄金属板工艺技术黄 露,冯波,渡辺吾朗,罗时清(吉利汽车研究院(宁波)有限公司,浙江 宁波 315336)摘 要:近年随世界环保意识的加强,不断在以石油为代表的化石燃料使用中得到体现,在产业界对二氧化碳的排出量也要求削减。
其中尤以汽车的趋势越来越严峻,各国也在优化完善相关燃费的规章制度。
所谓提高燃费政策是有动力部件的效率化,脱汽油化的动力系统改善和车辆轻量化两个方面。
后者是从钢到铝合金和炭素纤维强化树脂(CFRP)的高级轻量材料的替换,主要推动高级车上。
另外,根据IT产业和纳米技术的发达,焊接可扩大到除钢铁以外的铝合金等各种材料的极薄板,以前技术不能对应的需求都可以对应。
澳大利亚的Fronius公司长年研究开发的新的焊接法CMT工艺可以对应这些需求。
CMT是Cold Metal Transfer首字母的略称,也是MIG/MAG焊的一种,通过全新的设备熔滴切断进行熔滴移行,可焊接极薄板,铁和铝等特殊的异种金属接合材料。
关键词:CMT;高速焊接;超薄金属板;工艺技术中图分类号:TG456.7 文献标识码:A 文章编号:1002-5065(2021)13-0012-2CMT high speed welding technology of ultra thin metal plateHHANG Lu, FENG Bo, DU Bian wu lang, LUO Shi-qing(Geely Automotive Research Institute (Ningbo) Co., Ltd., Ningbo 315336, Zhejiang)Abstract: In recent years, as the world's awareness of environmental protection has strengthened, it has been continuously reflected in the use of fossil fuels represented by petroleum, and the industry has also demanded reductions in carbon dioxide emissions. Among them, the trend of automobiles is becoming more and more severe, and countries are also optimizing and perfecting relevant regulations and systems for fuel consumption. The so-called fuel economy policy is to improve the efficiency of power components, improve the power system of degassing, and reduce the weight of vehicles. The latter is a replacement of advanced lightweight materials from steel to aluminum alloy and carbon fiber reinforced resin (CFRP), which is mainly promoted in high-end cars. In addition, due to the development of the IT industry and nanotechnology, welding can be expanded to ultra-thin plates of various materials such as aluminum alloys other than steel, and can respond to needs that cannot be met by the previous technology. Australia's Fronius company has been researching and developing a new welding method CMT process for many years to meet these needs. CMT is the abbreviation of Cold Metal Transfer's initials. It is also a type of MIG/MAG welding. The droplet migration is carried out by the new equipment droplet cutting. It can weld very thin plates, iron and aluminum and other special dissimilar metal joining materials.Keywords: CMT; high-speed welding; ultra-thin metal plate; process technology1 车身骨架用弧焊技术薄板焊接技术-送丝监控短路弧焊法。
表面过渡技术STT综述STT技术是一种新型焊接方法,具有焊接速度快、焊缝成形好、焊接缺陷易控制、飞溅少、容易操作等特点,并能使用多种保护气体。
STT技术是美国林肯公司20世纪90年代的专利技术。
它采用波形控制电源,是一种表面张力过渡焊。
STT技术适用于碳钢、不锈钢的焊接,并能使用各种保护气体,具有根焊速度快、焊缝正背面成形好、焊接缺陷易控制、飞溅少、容易操作等特点。
1、STT原理美国林肯公司研制开发了一类专用于CO2气体保护焊的电源,使用这一电源能极大地减少焊接时的飞溅,改善焊缝成形,其优越性已经在工程实践中得到证实,使飞溅减少了80%~85%。
CO2气体保护焊电源能减少飞溅的根本原因是采用了STT控制技术。
CO2气体保护焊最大的缺陷是飞溅,飞溅形成的原因是由于CO2气体保护焊在焊接时其熔滴过渡的方式是短路过渡,当焊丝与熔池金属之间形成液态金属“小桥”时,较大的短路电流流过逐渐变细的“小桥”,生较大的电阻热,电爆破理论认为,短路过程中形成的液态“小桥”被急剧加热,过量的能量积累导致液态“小桥”汽化爆断,引起飞溅。
根据电爆破理论,电爆破能量主要由在液态“小桥”爆破前100~150μs内的短路电流所决定的。
所以,控制飞溅也就是主要将液态小桥爆破前150μs内的短路电流迅速减下来。
又由于CO2气体保护焊的过渡频率在每秒几十次,这种积累的飞溅量很大,焊缝成形也受到破坏。
STT控制的焊接方法就是从根本上解决了液态“小桥”汽化爆断的问题,其核心在形成短路“小桥”后焊接电流瞬间减小,在表面张力、重力和电磁力的作用下,拉断金属“小桥”,使熔滴由短路过渡转变为自由过渡。
这种方法其实质就是利用电弧本身作为传感器来检测电弧电压,根据电压来判断熔滴过渡的瞬时形态,从而根据检测到的电弧电压的变化,按照STT的要求控制瞬时电弧电流的变化,利用表面张力的作用达到熔滴平稳过渡的目的。
2、STT+C02自动焊及控制原理焊接作为材料连接及成型工艺,已成为现代制造技术中不可缺少的部分。
CMT焊接技术工作原理资料第一篇:CMT焊接技术的概述与特点CMT焊接技术是一种新型的金属焊接方法,在焊接过程中可以减少热输入,缩小焊缝尺寸,并且可以降低氧化还原反应的速度,从而实现高效、高质量的焊接效果。
在CMT焊接技术中,电弧稳定性好,并且对电极侵蚀小,焊接速度高,而且可以保持焊缝形貌一致、残留应力小、变形小等优点。
CMT焊接技术的主要特点有以下几个方面:1、降低热输入:通过调整传递的电流、电压和电极丝的推进速度等参数,CMT焊接技术可以降低焊接热输入,从而防止产生过热现象,避免材料失真或变形;同时在焊接不同材料(如钢、铝等)时,CMT 可以极大的降低热输入,这对于夹杂杂质很少的铝合金来说,CMT非常适用。
2、可在较低功率下实现高效焊接:根据不同的焊接工件材料,通过调整焊接参数,CMT 焊接技术可以实现较低功率下高效焊接的目的,从而大大提高了焊接生产效率,并且降低了产品成本。
3、焊缝尺寸小且成型良好:由于CMT 焊接技术可以控制焊接金属融化量,因此焊缝尺寸可以减小,同时焊缝成型也非常良好,并且不会出现蜂窝孔、凹陷等缺陷。
4、适合焊接各种材料:在CMT 焊接技术中,适用于铝和铝合金的焊接,以及对不同的金属(如铜、钛)进行焊接等,可通过 CMT 焊接技术实现。
总体来说,CMT 焊接技术以其高效、高质量、高稳定性的焊接效果,是当今金属焊接领域值得研究和推广的一种新型金属焊接技术。
第二篇:CMT焊接技术的工作原理CMT焊接技术是一种填充型焊接方法,它采用短弧传输模式,通过水平方向的高频振动和具有内外辊压装置的无极调速推进器来实现焊接。
CMT 焊接技术的工作原理主要有以下几个方面:1、推进器工作原理:CMT 焊接技术的推进器由电极丝进给系统和针对不同工件尺寸的辊压装置组成,辊压装置通过驱动推进器实现对工件表面的钝化压力,从而减少氧化及引入夹杂物的可能性。
2、焊接模式:CMT 焊接技术采用了短弧传输模式,因为短弧可以降低热输入量,并且对于针对薄壁零件实现具有优势,如足以通过叩击强行传送之类的加工手段焊接薄壁板件。
新型绿色环保焊接技术——CMT焊接技术摘要CMT冷金属过度焊接技术是在MIG/MAG焊的基础上开发的一种革新技术,第一次将送丝运动与熔滴过渡过程进行数字化协调,使熔滴过渡在几乎无电流的状态下进行。
CMT焊接波形控制呈现典型的直流脉冲特征,焊接时热输入较低,这样可有效减小热输入,提高对能量的利用率,并有效地消除飞溅,提高焊后工件表面质量,减小金属的损失,焊接过程中低烟尘,有害气体少,对环境的污染进一步减少,是一种绿色环保的焊接技术。
本文介绍了CMT焊接技术的工作原理,工艺流程,以及技术特点,并举例说明其发展应用状况。
关键词:CMT冷金属过渡焊接技术;熔滴过渡;无飞溅焊接;送丝运动;薄板焊接目录目录摘要 (I)目录 (II)1 绪论 (1)1.1引言 (1)2 CMT焊接技术的工作原理 (1)2.1MIG/MAG焊接技术简介 (1)2.2CMT焊技术简介 (2)3 CTM系统的组成 (3)4 CMT焊接的技术特点 (4)4.1CMT技术的主要特点 (4)4.1.1 送丝系统 (4)4.1.2 熔滴过渡时电压和电流 (5)4.1.3 焊丝的回抽运动帮助熔滴脱落 (5)4.2CMT焊较其他焊接技术的优势 (6)4.2.1 CMT焊接MIG/MAG焊的优势 (6)4.2.2 CMT钎焊工艺和激光钎焊工艺的比较 (7)5 CMT焊接技术的应用和前景 (8)5.1CMT和脉冲混合过渡技术 (8)5.2CMT在机械工程行业的应用前景 (8)6 全文总结 (9)参考文献 (10)1 绪论1.1引言随着全球资源与环境保护问题的日趋严峻,开发和研究新型绿色环保焊接方法已经非常迫切。
当今世界,汽车工业也正朝着节能、环保和安全的方向发展,而节能又是其中的核心问题。
节能的有效措施便是降低汽车自重,即汽车轻量化。
汽车用的铝合金和钢的混合结构轻量化可提高燃料的有效使用并有效控制空气污染,因此钢和铝合金的有效连接受到重视[1]。
然而,钢和铝的熔点存在巨大的差异,且铝与钢中的铁易产生脆性的金属间化合物。
另外,不同的热物理性能,如膨胀系数、导热率和比热,也将导致焊后巨大的内应力。
因此,熔焊的铁铝会由于产生严重的裂纹而在使用中损坏。
冷金属过渡技术CMT是将送丝与熔滴过渡过程进行数字化协调。
当焊机的DSP处理器监测到一个短路信号时,就会切断电流,并将信号反馈给送丝机,送丝机作出回应回抽焊丝,从而使得焊丝与熔滴分离,使熔滴在无电流状态下过渡。
通过协调送丝监控和过程控制实现了焊接过程中“冷”和“热”的交替。
CMT同时具备许多优点:焊接过程中,热输入量小;无飞溅起弧,减少了焊后清理工作;能够进行薄板对接焊而不需要对工件进行背面气体保护。
良好的搭桥能力使得焊接过程操作容易,特别适用于自动焊[2]。
CMT(Cold Metal Transfer)冷金属过渡技术是在MIG/MAG焊基础上开发的一种革新技术。
CMT技术颠覆了传统,将焊丝的运动与焊接过程结合起来,严格控制熔滴过渡中的输入,降低焊接热输入和金属飞溅。
2 CMT焊接技术的工作原理2.1 MIG/MAG焊接技术简介MIG焊是熔化极惰性气体保护焊,MAG焊是熔化极活性气体保护焊。
MIG/MAG焊如图1所示。
MIG/MAG焊是目前应用广泛,高效、经济的焊接工艺,但同时存在焊接热输入量大、变形大,飞溅无法避免等缺点,在薄板焊接方面的应用受到限制[3]。
这是MIG/MAG焊熔滴过渡的形式决定的。
MIG/MAG焊熔滴过渡根据焊接电流的不同共有三种形式:短路过渡、颗粒过渡和射流过渡,分别适用于不同板厚、不同焊接效率要求的场合。
MIG/MAG焊的熔滴过渡过程由电压和电流参数进行控制,与焊丝的运动状态关系不大。
图1 MIG/MAG焊示意图MIG/MAG焊的主要特点是焊接质量好;焊接生产率高;无脱氧去氢反应,易形成焊接缺陷,对焊接材料表面清理要求特别严格;抗风能力差;焊接设备复杂。
可应用于几乎所有的金属材料,主要用于有色金属及其合金,不锈钢及某些合金钢的焊接。
最薄厚度约为1mm,最大厚度基本不受限[4]。
2.2 CMT焊技术简介CMT冷金属过渡焊接技术是一种无焊渣飞溅的新型焊接工艺技术。
CMT技术颠覆了传统,将焊丝的运动与焊接过程结合起来,严格控制熔滴过渡中的输入电流,大幅度降低了焊接热输入。
CMT焊接技术为MIG/MAG焊的应用开拓了新的领域,MIG/MAG熔滴过渡的形式也被赋予了全新的定义(如图2)。
图2 熔滴过渡形式MIG/MAG焊的熔滴过渡是传统的短路过渡,其短路过程是:形成电弧加热焊丝——焊丝熔化形成熔滴——熔滴长大,同熔池短路——短路桥爆炸,熔滴脱落。
在熔滴形成、脱落过程中都伴有大的短路电流输入,容易形成飞溅。
而CMT过渡方式正好相反,如图3,在熔滴短路时,数字化电源输出电流几乎为零,同时焊丝的回抽运动帮助熔滴脱落,从根本上消除了产生飞溅的因素。
(a)电弧加热,向前送丝 (b) 熔滴短路,电弧熄灭(c) 焊丝回抽,帮助熔滴脱落 (d) 送丝,重新加热图3 CMT熔滴过渡过程3 CTM系统的组成CMT系统的组成如图4所示[5]。
图4 CMT系统(1)TPS3200/4000/5000CMT电源。
全数字化微电脑处理器控制和全数字化GMA逆变电源。
(2)RCU5000i遥控器。
全文本显示的遥控器,Q-控制功能的焊接参数监控、向导指引模式、系统化的菜单结构、人工管理功能。
(3)FK4000R冷却系统。
坚固可靠,确保了对机器人焊枪的最佳冷却效果。
(4)机器人控制箱。
适用于所有型号的机器人,无论机器人是通过数字信号、模拟信号或field-bus方式进行数据传输。
(5)VR7000VCMT送丝机。
数字化控制的送丝机,适用于所有普通的送丝管。
(6)CMT Robacta 焊枪。
全数字化控制的机器人用焊枪。
无传动装置,安装有高效的双向动力学传动马达,适用于精确的送丝和恒定的接触压力。
(7)焊丝缓冲器。
削弱了两个送丝系统对焊丝的冲击力,为焊丝在两个送丝系统之间提供一个缓冲的空间。
4 CMT焊接的技术特点4.1CMT技术的主要特点4.1.1 送丝系统CMT技术首次将焊接的送丝运动同熔滴过渡过程相结合。
整个焊接系统由数字化系统和总线进行控制,焊丝的运动与焊接过程形成闭环,焊丝的送丝/回抽动作影响焊接过程,也就是熔滴的过渡过程是由送丝运动变化来控制的。
整个焊接系统(包括焊丝的运动)的运行均为闭环控制,如图5所示。
而普通的MIG/MAG 焊,送丝系统是独立的,并没有实现闭环控制[6]。
图5 CMT控制电路4.1.2 熔滴过渡时电压和电流CMT焊接系统采用数字化控制,对熔滴过渡进程进行监控。
在熔滴形成、长大时,电源输入必要的电流;而在熔滴脱落,过渡至熔池的过程中,电流输入减小,几乎为零,大幅度的降低了热输入量;之后焊丝短路,输入电流,熔滴再度形成[7]。
如此反复,形成连续焊接过程。
由此可见,整个熔滴过渡过程是一个“热-冷-热”的交替过程。
相对于传统的短路过渡,焊接热输入可减少50%以上。
同时不存在短路桥的爆炸,焊接飞溅也不会产生。
图6是CMT 焊接短路过渡过程中电流和电压的变化。
图6 CMT短路过渡电压电流变化4.1.3 焊丝的回抽运动帮助熔滴脱落传统的短路过渡是通过持续输入的电流造成短路桥爆炸,使焊丝端头的熔滴脱落,进入熔池。
CMT短路过渡后期几乎没有焊接电流,也就没有热输入,熔滴温度会迅速降低,想要促使熔滴脱落,就需要借助焊丝的动作来实现。
CMT 是通过焊丝的机械式回抽“甩掉”熔滴,如图7 所示。
CMT 的送丝系统不仅仅具有送丝的作用,还具备将焊丝回抽的功能。
通过数字化控制系统监控焊丝回抽的时间点、回抽速度、幅度等,既能保证顺利的帮助熔滴脱落,又能为下一个电弧的形成作好准备。
焊丝脱落的过程比较平和,避免了飞溅的产生。
(a) (b)(c) (d)图7 CMT短路过渡过程((a) 焊丝向前,电弧加热焊丝 (b) 熔滴长大 (c) 焊丝回抽,熔滴脱落 (d) 焊丝向前,电弧加热焊丝)4.2 CMT焊较其他焊接技术的优势4.2.1 CMT焊接MIG/MAG焊的优势(1)CMT几乎无电流状态下的熔滴过渡。
焊接热输入量极低(见图8)不用背衬就可焊接薄板和超薄板(可达0.3mm)焊接变形小.普通MIG焊CMT焊母材—厚2mm的AlMg3;焊丝—厚1.2mm的AlSi5图8 热输入量的比较(2)CMT焊弧长控制精确电弧更稳定。
普通MIG/MAG焊弧长是通过电压反馈方式控制的容易受到焊接速度变化和工件表面平整度的影响,而CMT方法则不然。
CMT的电弧长度控制是机械式的,它采用闭环控制并监测焊丝回抽长度,即电弧长度。
在干伸长或焊接速度改变的情况下电弧长度也能保持一致。
其结果就保证了CMT电弧的稳定性,即使在焊接速度极快的前提下,也不会出现断弧的情况。
(3)均匀一致的焊缝成形,焊缝熔深一致,焊缝质量重复精度高。
普通MIG/MAG焊在焊接过程中,焊丝干伸长改变时,焊接电流会增加或减少。
而CMT 焊焊丝干伸长改变时,仅仅改变送丝速度,不会导致焊接电流的变化从而实现一致的熔深,加上弧长高度的稳定性就能达到非常均匀一致的焊缝外观成形。
(4)真正做到无飞溅。
在短路状态下焊丝的回抽运动帮助焊丝与熔滴分离。
通过对短路的控制,保证短路电流很小,从而使得熔滴过渡无飞溅,焊后清理工作量小。
通过CMT技术可以轻松的实现无飞溅焊接,钎焊接缝,碳钢与铝的焊接,0.3mm超薄板的焊接以及背面无气体保护的对接构件的焊接。
(5)具有良好的搭桥能力。
装配间隙要求降低。
1mm薄板的搭接接头间隙允许达到1.5mm。
(6)具有更快的焊接速度。
1mm厚的铝板对接可达到250cm/min,CMT钎焊电镀锌板可达到150cm/min。
(7)低烟尘,有害气体少。
由于CMT技术输入热量少,因此,在焊接过程中既能减少锰铬氧化物的产生,也减少了臭氧、氮氧化物等有毒气体的产生。
4.2.2 CMT钎焊工艺和激光钎焊工艺的比较以侧围—落水槽焊接为例:左侧焊缝采用激光钎焊,右侧焊缝采用CMT钎焊。
CMT钎焊后试样进行处理,如图9。
图9 CMT钎焊后试样处理(1)试样进行处理后进行防腐性能测试,所有试样均未发生表面漆剥落、腐蚀等现象。
(2)CMT钎焊后截取焊缝。
取自焊缝不同断面的金相试样,分析结果均为合格。
(3)CMT钎焊工艺比激光钎焊工艺的经济性要好的多。
5 CMT焊接技术的应用和前景5.1 CMT和脉冲混合过渡技术CMT技术提供了一个最低能量的平台,Fronius公司在此基础上将CMT过渡和脉冲过渡进行结合,实现了交替过渡的焊接模式。
即一个CMT熔滴过渡后,过渡方式转为一个或几个脉冲过渡。
通过这种方式使得MIG/MAG焊的热输入量可以进行自由调整,以达到理想的焊缝背面成形,如图10所示,或者是提高薄板焊接速度。