注塑级聚丙烯树脂
- 格式:pdf
- 大小:103.79 KB
- 文档页数:1
聚丙烯(PP)树脂的特性解析物理性能聚丙烯为无毒、无臭、无味的乳白色高结晶的聚合物,密度只有0. 90--'0. 91g/cm3,是目前所有塑料中最轻的品种之一。
它对水特别稳定,在水中的吸水率仅为0. 01%,分子量约8万一15万。
成型性好,但因收缩率大(为1%~2.5%).厚壁制品易凹陷,对一些尺寸精度较高零件,很难于达到要求,制品表面光泽好。
塑料原料力学性能聚丙烯的结晶度高,结构规整,因而具有优良的力学性能。
聚丙烯力学性能的绝对值高于聚乙烯,但在塑料材料中仍属于偏低的品种,其拉伸强度仅可达到30 MPa或稍高的水平。
等规指数较大的聚丙烯具有较高的拉伸强度,但随等规指数的提高,材料的冲击强度有所下降,但下降至某一数值后不再变化。
温度和加载速率对聚丙烯的韧性影响很大。
当温度高于玻璃化温度时,冲击破坏呈韧性断裂,低于玻璃化温度呈脆性断裂,且冲击强度值大幅度下降。
提高加载速率,可使韧性断裂向脆性断裂转变的温度上升。
聚丙烯具有优异的抗弯曲疲劳性,其制品在常温下可弯折106次而不损坏。
但在室温和低温下,由于本身的分子结构规整度高,所以抗冲击强度较差。
聚丙烯最突出的性能就是抗弯曲疲劳性,俗称百折胶。
热性能聚丙烯具有良好的耐热性,制品能在100℃以上温度进行消毒灭菌,在不受外力的条件下,150℃也不变形。
脆化温度为-35℃,在低于-35℃会发生脆化,耐寒性不如聚乙烯。
对于聚丙烯玻璃化温度的报道值有一18qC, 0qC, 5℃等,这也是由于人们采用不同试样,其中所含晶相与无定形相的比例不同,使分子链中无定形部分链长不同所致。
聚丙烯的熔融温度比聚乙烯约提高40一50%,约为164一170℃, 100%等规度聚丙烯熔点为176℃。
化学稳定性聚丙烯的化学稳定性很好,除能被浓硫酸、浓硝酸侵蚀外,对其它各种化学试剂都比较稳定,但低分子量的脂肪烃、芳香烃和氯化烃等能使聚丙烯软化和溶胀,同时它的化学稳定性随结晶度的增加还有所提高,所以聚丙烯适合制作各种化工管道和配件,防腐蚀效果良好。

第1篇一、引言聚丙烯(PP)是一种常用的热塑性塑料,具有良好的耐化学性、耐热性、绝缘性、机械强度和加工性能。
聚丙烯注塑工艺是将聚丙烯颗粒加热熔化,通过注塑机将熔体注入模具中,冷却固化后得到所需形状的塑料制品。
本文将详细介绍聚丙烯注塑工艺的原理、设备、工艺参数及注意事项。
二、聚丙烯注塑工艺原理聚丙烯注塑工艺主要包括以下几个步骤:1. 预塑:将聚丙烯颗粒加入注塑机料斗,通过料斗加热使颗粒熔化。
2. 注塑:将熔化的聚丙烯熔体通过注塑机的螺杆推进,注入模具腔内。
3. 冷却:注塑完成后,模具中的熔体开始冷却固化。
4. 开模取件:冷却固化后,打开模具取出成品。
5. 后处理:对成品进行清洗、干燥等处理。
三、聚丙烯注塑设备1. 注塑机:注塑机是聚丙烯注塑工艺的核心设备,主要有螺杆式注塑机和柱塞式注塑机两种类型。
2. 模具:模具是注塑工艺中另一个重要设备,用于成型聚丙烯制品。
3. 辅助设备:辅助设备包括料斗、加热器、冷却器、控制系统等。
四、聚丙烯注塑工艺参数1. 加热温度:聚丙烯的熔化温度一般在160℃~220℃之间,具体温度根据聚丙烯牌号和注塑机型号进行调整。
2. 注塑压力:注塑压力一般在60MPa~120MPa之间,具体压力根据制品的壁厚和形状进行调整。
3. 注塑速度:注塑速度分为慢速、中速和快速,应根据聚丙烯的熔化性能和制品的形状进行调整。
4. 冷却时间:冷却时间取决于制品的壁厚和冷却效果,一般控制在15~30秒之间。
5. 模具温度:模具温度一般在50℃~100℃之间,具体温度根据聚丙烯的熔化性能和制品的形状进行调整。
五、聚丙烯注塑工艺注意事项1. 聚丙烯颗粒的干燥:聚丙烯颗粒在注塑前应进行干燥处理,以防止注塑过程中产生气泡和降解。
2. 模具预热:注塑前应对模具进行预热,以防止模具温度过低导致制品表面出现缩痕。
3. 螺杆转速:螺杆转速应根据聚丙烯的熔化性能和注塑速度进行调整,以防止熔体过热或过冷。
4. 注塑压力:注塑压力应根据制品的壁厚和形状进行调整,以防止制品出现变形和缺陷。
聚丙烯树脂介绍聚丙烯最突出的性质是多面性,它能适合于许多加工方法和用途。
它的价值和多面性主要来自于优良的耐化学品性能、在大宗热塑性塑料中最低的密度和最高的熔点、适中的成本。
根据高分子链立体结构不通,聚丙烯有三个品种:等规聚丙烯(IPP),间规聚丙烯(SPP)和无规聚丙烯(APP)。
化学和性能聚丙烯(简称PP)与聚乙烯(PE)不同之处在于,前者每隔一个碳原子上就有一个甲基,这起到使链硬化的作用。
除非这些甲基处于链的同一侧位置上,聚合物不会结晶。
在Natta和Ziegler(互相独立地)开发出立体定向催化剂之前,只能生产出软且粘连的无规立构聚丙烯。
商业塑料的硬度和耐溶齐小胜源自结晶性。
PP的链比PE的硬,因而PP有较高的熔化温度和抗张强度,但结晶度较低。
PP均聚物的熔点约为330°F,取决于加热速度和热历史。
在PP链上间隔地插入乙烯(无规共聚),链会变得更缺乏规则和更柔软,从而降低聚合物的结晶度、模量、熔点和熔点锐度。
典型的无规共聚物是比较透明的,熔点在293—305°F范围内。
当乙烯含量升高时,聚合物的结晶度越来越低,最后变成乙烯一丙烯橡胶(EPR)。
另一类重要的共聚物是抗冲击非均相共聚物。
这些产品是由橡胶(有时为PE)在均聚物基体中聚合而制得的。
所用橡胶通常为EPR,它生成一个与均聚物基体分离的相态,形成有光雾。
半透明的外观。
这些材料并非真正的嵌段共聚物,因为其中的橡胶相可被溶剂所革取。
用EPR与PP共混可得类似的产品,抗冲击共聚物具有和均聚体物相似的熔点。
分子量和分子量分布在PP加工过程中很重要。
在446T和4.75磅负荷下的熔体流动是熔体粘度的一个指数,该指数与重均分子量相关。
商品聚丙烯的熔体流动有低至0.25克/10分钟到高达800克/10分钟。
分子量分布用重均分子量与数均分子量的比值来表示,高结晶度PP的这个比值可以高达11;而用作熔吹织物的PP则可低至2.l。
这个比值在纤维纺丝过程中极为重要,而且影响到挤压、挤出物胀大、模塑内应力和定向过程。
薄壁注塑聚丙烯专用树脂H9018的生产及工艺条件优化作者:宋德娟来源:《科学与财富》2018年第32期摘要:本文在简介了兰州石化聚丙烯厂11万T/年聚丙烯装置生产专用聚丙烯树脂H9018,通过分析其熔融指数(MFR)、等规度等物性参数,提出优化措施:调节H2浓度13~18Nm3/h和成核剂及稳定剂加入量2.500~2.600‰,使MFR为45~60g/10min;调整催化剂m(Si)/m(Ti)在0.2~0.4和m(AL)/m(Si)在1.0~1.85,使等规度在97%~98%之间,保证产品后加工性能。
关键词:聚丙烯;薄壁注塑;熔融指数;等规度聚丙烯树脂H9018是专为薄壁注塑成型技术而设计,具高流动性、高模量、高抗冲性能,适用于食品包装材料的制造,能提高制造加工速度,缩短成型周期。
一、PP装置工艺简介兰州石化聚丙烯厂11万T/年PP装置采用日本三井油化液相本体法生产工艺技术,以丙烯、氢气为原料,在主催化剂、三乙基铝和助催化剂作用下进行聚合反应。
生产专用树脂H9018采用氢调法控制MFR,工艺流程见图1。
从精制工段来的丙烯与催化剂及H2进入D-201发生聚合反应,反应后的聚丙烯浆液靠压差送入D-202继续反应,然后进入D-203进行气相聚合,从D-203出来的聚丙烯粉料经干燥后由风机送至挤压造粒工段,通过添加一定量的稳定剂,经熔融混炼造粒,制得高品质聚丙烯产品。
二、工艺优化1.H2浓度H9018的MFR是45-60g/10min,通过加氢浓度调整控制。
氢调法生产H9018相对其他产品难度较大,因为加氢促使反应激烈,使釜温、压力控制较难,并且相互影响。
温度变化影响气液平衡,温度越高,H2在液相丙烯中的摩尔分数越小,反之则大。
根据勒夏特列原理,降低液相反应温度,升高气相反应温度,促使平衡正向移动,有利于H9018的生产,但H2进料率调整不能太大,以免打破平衡,影响MFR的稳定性。
同时,在控制H2的稳定加入时,还应考虑H2在上下游反应器的流动,通过调整循环气流量提高H2的扩散度,使MFR增加,同时起到撤热、降低MFR波动的效果。
聚丙烯应用广泛,下游主要需求行业为编织制品、注塑制品、薄膜制品、纤维制品和管材等行业。
其中编织制品(塑编袋、蓬布和绳索等)所消耗的PP树脂在我国一直占很高的比例,超过40%。
是我国聚丙烯消费的最大市场,主要用于粮食、化肥及水泥等的包装。
注塑制品主要应用在小家电、日用品、玩具、洗衣机、汽车和周转箱上,增长潜力较大。
薄膜制品主要包括BOPP、CPP、普通包装薄膜和微孔膜等,BOPP具有质轻、机械强度高、无毒、透明、防潮等众多优良特性,广泛应用于包装、电工、电子电器、胶带、标签膜、胶卷、复合等众多领域,其中以包装工业使用量最大。
聚丙烯纤维有着许多优良性能,因而在装饰、产业、服装三大领域中的应用日益广泛,已成为合成纤维第二大品种。
聚丙烯管材具有耐高温、管道连接方便(热熔接、电熔接、管件连接)、可回收使用等特点,主要应用于建筑物给水系统、采暖系统、农田输水系统、以及化工管道系统等。
聚丙烯(PP)作为主要塑料之一,具有良好的电性有和高频绝缘性不受湿度影响,但处于低温时变脆,不耐磨、易老化,适合制作一般机械零件,耐腐蚀零件和绝缘零件。
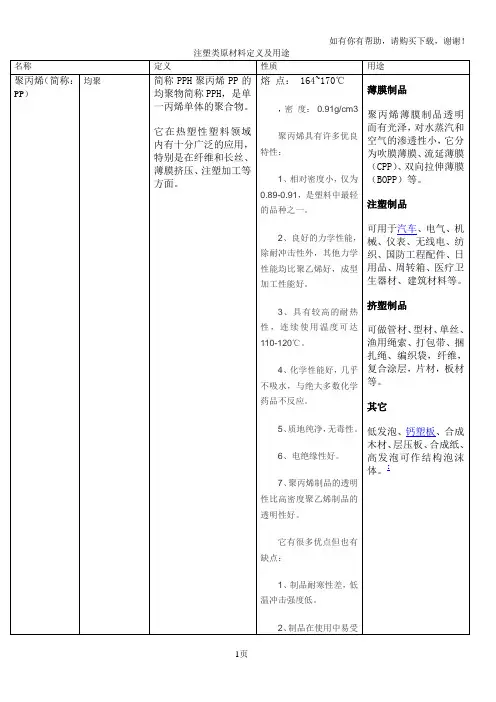
注塑类原材料定义及用途名称定义性质用途聚丙烯(简称:PP)均聚简称PPH聚丙烯PP的均聚物简称PPH,是单一丙烯单体的聚合物。
它在热塑性塑料领域内有十分广泛的应用,特别是在纤维和长丝、薄膜挤压、注塑加工等方面。
熔点:164~170℃,密度:0.91g/cm3聚丙烯具有许多优良特性:1、相对密度小,仅为0.89-0.91,是塑料中最轻的品种之一。
2、良好的力学性能,除耐冲击性外,其他力学性能均比聚乙烯好,成型加工性能好。
3、具有较高的耐热性,连续使用温度可达110-120℃。
4、化学性能好,几乎不吸水,与绝大多数化学药品不反应。
5、质地纯净,无毒性。
6、电绝缘性好。
7、聚丙烯制品的透明性比高密度聚乙烯制品的透明性好。
它有很多优点但也有缺点:1、制品耐寒性差,低温冲击强度低。
2、制品在使用中易受薄膜制品聚丙烯薄膜制品透明而有光泽,对水蒸汽和空气的渗透性小,它分为吹膜薄膜、流延薄膜(CPP)、双向拉伸薄膜(BOPP)等。
注塑制品可用于汽车、电气、机械、仪表、无线电、纺织、国防工程配件、日用品、周转箱、医疗卫生器材、建筑材料等。
挤塑制品可做管材、型材、单丝、渔用绳索、打包带、捆扎绳、编织袋,纤维,复合涂层,片材,板材等。
其它低发泡、钙塑板、合成木材、层压板、合成纸、高发泡可作结构泡沫体。
[光、热和氧的作用而老化。
3、着色性不好。
4、易燃烧。
5、韧性不好,静电度高,染色性、印刷性和黏合性差共聚简称PPC,是丙烯单体与乙烯单体的共聚物;按照乙烯单体在分子链上的分布方式,共聚PP可以分为无规共聚物(PPR)和嵌段共聚物(PPB)两种。
PPH的刚性好,但耐冲击性不好,尤其耐低温冲击性更不好,耐蠕变性差。
PPB的耐冲击性好,但耐蠕变性和PPH一样差。
PPR的耐冲击性和耐蠕变性则都好。
有较低的热变形温度(100℃)、低透明度、低光泽度、低刚性,但是有更强的抗冲击强度,PP的冲击强度随着乙烯含量的增加而增大。
PVC 聚氯乙烯,简称PVC(Polyvinyl chloridepolymer = PVC 分子结构),是由氯乙烯在引发剂作用下聚合而成的热塑性树脂。

聚丙烯树脂及塑料概述聚丙烯(Polypropylene,PP)是由丙烯单体聚合而制得的一种热塑性树脂,用途十分广泛,市场需求一直呈快速增长态势。
在聚烯烃树脂中,是仅次于聚乙烯和聚氯乙烯的第三大塑料,在合成树脂中占有重要的地位。
1953年,德国化学家齐格勒采用TiCl4和金属烷基化合物作为聚烯烃聚合的催化剂,1954年意大利纳塔教授在此基础上,将TiCl4改为TiCl3,与Al(C2H5)2Cl组成络合催化剂,成功地合成了高分子量、高结晶性、高熔点、立构规整的PP,创立了定向聚合理论,具有划时代的意义。
1957年,意大利的Montecatini 公司建立了第一套5 000 t/d的聚丙烯装置。
1957年,美国赫格里斯(Herculess)建立一套9 000 t/d聚丙烯的生产装置。
其他实现工业化生产的国家有西德(1958)、法国(1960)、日本(1962)。
我国1962年开始研究聚丙烯,1972年实现工业化,20世纪90年代中后期,国产环管工艺实现工业化,21世纪初国产环管二代工艺取得突破。
1.聚丙烯的结构PP分子结构通式如下:PP的结构是由配位聚合得到的头-尾相接的线性结构,其分子中含有甲基,按甲基排列位置分为等规PP、无规PP和间规PP,三种构型示意如图2-3所示。
甲基排列在分子主链的同一侧称为等规PP。
从等规PP的分子结构来看,其具有较高的立体规整性,因此比较容易结晶。
等规PP的结晶是一种有规则的螺旋状链,这种三维的结晶,不仅是单个链的规则结构,而且在链轴的直角方向也具有规则的链堆砌。
在三种立体异构体中,等规和间规PP都属于有规PP,有规PP的结晶度高,根据X射线对结晶性PP的研究,测得其分子链的等同周期为6.5×10-10m,C —C键角为109°28′,C—C原子间键距为1.54×10-10m,据此设想出等规PP 的三重螺旋结构。
图2-3 PP的立体结构示意图以上所述均指PP的均聚物,PP聚合物中还有共聚物,如以丙烯为主要单体,以少量乙烯为第二单体(或称共聚单体)进行共聚而成的聚合物,共聚物按其立体结构的规整性又可分为无规共聚物和嵌段共聚物,制取共聚物的目的是改善均聚物的某些性能(如耐寒、耐温、抗冲性能等)以满足特殊用途的需要。
热重分析法(TGA)测定聚烯烃产品中炭黑含量(征求意见稿)编制说明《热重分析法(TGA)测定聚烯烃产品中炭黑含量》地方标准修订工作组福建省产品质量检验研究院2015年6月DB35/T ××××-××××热重分析法(TGA)测定聚烯烃产品中炭黑含量(征求意见稿1)编制说明1任务来源根据2015年第一批福建省地方标准拟制修订计划,《热重分析法(TGA)测定聚烯烃产品中炭黑含量》标准制定项目,由福建省产品质量检验研究院负责起草工作。
本标准制定工作计划时间为2015年。
本标准由福建省产品质量检验研究院提出,福建省塑料及其制品标准化技术委员会归口(SAFJ/TC7)。
2国内外有关标准情况调研工作组对国内外聚烯烃炭黑含量测试的标准和方法进行了调研。
具体情况如下:(/index.aspx?T oken=%24T oken%24&First=First)by炭黑1)ISO 6964-1986《聚烯烃管和配件用焙烧和热解测定炭黑含量试验方法和基本规范》;2)ASTM D 1603-06《聚烯烃塑料中炭黑含量的测试方法》;3)BS 2782-4 Method 452B 1993《塑料测试方法化学特性聚烯烃化合物中炭黑含量测定》4)GB/T13021-1991 《聚乙烯管材和管件炭黑含量的测定热失重法》以上4个标准测试炭黑含量时均采用管式热解法,即:将已称量的样品置于石英样品舟中,在氮气气氛下,管式电炉加热至550℃热解样品,聚合物热裂解完全后,将剩余试样中在氮气气氛中冷却,然后将此样品进行称量然后再将试样转移到900℃的马弗炉中,在空气中煅烧直至炭黑被氧化完全。
我们在日常检测中发现,此方法存在以下缺点:1、试验步骤繁琐、试验周期长;2、误差来源多,试验结果重现性较低;3、测试过程不够直观,无法在线观察产品热分解的特性,无法全面评定材料的热分解行为和炭黑含量;4、试验气体使用量大,试验废气大,马弗炉等加热设备能耗大。
PMMA注塑工艺基础知识聚甲基丙烯酸甲酯,以丙烯酸及其酯类聚合所得到的聚合物统称丙烯酸类树酯,相应的塑料统称聚丙烯酸类塑料,其中以聚甲基丙烯酸甲酯应用最广泛。
聚甲基丙烯酸甲酯缩写代号为P M M A,俗称有机玻璃,是迄今为止合成透明材料中质地最优异,价格又比较适宜的品种。
P M M A应用方面:PM M A溶于有机溶剂,如苯酚,苯甲醚等,通过旋涂可以形成良好的薄膜,具有良好的介电性能,可以作为有机场效应管(O F E T)亦称有机薄膜晶体管(O TF T)的介质层。
PM M A树脂是无毒环保的材料,可用于生产餐具,卫生洁具等,具有良好的化学稳定性、和耐候性。
PM M A树脂在破碎时不易产生尖锐的碎片,美国、日本等国家和地区已在法律中作出强制性规定,中小学及幼儿园建筑用玻璃必须采用PM M A树脂。
全国各地加快了城市建设步伐,街头标志、广告灯箱和电话亭等大量出现,其中所用材料中有相当一部分是PM M A树脂。
北京奥运工程的户外彩色建材也大量使用了绿色环保的PM M A树脂。
由于PM M A表面硬度不高、易擦毛、抗冲击性能低、成型流动性能差等缺点,P M M A的改性相继出现。
如甲基丙烯酸甲酯与苯乙烯、丁二烯的共聚,PM M A与P C的共混等。
372有机玻璃就是甲基丙烯酸甲酯与苯乙烯进行共聚而得。
如果在372有机玻璃中加入少量的橡胶(约50%)即可成373有机玻璃。
P M M A的流动生比PS、AB S差,熔体粘度对温度的变化比较敏感,在成型过程中,主要从注射温度着手来改变熔体粘度。
PM M A为无定形聚合物,熔化温度大于160℃,分解温度达270℃。
1、塑料的处理PM M A具有一定的吸水性,其吸水率达0.3-0.4%,而注塑须在0.1%以下的温度,通常是0.04%。
水份的存在使熔体出现气泡、气纹,透明度降低等。
所以要进行干燥处理。
干燥温度80-90℃,时间为3小时以上。
回收料在某些情况下可100%的使用,实际份量要视品质要求而定,通常可过30%,回收料要避免污染否则会影响透明度和成品的性质。
聚丙烯树脂容器用途有哪些聚丙烯树脂容器是一种常见的塑料容器,由聚丙烯树脂制成。
它具有许多优点,比如耐腐蚀、轻便、易清洁等,因此在许多不同的领域都有广泛的应用。
下面将详细介绍聚丙烯树脂容器的几个主要用途。
首先,聚丙烯树脂容器在食品和饮料行业中得到了广泛应用。
由于聚丙烯材料具有优良的耐腐蚀性和耐高温性,因此它们非常适用于贮存和运输各种食品和饮料。
聚丙烯容器可以用于储存谷物、糕点、果汁、油脂等,因为它们不会与这些食物产生反应,并且不会改变食物的口感和质量。
此外,聚丙烯容器还可以用于瓶装水、饮料罐和奶瓶等包装。
第二,聚丙烯树脂容器在医药和化妆品行业中也有广泛的应用。
聚丙烯材料无毒、无味,并且对药品和化妆品具有良好的稳定性,因此它们可以用于贮存和运输药品、口服液、植物提取物、香水等。
聚丙烯容器不会与药物和化妆品发生化学反应,保证了它们的安全性和品质。
第三,聚丙烯树脂容器在农业和园艺领域中也有重要的应用。
农民和园艺爱好者经常使用聚丙烯容器来种植和储存各种植物,比如蔬菜、水果、花卉等。
聚丙烯容器具有良好的透气性和抗紫外线性能,可以保护植物免受外界环境的影响。
此外,聚丙烯容器还可以用于灌溉系统、化肥储存和输送等方面,提高了农业和园艺的效率和效果。
第四,聚丙烯树脂容器在工业领域中也有重要的应用。
聚丙烯容器可以用于贮存和输送各种化工产品、溶剂、石油和润滑油等。
聚丙烯容器具有良好的耐腐蚀性和密封性能,可以防止化学物质泄漏,确保工作环境的安全和清洁。
此外,聚丙烯树脂容器还可以用于垃圾分类和垃圾处理领域。
它们可以用于储存和运输各种废品和垃圾,比如塑料瓶、纸张、金属罐等。
聚丙烯容器具有轻便、易清洁的特点,可以方便地进行垃圾回收和分类处理。
总之,聚丙烯树脂容器具有广泛的应用领域,包括食品和饮料、医药和化妆品、农业和园艺、工业和环境保护等。
它们的优点包括耐腐蚀、轻便、易清洁等,使它们成为许多行业中不可或缺的容器。
随着科技的发展,聚丙烯树脂容器将继续发挥重要的作用,并不断创新和改进。
热重分析法(TGA)测定聚烯烃产品中炭黑含量(征求意见稿)编制说明《热重分析法(TGA)测定聚烯烃产品中炭黑含量》地方标准修订工作组福建省产品质量检验研究院2015年6月DB35/T ××××-××××热重分析法(TGA)测定聚烯烃产品中炭黑含量(征求意见稿1)编制说明1任务来源根据2015年第一批福建省地方标准拟制修订计划,《热重分析法(TGA)测定聚烯烃产品中炭黑含量》标准制定项目,由福建省产品质量检验研究院负责起草工作。
本标准制定工作计划时间为2015年。
本标准由福建省产品质量检验研究院提出,福建省塑料及其制品标准化技术委员会归口(SAFJ/TC7)。
2国内外有关标准情况调研工作组对国内外聚烯烃炭黑含量测试的标准和方法进行了调研。
具体情况如下:(/index.aspx?T oken=%24T oken%24&First=First)by炭黑1)ISO 6964-1986《聚烯烃管和配件用焙烧和热解测定炭黑含量试验方法和基本规范》;2)ASTM D 1603-06《聚烯烃塑料中炭黑含量的测试方法》;3)BS 2782-4 Method 452B 1993《塑料测试方法化学特性聚烯烃化合物中炭黑含量测定》4)GB/T13021-1991 《聚乙烯管材和管件炭黑含量的测定热失重法》以上4个标准测试炭黑含量时均采用管式热解法,即:将已称量的样品置于石英样品舟中,在氮气气氛下,管式电炉加热至550℃热解样品,聚合物热裂解完全后,将剩余试样中在氮气气氛中冷却,然后将此样品进行称量然后再将试样转移到900℃的马弗炉中,在空气中煅烧直至炭黑被氧化完全。
我们在日常检测中发现,此方法存在以下缺点:1、试验步骤繁琐、试验周期长;2、误差来源多,试验结果重现性较低;3、测试过程不够直观,无法在线观察产品热分解的特性,无法全面评定材料的热分解行为和炭黑含量;4、试验气体使用量大,试验废气大,马弗炉等加热设备能耗大。
PP塑料的注塑工艺参数聚丙烯(PP)是四大通用型热塑性树脂(聚乙烯、聚氯乙烯、聚丙烯、聚苯乙烯)之一,以丙烯为原料,乙烯为共聚单体通过聚合反应生产制得。
PP塑料的性能及应用聚丙烯,是丙烯通过加聚反应而成的聚合物。
系白色蜡状材料,外观透明而轻。
化学式为(C3H6)n,密度为0.89~0.91g/cm3,易燃,熔点189℃,在155℃左右软化,使用温度范围为-30~140℃。
在80℃以下能耐酸、碱、盐液及多种有机溶剂的腐蚀,能在高温和氧化作用下分解。
聚丙烯广泛应用于服装、毛毯等纤维制品、医疗器械、汽车、自行车、零件、输送管道、化工容器等生产,也用于食品、药品包装。
PP注塑工艺参数▶料筒温度:喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为基本设定值,行程利用率为35%和65%。
▶模件流长与壁厚之比:50:1到100:1▶熔料温度:220~280℃▶料筒恒温:220℃▶模具温度:20~70℃▶注射压力:具有很好的流动性能,避免采用过高的注射压力80~140MPa(800~1400bar)一些薄壁包装容器除外可达到180MPa(1800bar)保压压力,避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%~60%▶背压:5~20MPa(50~200bar)▶注射速度:对薄壁包装容器需要高的注射速度(带蓄能器),中等注射速度往往比较适用于其他类型的塑料制品▶螺杆转速:高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以计量行程:0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要的▶残料量:2~8mm,取决于计量行程和螺杆转速预烘干:不需要;如果贮藏条件不好,在80℃的温度下烘干1h就可以▶回收率:可达到100%回收▶收缩率:1.2~2.5%;收缩程度高;24h后不会再收缩(成型后收缩)▶浇口系统:点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水▶机器停工时段:无需用其他材料进行专门的清洗工作;PP 耐温升▶料筒设备:标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀。