水轮发电机定子安装工艺及流程课件s
- 格式:ppt
- 大小:4.41 MB
- 文档页数:45
梧州桂江电力有限公司水轮机发电机定子吊装1定子吊出前准备工作1.1定子引出线已拆除。
1.2流道盖板已拆除。
1.3冷却水系统相关部件已拆除。
1.4冷却风机已拆除。
1.5受油器及其支架已拆除,操作油管已往下游侧拔出。
1.6发电机滑环已拆出。
1.7灯泡头已拆出并吊至流道内放置。
1.8在流道内搭设检修平台。
2定子吊出技术措施。
2.1在定子法兰上游侧安装十字加强支架。
2.2按图纸要求安装专用工具。
2.3松出定子法兰与管形座法兰联接销钉及螺栓。
2.4利用桥机将定子往上游侧平移,直至与转子完全脱开后吊至安装间用枕木垫子放水平。
3定子吊入技术措施。
3.1定子吊入安装前应具备的条件。
3.1.1转子已检修完毕。
3.1.2管型座上游侧法兰面的平面度偏差不大于0.1mm/m,用刀形样板平尺检查无高点、毛刺。
3.1.3检查定子法兰面应符合要求,并将密封盘根粘于密封槽上。
3.1.4安装用于定子吊装的十字加强支架。
3.2定子翻身。
3.2.1安装定子翻身摇台,将定子翻身后拆除翻身摇台。
3.2.2定子起吊翻身前,在X、Y方向各挂一根钢琴线,其交叉高度30~50mm,起吊定子,离开地面30~50mm,测量各变形值。
并作出记录,观察有无有害变形,起吊时派专人监护桥机;提升定子500~800mm,再下降至地面约100mm左右,升降三次,以考验桥机各部件的可靠性。
3.2.3检查并清扫定子两法兰面密封槽。
4定子套装。
4.1检查完毕后将定子提升至超过行走障碍物,行走至发电机竖井上方后,缓慢下降使其落在安装小车上。
4.2上、下、左、右微量找正,利用桥机安装小车及手拉葫芦将转子慢慢往下游靠,缓慢水平移动定子,进行定子套转子工作。
4.3定子套转子时,在上游侧上、下、左、右每个间隔2个磁极插入约2mm厚、长度适宜的软木条或环氧板,进行导向监护,并保护端部绝缘,直至定子完全套入转子为止。
5定子与管型座连接。
5.1在组合螺钉拧紧前,用专用工具测量气隙,使气隙沿周向均匀。

水轮发电机组定子组装施工工法水轮发电机组定子组装施工工法一、前言水轮发电机组是一种利用水能发电的设备,其中定子组装施工工法是水轮发电机组安装过程中的关键一环。
本文将对水轮发电机组定子组装施工工法进行详细介绍,包括工法特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点水轮发电机组定子组装施工工法具有以下特点:1. 高效性:采用科学合理的施工工艺,能够快速完成定子组装工作。
2. 精确性:严格遵循施工要求进行操作,确保定子组装的精准度和质量。
3. 可靠性:通过先进的技术手段和严格的质量控制,保证定子组装的可靠性和稳定性。
三、适应范围水轮发电机组定子组装施工工法适用于各类水轮发电机组定子的组装施工,无论是小型水轮发电机组还是大型水轮发电机组都可以采用该施工工法。
四、工艺原理水轮发电机组定子组装施工的基本原理是通过将定子线圈、定子铁心等各个零部件按照一定的顺序组装在一起,形成一个完整的定子。
施工工法与实际工程之间的联系在于理论依据和实际应用,通过具体的分析和解释,让读者了解该工法的理论依据和实际应用。
五、施工工艺1. 定子线圈位置调整:首先需要根据设计要求和实际情况,调整定子线圈的位置,确保与转子的匹配度。
2. 定子线圈安装:将定子线圈分段安装在定子铁心槽内,确保线圈的平整、顺序和位置的准确性。
3. 定子铁心组装:将所有定子铁心装配在一起,确保定子铁心的完整性和稳定性。
4. 定子固定:通过螺栓和紧固件将定子固定在基础上,以确保定子的稳定不动。
六、劳动组织水轮发电机组定子组装施工工法需要组织合理的人力资源,包括工长、电工、焊工等不同岗位的人员。
需要根据施工任务和时间安排,合理调配劳动力,确保施工工作的顺利进行。
七、机具设备水轮发电机组定子组装施工所需的机具设备主要包括起重机、扳手、电焊机等。
这些设备能够提高施工效率和质量。
八、质量控制水轮发电机组定子组装施工在过程中需要进行严格的质量控制,包括定子线圈的尺寸检查、线圈的平整度检查、定子铁心的完整性检查等。
水轮机发电机组安装工序流程
一、工地准备阶段
1.清理施工场地
2.确定设备安装位置
3.安装基础施工
二、水轮机安装阶段
1.水轮机吊装
(1)吊装设备准备
(2)安全检查
2.水导管连接
(1)水管连接
(2)导管封闭
三、发电机组安装阶段
1.发电机组吊装
(1)吊装设备准备
(2)发电机组吊装
2.电缆连接
(1)电缆敷设
(2)连接调试
四、水轮机调试阶段
1.水轮机系统测试(1)进水试验
(2)转速调试
2.调节水轮机叶片(1)叶片调整
(2)负载试验
五、发电机组调试阶段
1.发电机组联调
(1)与水轮机联调(2)电气系统调试2.发电机组运行试验(1)空载试运行(2)负载试运行。
关于水轮发电机定子铁芯在施工现场装配的工艺方法摘要:定子是电动机的核心部分,它由绕组、铁芯和端盖组成,在其上装有转子。
电机的转速主要取决于定子和转子两个零件的质量及装配精度等因素,其中又以磁极数与线径为关键参数。
因此,生产制造高质量高性能永磁材料的难点在于提高线径均匀性(即要求产品具有高矫顽力)以及降低原材料成本。
采用好的工艺可以提高装配质量,减少返修率,降低生产成本。
关键词:铁芯装配;安装质量;水轮发电某水电站有两台水轮发电机,分别为直-15/20型(额定容量15MW)与直-10/40型(额定容量20MW),每台机组都需要配置一个直径50mm左右的空心轴,该空心轴上还套设有环形铁心片,用于固定并保护励磁线圈。
由于实际运行中存在一定程度的绕制误差,使得直转或反转后产生较大的涡流损耗,造成发电机效率下降甚至烧毁。
为了解决这一问题,设计了一套新型高效节能的双轴承式空心轴系结构,通过改变偏心距大小来实现对功率输出影响不大,但能有效改善振动现象的效果。
1定子机座安装1.1定子装配支墩将定子装配支墩分为两大部分——支撑板总成(又称底座)和定位柱总成(又称立柱),两者均位于壳体内底部中心位置。
根据不同型号规格所需的高度可选择相应长度的支撑板组,使之能够满足不同尺寸规格需求。
要注意水平高差应控制在5mm以内,否则会导致叶片发生倾斜而无法正常工作。
同时还应保证底板表面粗糙度达到Ra≤0.2μm;1.2定子机座组装按照厂家提供图纸进行整体加工,包括毛坯焊接成型,然后再经机械加工形成模具。
需要除去部分铸件外的其余零部件全部进入到模腔完成其最终装配过程,最后经过热处理、酸洗处理即可获得成品。
需要测量机座端面平面度公差为0.05mm~0.1mm,以避免出现偏位及倒角等缺陷,从而确保整机精度。
1.3定子测圆架安装将测圆架放置于转子上,用专用量具检测其侧隙是否符合要求,若偏差小于2mm则说明此电机具有良好的稳定性,反之如果超过1mm就可能出现故障,因此必须严格把控角度。
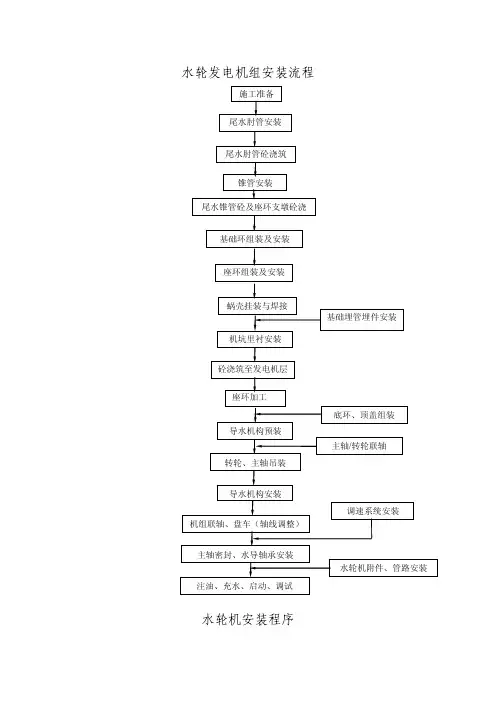
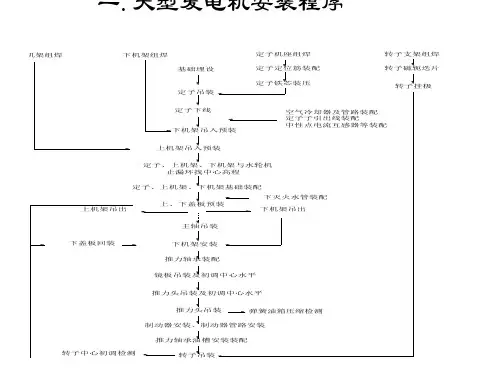
水轮发电机组安装流程发电机安装程序一、水轮机安装:1、尾水肘管及锥管安装;2、基础环就位;3、座环、蜗壳安装;座环是机组的基础,是水轮机主要承受水压的部件,安装要求高。
座环一般采用分瓣运到工地组焊好后进行安装并浇筑砼。
座环的安装将产生三次变形:一是座环组焊时的焊接变形;二是座环机坑安装时的偏差;三是在座环/蜗壳整体浇筑砼时产生的上浮变形。
景洪电站座环采用双平板式钢板焊接结构,分成6瓣,每瓣重量为41吨。
共有24个固定导叶,其中2个固定导叶开有排水孔,用来排出机坑内积水;在座环蜗壳尾部设有一根排水管及主轴密封排水管,排水管接至集水廊道;在工地现场将6瓣进行组装焊接成整体。
为了修正座环在现场组装和浇筑混凝土后产生的变形,现场用厂家提供的专用工具加工座环与顶盖、基础环与底环的接触面。
蜗壳为钢板焊接结构,包角345o,按不进行水压试验设计和制造,蜗壳外设混凝土弹性垫层,分为23节,重量494t,单节蜗壳最大重量为35t。
进口厚度30mm,末端厚度25mm。
蜗壳在机坑进行挂装、调整和焊接。
蜗壳设置4个不锈钢测压计接头,用于水轮机的流量测量;在蜗壳上游圆周段设置有4个不锈钢测压计接头,以测量水轮机的净水头;在蜗壳末端设置2个不锈钢测压计接头,以测量蜗壳末端水压力;在蜗壳进口设置2个不锈钢测压计接头,以测量蜗壳进口压力脉动。
座环组装焊接座环吊装就位5台座环安装期间利用2台30吨缆机进行抬吊。
六瓣座环分别吊装在机坑基础板上调平,用组合螺栓及定位销钉将六瓣座环组合成整体并打紧。
座环中心、方位及水平整体调好,并调整座环上、下环板垂直度。
(1)座环焊接(2)座环焊接过程中的监测(3)座环后热(4)座环探伤(5)整体座环与基础环焊接成一体蜗壳拼装焊接(1)根据蜗壳各节方位角度计算出测量点线图,在地面上测量制作定位控制点,以便蜗壳挂装过程参数控制。
(2)蜗壳挂装(3)凑合节嵌装(4)蜗壳焊接(5)蜗壳进口凑合节安装、焊接(6)测压管路安装4、机坑里衬安装:机坑里衬为整体抬吊关键是两接力器基础中心、高程、坐标方位等参数,符合设计要求后,按要求将机坑里衬固定焊接到座环上。