Izod 缺口冲击强度(Notched Izod Impact Strength )试验方法是悬臂梁法
- 格式:doc
- 大小:32.00 KB
- 文档页数:2
注意:
*除特别标注外,以上数据均为23℃,50%RH下实验室中测得的性能。
*以上数值为材料的代表性测试值、并非该规格材料的最低值。
*
*
3010
注塑参考Inject
干燥温度Dry Temperature100-120℃
干燥时间Dry Time3-5h
注嘴温度Nozzle Temperature290-320℃
前段温度Front Temperature300-330℃
中段温度Middle Temperature290-320℃
后段温度Rear Temperature280-310℃
模具温度Mold Temperature80-120℃
螺杆速度Screw speed40-100rpm
注塑压力Injection pressure90-150MPa
注射量Injection volume40-80%
注意事项:
*干燥
在加工之前必须进行干燥处理,保证原料水份含量低于0.1%,否则,在加工时可能会出现气泡、水痕或产品物性上的降低等。
建议使用除湿干燥机或真空烘箱来进行干燥。
需要指出的是,干燥温度过高的话,将会导致原料黄变,此点在加工本色或彩色零件时需要格外注意。
*回收料的使用
该材料可以回收再利用,但我方不建议完全使用回收料来制造产品。
具体的回收料加入比例,可根据最终制品的相关品质要求自行确定。
但是,在加入回收料时,我们还应该注意原料的干燥、杂质、加入的比例、颜色的变化、物性的降低等方面。
回收料应粉碎后再使用,并尽量粉碎均匀,颗粒不宜过大。

中国石化化工产品手册 / 合成树脂分册 / Sinopec Chemical Products Brochure / Synthetic Resin / 产品简介中国石化是国内抗冲共聚聚丙烯的主要供应商,这种树脂是通过在半晶的丙烯均聚物基体中引入橡胶化的乙丙共聚物而产生的多相共聚物。
产品具有高热变形温度、良好的耐划痕性以及低温抗冲击性和良好的刚韧平衡性,同时具有良好的流动性,制品成型周期短,成型加工性能优异。
主要用途抗冲共聚聚丙烯广泛用于制作汽车仪表板和内饰件、汽车保险杠、洗衣机内外件、蓄电池壳以及油箱等工业制品,也用于制作日杂用品,如瓶盖、厨具、家具、玩具、工具箱、旅游箱包以及各类包装容器等。
OverviewSinopec is the main supplier of PP impact copolymer in China. The resin is created by intruducing ethylene-propylene rubber inside semi-crystalline PP homopolymer matrix. It has high heat deformation temperature(HDT), good scratching resistance, good impact resistance at low temperature, good rigid-tough balance and good fluidity. Products made from this resin are characterized by fast processing and excellent processability.Main ApplicationsPP impact copolymer is widely used in the production of industrial products, such as dashboard, auto interior decorations, auto bumpers, interior and exterior parts of washing machine, accumulator containers and tanks. It can also be used to make household articles, such as bottle caps, cookware, furniture, toys, toolkits, travel cases, bags and various packaging containers.Packages, Storage and TransportationThe resin is packaged in internally film-coated polypropylene woven bags or FFS fi lm bags. The net weight is 25Kg/bag. The resin should be stored in a drafty, dry warehouse and away from fi re and direct sunlight. It should not be piled up in the open air. During transportation, the material should not be exposed to strong sunlight or rain and should not be transported together with sand, soil, scrap metal, coal or glass. Transportation together with toxic, corrosive and flammable substance is strictly prohibited.产品包装及贮运要求产品采用聚丙烯内涂膜编织袋、FFS 薄膜袋包装,净重25 Kg /袋。
![POM_TPU共混物的力学性能和摩擦磨损性能研究[1]](https://img.taocdn.com/s1/m/8aebf907bed5b9f3f90f1cfd.png)

Izod 缺口冲击强度(Notched Izod Impact Strength )试验方法是悬臂梁法性能测试条件单位标准lzod缺口冲击强度| 23℃3.2mm | kj/m2 | ISO 180-A9 抗冲击强度采用有缺口试样测定材料的抗冲击性能,试验方法分为悬臂梁法(izod type)和简支梁法(charpy type)两种。
9.1 悬臂梁法试样安装成垂直的悬臂梁,摆锤在缺口同侧距缺口中心及钳口一定距离处把试样冲断。
9.1.1 设备刚性结构的摆锤式悬臂梁冲击试验机(见图3),示值误差不大于1%,冲击速度约为335cm/s,摆锤高度约为61cm。
摆锤与试样接触处应做成半径R 0.79mm的圆柱面,摆锤落下时,应在钳口上方22mm处与试样相切,钳口上部应作成R 0.25mm的圆角(见图4)。
图4 悬臂梁式冲击试验机的钳口、试样和摆锤9.1.2 试样除非另有规定,应从板的纵、横两个方向各取5个试样,厚度不超过12.7mm 的板,试样厚度即为板的厚度。
厚度大于12.7mm的板,应加工到12.7mm厚。
可以根据产品标准进行平向或侧向试验。
当进行平向试验时,缺口应加工在单面机械加工板的加工面上。
对从厚板切取的试样,应注明试样取自厚板的表层还是中心。
厚度3.2mm以上,12.7mm以下的试样,可用几块试样叠起来进行试验,此时各块应排列整齐,而且都进行侧向试验,如果薄于12.7mm的单块试样能够牢固而准确地夹固,且其冲击能可在所用试验机上精确测定,允许单块进行试验。
注:平(侧)向试验冲击方向垂直(平行)于层向。
试样及缺口详细尺寸如图5所示:9.1.3 缺口的加工9.1.3.1 缺口可在铣床上用单齿或多齿铣刀加工,由于单齿铣刀容易磨出需要的形状。
因而采用的较多,刀具应仔细磨,以保证其锋利并避免加工粗糙。
采用无前角,后角为15°~20°的刀具可获得满意的加工状况。
刀齿的形状应能在试样上加工出形状和尺寸符合规定的缺口(见图5)。
阻燃ABS :2010AF拉伸强度 Tensile Strength D638 50mm/min kgf/cm 2 450断裂伸长率 Elongation at Break D638 50mm/min % 25 弯曲强度 Flexural Strength D790 15mm/min kgf/cm 2 720 弯曲模量 Flexural ModulusD79015mm/min kgf/cm 2 26,000 缺口冲击强度 Izod Notched Impact Str. D256 1/8",23℃ kgf.cm/cm 30 熔融指数 Melt Flow Index D1238 230℃,3.8kgf g/10min 15 成型收缩率 Mold Shrinkage D955 % 0.4~0.8 比重 Specific Gravity D792 23℃ g/cm 3 1.18 填充量 Filler Content 750℃/2h % 0热变形温度 Heat Deflection TemperatureD6480.46MPa ℃ 87 D6481.82MPa ℃ 82UL94阻燃级别 UL94 Rating Class UL94 1.5mm V0, 3.0mm 5VA 干燥温度 Drying Temperature ℃ 80~90 干燥时间 Drying Timehrs 3~4 料筒温度 Cylinder Temperature ℃ 190~230 模具温度 Mold Temperature℃50~90阻燃ABS:2010CF拉伸强度 Tensile Strength D63850mm/min kgf/cm2440断裂伸长率 Elongation at Break D63850mm/min%20弯曲强度 Flexural Strength D79015mm/min kgf/cm2710弯曲模量 Flexural Modulus D79015mm/min kgf/cm225,000缺口冲击强度 Izod Notched Impact Str.D2561/8",23℃kgf.cm/cm31熔融指数 Melt Flow Index D1238230℃,3.8kgf g/10min16成型收缩率 Mold Shrinkage D955%0.4~0.8比重 Specific Gravity D79223℃g/cm3 1.18填充量 Filler Content750℃/2h%0D6480.46MPa℃80热变形温度 Heat Deflection TemperatureD648 1.82MPa℃75UL94阻燃级别UL94 Rating Class UL94 2.5mm V0干燥温度 Drying Temperature℃80~90干燥时间 Drying Time hrs3~4料筒温度 Cylinder Temperature℃190~230模具温度 Mold Temperature℃50~90阻燃ABS:2010BF拉伸强度 Tensile Strength D63850mm/min kgf/cm2430断裂伸长率 Elongation at Break D63850mm/min%20弯曲强度 Flexural Strength D79015mm/min kgf/cm2710弯曲模量 Flexural Modulus D79015mm/min kgf/cm225,000缺口冲击强度 Izod Notched Impact Str.D2561/8",23℃kgf.cm/cm31熔融指数 Melt Flow Index D1238230℃,3.8kgf g/10min16成型收缩率 Mold Shrinkage D955 % 0.4~0.8 比重 Specific Gravity D792 23℃ g/cm 3 1.18 填充量 Filler Content 750℃/2h % 0热变形温度 Heat Deflection Temperature D648 0.46MPa ℃ 83 D648 1.82MPa ℃ 80UL94阻燃级别 UL94 Rating Class UL94 1.5mm V0, 3.0mm 5VA干燥温度 Drying Temperature ℃ 80~90 干燥时间 Drying Timehrs 3~4 料筒温度 Cylinder Temperature ℃ 190~230 模具温度 Mold Temperature℃50~90阻燃增强ABS :20G2F拉伸强度 Tensile Strength D638 5mm/min kgf/cm 2 600断裂伸长率 Elongation at Break D638 5mm/min % 7 弯曲强度 Flexural Strength D790 2.8mm/min kgf/cm 2 1,000 弯曲模量 Flexural ModulusD7901.3mm/min kgf/cm 2 45,000 缺口冲击强度 Izod Notched Impact Str. D256 1/8",23℃ kgf.cm/cm 7 熔融指数 Melt Flow Index D1238 230℃,3.82kgf g/10min 7 成型收缩率 Mold Shrinkage D955 % 0.1~0.3 比重 Specific Gravity D792 23℃ g/cm 3 1.25 填充量 Filler Content 750℃/2h % 10热变形温度 Heat Deflection Temperature D648 0.46MPa ℃ 100 D648 1.82MPa ℃ 96 UL94阻燃级别 UL94 RatingClassUL941.5mm V0干燥温度 Drying Temperature ℃ 80~90 干燥时间 Drying Timehrs 3~4 料筒温度 Cylinder Temperature ℃ 200~240 模具温度 Mold Temperature℃50~90增强ABS :20G6拉伸强度 Tensile Strength D638 5mm/min kgf/cm 2 900断裂伸长率 Elongation at Break D638 5mm/min % 6 弯曲强度 Flexural Strength D790 2.8mm/min kgf/cm 2 1,480 弯曲模量 Flexural ModulusD7901.3mm/min kgf/cm 2 78,000 缺口冲击强度 Izod Notched Impact Str. D256 1/8",23℃ kgf.cm/cm 6 熔融指数 Melt Flow IndexD1238 230℃,3.82kgf g/10min 3 成型收缩率 Mold Shrinkage D955 % 0.1~0.2 比重 Specific Gravity D792 23℃ g/cm 3 1.28 填充量 Filler Content 750℃/2h % 30热变形温度 Heat Deflection Temperature D648 0.46MPa ℃ 102 D648 1.82MPa ℃ 97UL94阻燃级别 UL94 Rating Class UL94 1.5mm HB 干燥温度 Drying Temperature ℃ 80~90 干燥时间 Drying Timehrs 3~4 料筒温度 Cylinder Temperature ℃ 200~240 模具温度 Mold Temperature℃50~90ABS 塑料目录[隐藏]ABS 塑料-概述ABS塑料-名称ABS塑料-性能ABS塑料-生产ABS的主要原料及辅助原料ABS塑料-ABS生产方法ABS塑料-ABS的分类ABS塑料-ABS用途ABS塑料-概述ABS塑料-名称ABS塑料-性能ABS塑料-生产ABS的主要原料及辅助原料ABS塑料-ABS生产方法ABS塑料-ABS的分类ABS塑料-ABS用途[编辑本段]ABS塑料-概述ABS树脂是五大合成树脂之一,其抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,还具有易加工、制品尺寸稳定、表面光泽性好等特点,容易涂装、着色,还可以进行表面喷镀金属、电镀、焊接、热压和粘接等二次加工,广泛应用于机械、汽车、电子电器、仪器仪表、纺织和建筑等工业领域,是一种用途极广的热塑性工程塑料。
﹑英文缩写:ABS中文全称:丙烯腈-丁二烯-苯乙烯共聚物英文全称:acrylonitrile-butadiene-styrene copolymer塑料相关数值注射温度(℃):200~260 注射压力(兆帕):78.4~196模具温度(℃):40~60 壁厚范围(毫米):1.5~5.0脱模斜度(型腔):40′~1°20′脱模斜度(型芯):35′~1°应用领域汽车(仪表板,工具舱门,车轮盖,反光镜盒等),电冰箱,大强度工具(头发烘干机,搅拌器,食品加工机,割草机等),电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车以及喷气式雪撬车等工艺流程干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90C下最少干燥2小时。
材料温度应保证小于0.1%。
建议温度:245C 注射速度:中流道和浇口无特殊要求化学和物理特性ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
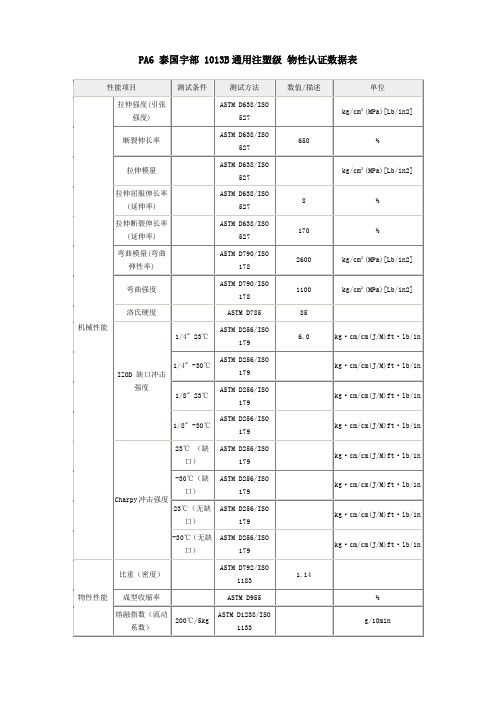
二﹑英文缩写:PA12中文全称:聚酰胺12或尼龙12英文全称:polyamide-12塑料相关数值注射温度(℃):240~300 注射压力(兆帕):78.4~147模具温度(℃):80~120 壁厚范围(毫米):0.6~3.0脱模斜度(型腔):20′~40′脱模斜度(型芯):25′~40′应用领域水量表和其他商业设备,电缆套,机械凸轮,滑动机构以及轴承等工艺流程干燥处理:加工之前应保证湿度在0.1%以下。
Izod 缺口冲击强度(Notched Izod Impact Strength )试验方法是悬臂梁法
性能测试条件单位标准
lzod缺口冲击强度| 23℃3.2mm | kj/m2 | ISO 180-A
9 抗冲击强度
采用有缺口试样测定材料的抗冲击性能,试验方法分为悬臂梁法(izod type)和简支梁法(charpy type)两种。
9.1 悬臂梁法试样安装成垂直的悬臂梁,摆锤在缺口同侧距缺口中心及钳口一定距离处把试样冲断。
9.1.1 设备刚性结构的摆锤式悬臂梁冲击试验机(见图3),示值误差不大于1%,冲击速度约为335cm/s,摆锤高度约为61cm。
摆锤与试样接触处应做成半径R 0.79mm的圆柱面,摆锤落下时,应在钳口上方22mm处与试样相切,钳口上部应作成R 0.25mm的圆角(见图4)。
图4 悬臂梁式冲击试验机的钳口、试样和摆锤
9.1.2 试样除非另有规定,应从板的纵、横两个方向各取5个试样,厚度不超过12.7mm 的板,试样厚度即为板的厚度。
厚度大于12.7mm的板,应加工到12.7mm厚。
可以根据产品标准进行平向或侧向试验。
当进行平向试验时,缺口应加工在单面机械加工板的加工面上。
对从厚板切取的试样,应注明试样取自厚板的表层还是中心。
厚度3.2mm以上,12.7mm以下的试样,可用几块试样叠起来进行试验,此时各块应排列整齐,而且都进行侧向试验,如果薄于12.7mm的单块试样能够牢固而准确地夹固,且其冲击能可在所用试验机上精确测定,允许单块进行试验。
注:平(侧)向试验冲击方向垂直(平行)于层向。
试样及缺口详细尺寸如图5所示:
9.1.3 缺口的加工
9.1.3.1 缺口可在铣床上用单齿或多齿铣刀加工,由于单齿铣刀容易磨出需要的形状。
因而采用的较多,刀具应仔细磨,以保证其锋利并避免加工粗糙。
采用无前角,后角为15°~20°的刀具可获得满意的加工状况。
刀齿的形状应能在试样上加工出形状和尺寸符合规定的缺口(见图5)。
缺口所含角度为45±1°,顶部曲率半径为R0.25±0.025mm,缺口角平分面应基本垂直于试样表面,误差不得大于2°。
9.1.3.2 通常,采用较高的铣削线速度和低进刀量可以避免加工中过热,不同材料的良好铣加工条件,可通过试验确定。
9.1.3.3 一个铣刀加工500个或更多缺口之后,应用60倍放大镜对缺口的粗糙度,角度和顶部半径进行检查,若不符合规定,应更换磨好的新刀具。
9.1.4 处理试样在试验之前应在23±2℃和相对湿度50±5%的条件下处理不少于24h。
试验在同上条件下进行,或在每一试样从受控气氛中取出后3min内开始试验。
9.1.5 步骤
9.1.5.1 测量每一试样缺口部尺寸,准确至0.02mm,记录缺口下宽度和试样厚度。
9.1.5.2 紧固好试样,使冲断试样的耗能示值在刻度的15%~85%范围内,记下冲击能。
9.1.5.3 冲击强度用冲击能量除以缺口处厚度表示,其单位为kgf·cm/cm2。
9.1.6 试验报告
报告中应包括对材料的描述,处理及试验条件,平向或侧向试验,冲击强度平均值,若一次冲击几个试样,记录试样数。
以纵、横向冲击强度平均值比较小的一个作为试验结果。
注:只有同样标称厚度及同一断裂类型的冲击值才可进行平均,若一组试样中有不同断裂类型应加以说明并分别报告,试样标称厚度标在冲击强度平均值后的括号中。
9.1.7 抛掷损失的校正
9.1.7.1 对于悬臂梁冲击强度低于2.75kgf·cm/cm2(27J/m)的材料,应作出抛掷损失的校正,试验步骤除与9.1.5规定相同外,还应增加估算抛掷试样断裂部分能量的步骤,其方法如下:把试样冲断的自由端重新放在其冲断前的位置,把摆锤抬高到它冲断该试样所升到的高度,再作一次冲击,这样试样自由端大体可获得它在试验中相同的速度,记录这一冲击能并除以试样缺口处厚度,这个值与试验悬臂梁冲击强度之差称为估计悬臂梁净冲击强度。