SWRH82B盘条拉拔断裂原因分析
- 格式:pdf
- 大小:191.20 KB
- 文档页数:4
82B盘条拉拔脆断原因分析及改进措施盘条拉拔脆断问题是较为突出的一类盘条生产问题。
82B盘条作为一种常见盘条,应用范围较广,展开相应的分析和研究,有助于找到拉拔脆断的实际原因,进而提出相应的改进措施,提升盘条生产的专业化水平,体现生产作业的经济性。
标签:82B盘条;生产;拉拔脆断引言82B盘条具有强度高、松弛预应力低等特点,金属加工生产行业中主要运用的原料之一。
该盘条加工后的成品主要应用于基建领域,具有经济性强、实用性突出等特点。
在82B盘条生产加工的拉拔过程中容易出现脆断现象,进而影响产品质量,导致后期的使用效果下降。
而展开82B盘条拉拔脆断原因分析及改进措施的研究,有助于后期提升生产加工质量,进而提升生产实效性,确保生产能够达到预期的一个效果水平,使生产作业的经济性和工业效应得到体现,确保生产企业能够获取实际效益。
1 造成82B盘条拉拔脆断原因分析造成82B盘条拉拔脆断原因较多,总体归纳具体是四方面的主要原因。
只有对这些造成拉拔脆断的原因进行细致的剖析和研究,才能确保后期工艺改良取得实效,使生产的工艺水平和成品质量得到保证。
1.1 网状渗碳体组织存在造成盘条拉拔脆断本次研究对拉拔过程中出现过脆断的材料和拉拔正常完成的盘条分别进行了取样试验,展开相应的金相检验分析。
分析结果显示,存在拉拔脆断现象的盘条中存有明显的网碳金相组织,而反观拉拔工艺正常完成的盘条,其内部基本无网碳金相组织(图1)。
图1渗碳体是一种较为常见的合物相,其具有较高的硬度,在珠光体和铁素体组织当中渗碳体对成品的强度起到关键作用,但其延伸率相对是非常低的,发生较大延伸时通常都会造成后期的断裂源,进而形成杯锥状断口。
而对于82B这类过共析钢而言,当钢材从奥氏体相以相对慢的速度冷却时,首先其在奥氏体晶界形成渗碳体,最终会以网状渗碳体的状态存在于索氏体的晶体位置。
网状的渗碳体对盘条拉拔组织有着非常大的影响,是容易产生断裂源的位置,往往下一步就会出现拉拔断裂。

预应力钢绞线用热轧盘条SWRH82B拉拔断丝分析及工艺改进【摘要】本研究旨在分析预应力钢绞线用热轧盘条SWRH82B的拉拔断丝工艺,并提出工艺改进方案。
首先对SWRH82B的特性进行分析,然后对拉拔断丝工艺现状进行评估,并分析存在的问题。
接着提出工艺改进方案,并对改进效果进行评估。
研究结果表明,工艺改进对预应力钢绞线用热轧盘条SWRH82B具有显著影响,能够提高产品质量和生产效率。
结论总结了研究成果,并展望了未来研究方向。
通过本研究,可以为预应力钢绞线生产工艺的改进提供参考,促进行业的发展与进步。
【关键词】预应力钢绞线、热轧盘条SWRH82B、拉拔断丝、工艺改进、特性分析、存在问题、工艺改进方案、效果评估、影响、研究成果、未来研究方向1. 引言1.1 研究背景预应力钢绞线是现代建筑领域中常用的一种材料,具有高强度、耐久性好等优点。
而预应力钢绞线中的热轧盘条SWRH82B作为其主要原材料之一,其质量和性能直接影响着预应力钢绞线的品质和使用寿命。
目前,国内外关于热轧盘条SWRH82B的研究仍存在一些问题和不足,如存在拉拔断丝过程中易出现细微裂纹、表面粗糙度高等情况,影响了产品的质量和生产效率。
深入研究热轧盘条SWRH82B的特性及拉拔断丝工艺,解决存在的问题并提出具体的工艺改进方案,对于提高预应力钢绞线品质和生产效率具有重要意义。
本文将对热轧盘条SWRH82B的特性进行分析,对拉拔断丝工艺现状进行研究,并提出相应的改进方案,以期为预应力钢绞线生产提供技术支持和参考。
1.2 研究目的本文旨在通过对预应力钢绞线用热轧盘条SWRH82B拉拔断丝工艺进行分析和改进研究,解决目前存在的问题,提高产品质量和生产效率。
具体研究目的包括:1. 分析预应力钢绞线用热轧盘条SWRH82B的特性,探讨其在拉拔断丝过程中的性能表现和影响因素;2. 对现有的拉拔断丝工艺进行综合分析,找出存在的问题和不足之处;3. 提出相应的工艺改进方案,包括优化工艺参数、改进设备和工艺流程等方面;4. 评估工艺改进的效果,验证改进方案的可行性和实用性。
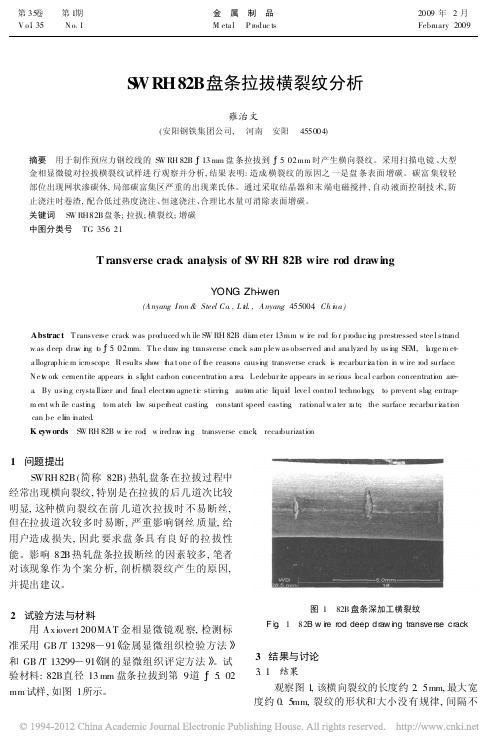
第35卷第1期金属制品2009年2月V o l135N o11M eta l P roduc ts February2009 S WRH82B盘条拉拔横裂纹分析雍治文(安阳钢铁集团公司,河南安阳455004)摘要用于制作预应力钢绞线的S W RH82Bª13mm盘条拉拔到ª5.02mm时产生横向裂纹。
采用扫描电镜、大型金相显微镜对拉拔横裂纹试样进行观察并分析,结果表明:造成横裂纹的原因之一是盘条表面增碳。
碳富集较轻部位出现网状渗碳体,局部碳富集区严重的出现莱氏体。
通过采取结晶器和末端电磁搅拌,自动液面控制技术,防止浇注时卷渣,配合低过热度浇注、恒速浇注、合理比水量可消除表面增碳。
关键词S W RH82B盘条;拉拔;横裂纹;增碳中图分类号TG356.21T ransverse crack analysis of S W RH82B wire rod drawingYONG Zh-iwen(A nyang I ron&Steel Co.,L t d.,A nyang455004,Ch i na)Abstrac t T ransverse crack was produced wh ile S W RH82B dia m eter13mm w i re rod fo r produc i ng prestressed stee l strand w as deep dra w i ng t oª5.02mm.T he draw i ng transverse crack sa m ple w as observed and ana lyzed by us i ng SE M,l a rge m e-ta llographic m icro scope.R esults show t ha t one o f t he reasons causi ng transverse crack i s recarbur i za ti on i n w ire rod surface.N e t w ork cementite appears i n sli ght carbon concentrati on a rea.L edebur ite appears in se rious l oca l carbon concentrati on are-a.By usi ng crysta llizer and fina l electro m agne ti c stirri ng,auto m atic li qui d leve l contro l techno l ogy,to prevent slag entrap-m ent wh ile casti ng,to m atch l ow superheat casting,constant speed casti ng,rati onal wa ter ra te,the surface recarbur i za ti on can be e li m i nated.K eywords S W RH82B w i re rod;w iredra w i ng;transverse crack;recarburization1问题提出SWRH82B(简称82B)热轧盘条在拉拔过程中经常出现横向裂纹,特别是在拉拔的后几道次比较明显,这种横向裂纹在前几道次拉拔时不易断丝,但在拉拔道次较多时易断,严重影响钢丝质量,给用户造成损失,因此要求盘条具有良好的拉拔性能。
预应力钢绞线用热轧盘条SWRH82B拉拔断丝分析及工艺改进一、引言预应力钢绞线是一种用于建筑工程中的重要材料,它具有优异的力学性能和耐久性,能够有效地增强混凝土结构的承载能力和抗风抗震性能。
预应力钢绞线的品质直接影响到建筑工程的安全和质量,其中预应力钢绞线用热轧盘条SWRH82B是一种常用的原材料,其拉拔断丝工艺对制造预应力钢绞线的品质和性能具有重要影响。
本文将对预应力钢绞线用热轧盘条SWRH82B的拉拔断丝工艺进行分析,并提出相应的工艺改进方案,以期提高预应力钢绞线的品质和生产效率。
二、SWRH82B的拉拔断丝工艺分析SWRH82B是一种低碳微合金钢,具有较高的强度和韧性,是制造预应力钢绞线的理想材料。
在生产过程中,SWRH82B首先经过热轧成形成盘条,然后进行拉拔断丝工艺,将其加工成细丝,最终用于预应力钢绞线的制造。
1. 热轧成形热轧成形是将SWRH82B的原料坯料在高温下通过轧机进行成形,使其呈现出所需的形状和尺寸。
在热轧成形的过程中,需要控制好轧制温度、轧制速度和轧制力度,以保证盘条的均匀性和稳定性。
2. 拉拔断丝拉拔断丝是将热轧盘条通过拉拔机进行加工,将其加工成细丝。
在拉拔断丝的过程中,需要考虑到拉拔比、拉拔速度、拉拔温度、模具和润滑剂等因素,以保证断丝的尺寸精度和表面质量。
三、SWRH82B拉拔断丝工艺存在的问题虽然SWRH82B具有优异的力学性能和加工性能,但在拉拔断丝工艺中仍然存在一些问题:1. 断丝质量不稳定:在拉拔断丝过程中,断丝的尺寸精度和表面质量不稳定,存在一定的波动和偏差。
2. 拉拔机损耗大:由于SWRH82B的高强度和韧性,导致拉拔机的磨损速度较快,增加了设备的维护成本和生产成本。
3. 生产效率低:目前的拉拔断丝工艺存在一定的瓶颈,生产效率较低,难以满足市场需求。
1. 优化拉拔工艺参数:通过对拉拔比、拉拔速度、拉拔温度等工艺参数进行优化调整,以提高断丝的尺寸精度和表面质量稳定性。

SWRH82B头尾脆断原因分析及改进针对终端用户使用我厂SWRH82B产品在开卷、机械剥壳过程,头部、尾部频繁发生断裂,断口呈斜劈状,严重影响生产效率。
文章分析脆断形貌及特征,找出脆断产生的原因,对此提出相应的改进措施,降低用户使用断丝率。
标签:脆断;形貌;措施1 概述SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛应用于高层建筑、大跨度桥梁、铁路、机场、电站、大坝等重大工程,因此对材料的质量提出了很高的要求。
这就要求原始盘条应具有稳定的化学成分、纯净的钢质、优良的力学性能,不能有显著影响拉拔性能的内部和表面缺陷。
用户试用柳钢直径12.5mm SWRH82B盘条,在开卷过程,头部、尾部发生脆断,断丝率高达百米5.0,严重影响了生产连续性和用户对产品的认可度。
为不断提高产品质量,满足用户使用要求,本文对断口形貌进行分析,提出减少头尾脆断的措施与方法,有效降低断丝率。
2 生产工艺我厂生产工艺流程:脱硫铁水→150t转炉→LF精炼→RH精炼→165mm×165mm方坯连铸→堆冷→高速线材轧制直径12.5mm盘条→斯太尔摩线控冷→成品检验。
终端用户SWRH82B盘条生产高强度预应力钢绞线过程为:12.5mm热轧盘条→酸洗→磷化→皂化→晾干→干式拉丝机9道次连续拉拔至 5.05mm→自然时效(3天)→捻绳(5.05×6+5.2×1= 15.2)→稳定处理(在线375℃高频感应加热回火+水冷)→矫直→预张力→盘卷→检验→打包入库。
3 头尾脆断原因分析3.1 生产工艺核查该批次82B的生产工艺和设备状况,此次生产未做任何工艺调整,冶炼过程稳定,成分、夹杂物、铸坯质量等控制良好,生产设备状况良好;轧制过程未见异常,轧制温度、吐丝温度等控制良好,盘条头尾已剪除干净(头部剪6圈,尾部剪4圈),生产设备状况良好。
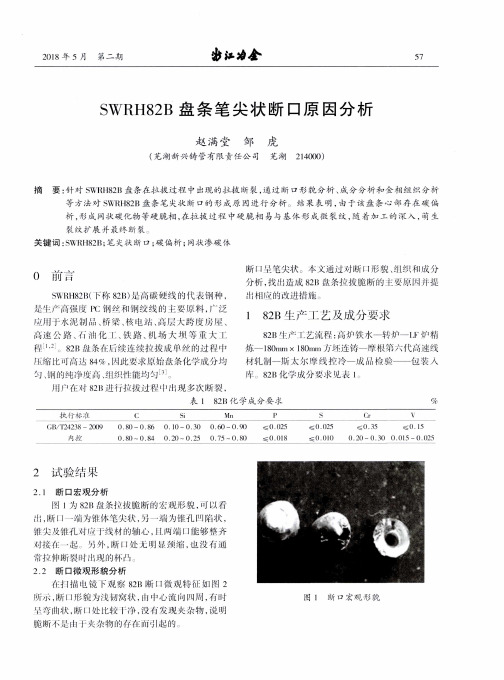
3.2 开卷过程样貌盘条原料头部、尾部脆断主要发生在开卷工序和机械剥壳工序,断口形貌(见图1)。
2019年第5期82B 热轧盘条用于生产高强度低松弛预应力钢丝及钢绞线,产品广泛用于高层建筑、大跨度桥梁、高速公路、核电站等重点工程。
其拉拔工艺主要为Φ12.50mm 盘条→机械剥壳→在线酸洗→磷化→皂化→8道次连续拉拔至Φ5.05mm 的钢丝,最终捻制成Φ15.20mm 的钢绞线。
82B 热轧盘条试制初期,用户在放线、机械剥壳过程及第1、2道次拉拔时频繁发生盘条断裂现象,严重影响了生产效率。
本文采用光学显微镜、显微硬度计和扫描电镜对拉拔断裂试样进行检验分析,可望查找断裂产生的原因并进行整改。
断口观察(一)宏观形貌Φ12.50mm 82B 盘条脆断通常发生在放线架、机械剥壳及第1、2道次拉拔的位置,断口形貌均为斜茬状,断口处无塑性变形,脆性断裂特征明显,断裂源位置均发现存在表面机械损伤,典型断口宏观形貌见图1。
断裂大部分发生在盘条头部或尾部1~10圈内,少部分发生在盘条中部。
盘条脆断原因分析与改进李西德,赵贤平,钱学海(技术中心),梁龙清(转炉炼钢厂)a ———放线断口;b ———机械剥壳断口;c ———第1、2道次拉拔断口;d ———第1、2道次拉拔断口图1典型断口宏观形貌(二)微观断口特征断口试样经超声波清洗之后利用ZEISS E-VO18型扫描电子显微镜观察断口,在盘条边部的裂纹源(见图2a )位置对应的盘条表面发现有明显的机械损伤(见图2b )。
该区域放大观察呈横向技术论坛542019年第5期显微组织分析(一)放线架及机械剥壳断裂试样取图1a 、b 断口横截面试样经镶嵌和磨抛制成金相观察样,经4%(体积分数)硝酸酒精溶液腐蚀后在光学显微镜下观察。
正常边部组织为索氏体+珠光体+少量铁素体,索氏体化率为92%~95%(见图3a ),但在断裂源对应的边部位置发现外层存在厚度为20~50μm 的异常组织(见图3b )。
利用显微硬度计测得该异常组织平均硬度值(HV1)为910,由此可以判定异常组织为马氏体。
预应力钢绞线用热轧盘条SWRH82B拉拔断丝分析及工艺改进【摘要】本文针对预应力钢绞线制作过程中使用的热轧盘条SWRH82B进行了拉拔断丝分析及工艺改进研究。
在探讨了研究的背景、目的和意义。
在分析了预应力钢绞线的特点、SWRH82B热轧盘条的拉拔断丝情况以及现有工艺存在的问题。
随后对工艺改进方案进行了探讨,并评价了工艺改进实施的效果。
最后在结论部分验证了工艺改进的可行性和效果,展望了未来研究方向,并对研究进行了总结。
本文通过对热轧盘条的使用进行分析和工艺改进,为预应力钢绞线的生产提供了重要参考,为提高产品质量和生产效率做出了贡献。
【关键词】预应力钢绞线、热轧盘条、SWRH82B、拉拔断丝、工艺改进、可行性、效果验证、研究展望、结论总结1. 引言1.1 研究背景预应力钢绞线是一种广泛应用于工程领域的材料,具有高强度、耐腐蚀、抗疲劳等优点,在桥梁、建筑、铁路等工程中得到了广泛的应用。
预应力钢绞线的质量直接影响到工程结构的安全性和稳定性,因此对预应力钢绞线的生产工艺进行研究和改进具有重要意义。
研究表明,预应力钢绞线的质量受到多种因素的影响,其中热轧盘条的质量是一个关键因素。
SWRH82B是一种常用的预应力钢材料,其在生产过程中易产生拉拔断丝等质量问题,影响预应力钢绞线的质量。
对SWRH82B热轧盘条的拉拔断丝进行分析和研究,有助于找出问题的根源并提出解决方案。
当前,虽然在预应力钢绞线的生产工艺中已经采取了一些措施来改进质量,但仍然存在一些问题。
有必要对现有工艺进行深入分析,并探讨工艺改进的方案,以提高预应力钢绞线的质量和产量。
通过本次研究,将有助于改善预应力钢绞线的生产工艺,提升产品质量,满足工程建设的需求。
1.2 研究目的本研究的目的是通过对预应力钢绞线用热轧盘条SWRH82B拉拔断丝的分析,探讨现有工艺中存在的问题,并提出相应的工艺改进方案。
通过对工艺改进实施效果的评价,验证改进方案的可行性和效果。
预应力钢绞线用热轧盘条SWRH82B拉拔断丝分析及工艺改进摘要:预应力钢绞线是建筑工程中常用的材料,其质量直接影响到建筑物的安全和稳定。
热轧盘条SWRH82B是预应力钢绞线的原材料之一,其在拉拔断丝过程中存在一定的问题,需要进行分析并进行工艺改进。
本文通过对SWRH82B的拉拔断丝过程进行分析,提出了一些工艺改进的方法,以提高预应力钢绞线的质量。
引言1.1 SWRH82B热轧盘条的拉拔断丝工艺SWRH82B热轧盘条是一种常用的钢材,其拉拔断丝工艺是将热轧盘条经过拉拔机拉拔成合适尺寸的绞线。
具体工艺流程包括:热轧盘条入料→坯料预拉拔→热处理→冷拉拔→水槽冷却→精拉拔→水槽冷却→绞丝。
(1)表面质量不佳:SWRH82B热轧盘条在拉拔断丝过程中,容易出现表面粗糙、氧化皮等质量问题,影响后续处理工艺和产品质量。
(2)尺寸偏差较大:拉拔断丝后的SWRH82B绞线,其尺寸偏差较大,未能满足预应力钢绞线的质量要求。
2.1 优化热处理工艺在拉拔断丝过程中,热处理工艺对SWRH82B的质量影响较大。
优化热处理工艺,可以有效提高SWRH82B热轧盘条的表面质量和尺寸稳定性。
具体来说,可以通过调整热处理温度、保温时间等参数,使热处理效果更加均匀,提高SWRH82B的硬度和强度,减少拉拔断丝过程中的变形和尺寸偏差。
2.2 加强设备维护和保养拉拔机是SWRH82B热轧盘条拉拔断丝的重要设备,其性能直接关系到产品质量。
加强拉拔机的设备维护和保养,可以有效降低拉拔断丝过程中的摩擦阻力,减少表面质量不佳和尺寸偏差的问题。
在冷拉拔和精拉拔过程中,水槽冷却是必不可少的工艺环节。
优化水槽冷却工艺,可以有效控制SWRH82B的温度变化,减少拉拔过程中的热应力,提高产品的表面质量和尺寸稳定性。
结论(2)针对SWRH82B的质量问题,可以采取一些工艺改进的方法,如优化热处理工艺、加强设备维护和保养、优化冷却工艺等,以提高产品的质量和性能。