印染污水回用
- 格式:doc
- 大小:82.50 KB
- 文档页数:8
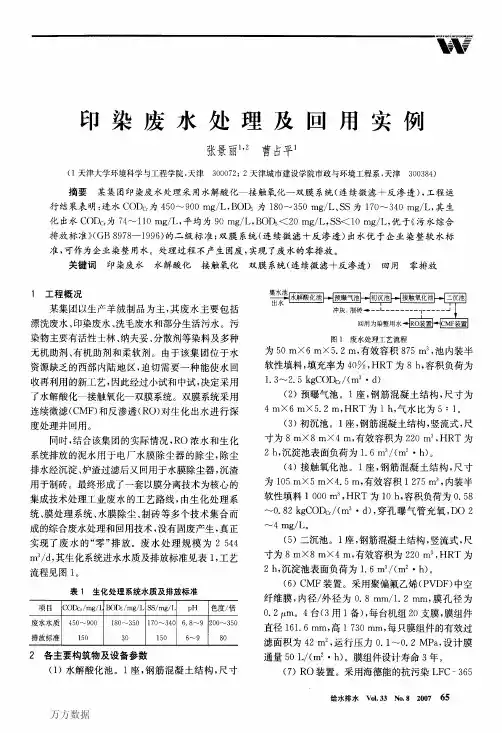
印染废水处理与回用工程实例摘要:采用“混凝+abr+活性污泥+机械过滤”处理某毛纺厂的印染废水,出水cod在50mg/l以下,色度低于10倍,优于《城镇污水处理厂污染物排放标准》(gb18918-2002)一级a标准,同时出水回用于大中色降温及大色染色工段,回用率60%以上,与改造前比,运行费用降低一半。
关键词:印染废水;回用;一级a ;排河abstract: treating the printing and dyeing wastewater of a woolen mill with the”coagulation +activated sludge +abr+ mechanical filtration “, the effluent cod is under 50mg/l, the chromaticity is less than 10 times, it is better than the”urban sewage treatment plant pollutant discharge standard”( gb18918-2002) the level of a standard, at the same time ,the cooling water back is used in major cooling and large color dyeing process, the back rate is more than 60%, and compared with the transformation before, the operating cost is reduced to half.key words: printing and dyeing wastewater; reuse; level a; pai river中图分类号:x505文献标识码:a 文章编号:2095-2104(2012)abstract:the combined process of coagulating sedimentation, abr, activated sludge and mechanicalfiltration is used to treat hebei a woolen mill wastewater to achieve that the cod is below 50mg/l and color degree is low 10 times, which are better than the standard a of “discharge standard of pollutants for municipal wastewater treatment plant” (gb18918-2002). in addition, the output water is reused for water production plants, and the level of wastewater reuse is more than 90%, the operation cost has been reduced by half after the improvement.key words:woolen mill wastewater,reused,standard a, discharge into river前言印染行业是高耗水行业,据不完全统计,截止2005年,国内印染行业每天排水量约450-500万吨,且因其处理难度。
十四五印染行业废水回用目标
十四五时期,我国印染行业废水回用目标主要表现在以下几个方面:
1. 政策推动:国家政策将进一步推动印染行业废水回用工作,要求企业采取有效措施降低生产过程中废水产生量,提高废水处理效率,鼓励企业采用先进技术对废水进行深度处理并回用。
2. 技术进步:随着科技的不断进步,印染行业废水处理及回用技术将得到进一步提升。
企业将采用更高效、更环保的工艺和设备,提高废水处理效果,减少污染物排放,实现废水的循环利用。
3. 经济效益:印染行业废水回用将为企业带来经济效益。
通过废水回用,企业可以减少新鲜水的使用量,降低生产成本。
同时,回用的废水可以用于生产过程中的冷却、洗涤等环节,提高水资源利用效率。
4. 环保要求:随着国家对环保要求的不断提高,印染行业废水回用将更加受到重视。
企业需要采取有效措施降低废水排放量,提高废水处理效果,确保废水达到国家排放标准。
同时,企业也需要加强对废水中污染物的监测和管理,防止污染物超标排放对环境造成不良影响。
总之,十四五时期印染行业废水回用目标旨在促进企业采用先进技术提高废水处理效果,减少污染物排放,实现废水的循环利用,推动行业的可持续发展。
印染废水的膜法回用技术2008年 9月 4日慧聪网在全国各工业行业中,废水排放量居前5 位的行业为造纸业、化工制造业、电力业、黑色金属冶炼业和纺织印染业,其中纺织印染业废水排放量占全国工业废水统计排放量的7.5%,其废水排放总量居全国工业行业第五位,总量为14.13 亿吨每年,其中印染废水约为11.3 亿吨(占纺织印染业废水的80%),约占全国工业废水排放量的6%,每天排放量在300-400 万吨。
印染污染物大多是难降解的染料、助剂和有毒有害的重金属、甲醛、卤化物等。
每排放1 吨印染废水,就能污染20吨水体。
加入WTC后,纺织印染近几年均以两位数增长,但污染物处理设施难以同步,污染物排放总量有增加趋势。
目前全国印染废水处理设施总投资超过百亿元人民币。
在我国工业行业的四大重点COD非放行业中,纺织印染业的COD非放量位居第四位。
造纸、食品行业的COD非放比重逐年下降,而纺织印染和化工行业的COD非放比重逐年上升,其中纺织印染业的比重从4.7%上升到5.6%。
可以看出,纺织印染行业的废水存在“水量大、COD非放总量大、废水处理困难”等诸多特点。
2.印染废水进行再利用的必要性印染废水是以有机污染为主的成分复杂的有机废水,处理的主要对象是BOD5不易生物降解或生物降解速度缓慢的有机物、碱度、染料色素以及少量有毒物质。
虽然印染废水的可生化性普遍较差,但除个别特殊的印染废水( 如纯化纤织物染色)外,仍属可生物降解的有机废水。
其处理方法以生物处理法为主,同时需辅以必要的预处理和物理化学深度处理。
预处理工艺主要包括调节、中和、废铬液处理与染料浓脚水预处理等;而生物处理工艺主要为好氧法,目前采用的有活性污泥法、生物接触氧化法、生物转盘和塔式生物滤池等。
为提高废水的可生化性,缺氧、厌氧工艺也已应用于印染废水处理中。
常用的物化处理工艺主要是混凝沉淀法与混凝气浮法。
此外,电解法、生物活性炭法和化学氧化法等有时也用于印染废水处理中。
印染厂中水回用
5月12日
印染厂中水回用
所谓中水,主要是指城市污水或生活污水作为水源,经过适当处理后作杂用水,其水质指标间于上水和下水之间,称为中水,相应的技术称为中水回用技术。
经处理后的中水可用到企业回收利用、园林灌溉、道路保洁、城市喷泉等。
印染厂中水回用优势
设备的核心工艺Neterfo-HRLE极限分离系统适用于各种复杂水源的较差进水条件,不仅可以将反渗透系统运营成本降低20%,而且成功解决了高回收率条件下,高含盐量、高硬度造成的膜结垢污染问题。
印染厂中水回用核心原理
Neterfo极限分离系统是莱特莱德专门针三高废水研发的一套膜法深度处理回用系统。
系统搭载了错流PON耐污染技术、POM宽流道高架桥旁路技术等多项莱特莱德专有技术,实现了超高回收率和极低能耗,是废水回用领域的不二选择。
水处理设备应用领域
主要适用于工厂、矿山、单户住户生活污水的处理;酒店,景点,车站,码头,机场,商场,疗养院,学校等场所;生活污水和一些工业有机废水排放点。
印染厂污水处理流程印染厂是一个生产加工纺织品和织物的行业,但由于其生产过程中使用的化学品和染料等原料,会产生大量的污水。
为了保护环境和水资源的可持续利用,印染厂必须建立和执行一套科学有效的污水处理流程。
以下是一个常见的印染厂污水处理流程的详细分析:1. 初步处理:- 污水进入印染厂的污水处理站,首先需要经过初步处理。
- 初步处理主要通过机械设备(如格栅和沉砂池)去除大颗粒物质和杂质。
- 格栅能够过滤掉污水中的大颗粒物质,如布料碎片和木屑等。
- 沉砂池则能够利用重力分离的原理沉淀污水中的泥沙和杂质。
2. 中级处理:- 经过初步处理后,污水进入中级处理单元。
- 中级处理主要通过生物处理来去除有机物质、油脂和部分色素等。
- 常见的生物处理方式包括活性污泥法、生物膜法和好氧颗粒污泥法等。
- 在这些处理过程中,污水会与特定微生物接触,微生物通过分解和降解有机物质来净化污水。
3. 高级处理:- 经过中级处理后,污水进入高级处理环节。
- 高级处理主要是利用化学方法去除残留有机物质和色素等难以降解的污染物。
- 常见的高级处理方法包括氧化法、吸附法和高级氧化法等。
- 氧化法主要是通过氧化剂使有机物质发生氧化反应,将其转化为无害的物质。
- 吸附法则采用吸附剂吸附污水中的有机物质和色素等,从而将其从污水中去除。
- 高级氧化法则是利用高级氧化剂(例如臭氧)生成的活性氧离子来分解和氧化有机物质。
4. 深度处理:- 经过高级处理后,污水进入深度处理环节。
- 深度处理主要是对污水进行进一步的净化和提标。
- 常见的深度处理技术包括膜分离技术、离子交换技术和电化学技术等。
- 膜分离技术利用微孔膜或超滤膜等分离污水中的溶质和颗粒,从而提高水质。
- 离子交换技术则通过交换树脂对污水中的离子进行去除和回收。
- 电化学技术则是利用电解池中的阳极和阴极将污水中的有害物质氧化分解。
5. 净化和回用:- 经过深度处理后,污水的质量得到了进一步提升。
印染废水中水回用处理工艺印染行业是耗水大户,废水排放量和污染物总量分别位居全国工业部门的第二位和第四位,是我国重点污染行业之一。
印染废水一直以排放量大、处理难度高而成为废水治理工艺研究的重点和难点。
同时,随着我国经济的飞速发展,水资源紧缺已成为制约我国印染行业进一步发展的限制因素。
为了实现印染行业的可持续发展,印染废水的资源化回用成为实现这一目标的关键。
目前,以服装染色、洗涤、整烫为主的生产型企业,在生产过程中排出大量废水,废水中含有一定的有机物和色度,需要对废水进行深度处理后才能回用。
国家要求全行业污水回用率“十一五”期间达到60%,但到目前为止污水处理后回用率还达不到7%,同时,由于我国是一个严重缺乏水资源的国家,有限的水资源也决定了印染行业必须走循环经济发展之路,因此,大力开展中废水再利用是立足长远的明智选择。
设计原则1、执行有关环保规定,确保各项出水指标符合国家和地方有关水质标准的要求;2、选择比较成熟的处理工艺,系统运行简单可靠、安全、操作方便,尽量减少运行成本及投资费用;3、选择处理工艺流程短、可行性、耐冲击、处理效果稳定;4、操作管理方便、便于维护;5、建设地点及用地应充分考虑用户的现有条件,根据厂方要求,指定地点用地,并应考虑管网的合理布置;6、水处理站应无二次污染,以减少对周围生活环境的影响;工艺介绍本项目污水处理工艺中,以石灰作为PH调节剂,以硫酸亚铁作为混凝剂,故出水铁含量较高,不能直接用于回用,但本项目是以物化+生化工艺为前段污水处理工艺的,特别是经过接触氧化池强化曝气,水中的二价铁均转化为三价铁,在出水中形成了氢氧化铁微絮体,这也是污水处理站出水浑浊、有色度的主要原因。
只要在出水中添加一定量的碱式氯化铝和PAM,就可将氢氧化铁微絮体结合成较大的絮体,通过高效过滤,即可除去污水中铁,故本项目采用AFF不对称纤维过滤器,AFF是一种集加药、微絮凝、沉淀和过滤为一体的高效过滤设备,其特点是滤速快(滤速是砂滤的10倍以上)、过滤精度高(过滤精度为5um,是一般砂滤的4倍)、反冲容易、管理方便,在本项目中,AFF主要是作为除铁和中水中悬浮物的设备。
双膜法技术在印染废水深度处理与回用中的运用张勇【摘要】针对经生化、物化处理后的印染废水的水质特点,采用“O3+UF+RO”的组合工艺对该废水进行深度处理,产水满足生产工艺回用水质的要求,外排水(浓水)达到广东省地方排放一级标准,取得了良好的经济和社会效益,具有一定的推广应用价值。
%Based on the characteristics of water quality of printing and dyeing wastewater after biochemical and physico-chemicaltreatment ,the combined process of“O3+UF+RO” is adopted to conduct advanced treatment of the wastewater , the reuse water meets the process requirements and the external drainage (RO concentrate water ) reaches Guangdong Province local discharge standards .It has achieved good economic and social benefits and should be spread .【期刊名称】《工业安全与环保》【年(卷),期】2015(000)008【总页数】3页(P57-59)【关键词】印染废水;臭氧;超滤;反渗透;废水回用【作者】张勇【作者单位】中钢集团武汉安全环保研究院有限公司武汉430081【正文语种】中文Key Words printing and dyeing wastewater O3 ultrafiltration reverse osmosis wastewater reuse印染行业耗水量和污水排放量大,不仅污染环境,还对水资源造成很大的浪费,加强对印染行业的节水减排是解决行业经济和水资源关系问题的有效方法,对行业的可持续发展起着重要理论指导和现实应用意义。
印染纺织废水解决设计方案设计原水水量:8000 m3/d。
设计原水水质为: COD Cr≤2023 mg/L , BOD5≤300 mg/L ,SS≤1000mg/L,色度=526(倍),pH=8~10。
设计出水水质:设计出水水质达成回用标准,即: COD Cr≤50 m g/L , BOD5≤10mg/L ,SS≤10mg/L,色度≤30(倍), pH=7~9。
一、工艺流程1、格栅、调节、沉淀池采用地下式钢筋混凝土结构,尺寸为:20 m×6 m×10 m,有效容积为1200 m3 ;HRT=3.6 h 。
2、催化铁内电解反映器A催化铁内电解反映器A,设于格栅、调节、沉淀池与水解酸化池之间,由两层无机复合微滤膜和中间填加的铁屑、铜屑等组合填料过滤层构成。
无机复合微滤膜孔径0.6微米,合计每层过滤面积273.4㎡,滤速1.22m3/㎡h;铁屑、铜屑等组合填料构成的氧化还原反映层尺寸为:11.3 m×1.68m ×0.15 m,共3组,合计过滤面积56.95㎡;滤速5.85m3/㎡h 。
3、水解酸化池采用地下式钢筋混凝土结构,尺寸为:20 m×22.32 m×10 m,有效容积为4464m3 ;HRT=13.39 h, SRT=100d。
4、催化铁内电解反映器B催化铁内电解反映器B,设于水解酸化池与接触氧化膜生物反映器A之间,由两层无机复合微滤膜和中间填加的铁屑、铜屑等组合填料过滤层构成。
无机复合微滤膜孔径0.6微米,合计每层过滤面积2 73.4㎡,滤速1.22m3/㎡h;铁屑、铜屑等组合填料构成的氧化还原反映层尺寸为:11.3 m×1.68m ×0.15 m,共3组,合计过滤面积5 6.95㎡;滤速5.85m3/㎡h 。
5、接触氧化膜生物反映器A采用地下式钢筋混凝土结构,两池并联交替运营。
单池尺寸为:16.5m×6 m×10 m ;其中设有孔径0.2微米、过滤面积1738.18㎡的无机复合微滤膜过滤器;无机复合微滤膜兼作微孔曝气器。
印染废水的深度处理和有效回用探讨关键词:印染废水深度处理废水回用清华大学环境科学与工程系杨海军,周律 1、前言我国是水资源相对匮乏的国家,我国13亿人口的人均水资源少于世界人均的四分之一,也就是说,我们用占世界6%的水资源量支撑着世界上21%的人口。
印染行业是耗水大户,平均生产lkg产品需要消耗0.2~0.5 m3的水,同时印染企业也是排污大户,其废水排放量占纺织工业废水排放量的80%。
印染废水的回用率很低,通常只有7%,是所有行业中水回用率较低的行业。
因此,开展印染行业的污水治理迫在眉睫,而实现印染企业的水资源循环使用已成为解决环境污染及缓解用水困难的措施之一.也是企业提高竞争力.提质升级的重要举措。
本文首先提出在水回用技术路线设计过程中应注意的两个原则.随后结合几套回用集成工艺,分析探讨印染废水回用中存在的有机染料循环浓缩、无机盐积累等问题,总结了回用水质的影响因素和回用率的确立方法,在展望印染废水回用技术的发展前景的同时,为企业有效水回用实施提出了一些建议。
2、处理技术路线的设计原则当前印染企业正处于新老交替,产业优势转移,提质创优的发展阶段。
水的封闭循环利用已成为企业实现可持续发展的一个重要目标。
因此,企业对用水和污水回用应根据自身特点和发展要求及早进行合理设计和规划.对于现有印染企业,应从实际出发,首先对现有污水处理设施进行评估,在得到确切评估结果的基础上进行整改、补充和添置新设施等。
实施宗旨是利用一切现有设施,力求成本节约;放弃部分无用工艺,以求技术合理。
设计原则是合理选择污水深度处理工艺,有效控制回用成本。
新建印染厂应首先对企业的污水总排放量、排放指标等有所把握,尽可能按照国家污水排放一级标准进行设计,以减轻深度处理的难度,降低废水回用的运行成本。
3、合理的回用技术现有的印染废水回用技术往往是在印染废水达标排放的基础上,对原水(废水处理设施的出水)进行三级处理,由于原水成分复杂,不稳定,很难形成一种规范性、普适性的回用技术路线。
各企业要根据企业回用水质的要求。
选择具体的深度处理工艺或者集成工艺。
目前我国印染废水处理普遍采用“物化处理+生化处理”工艺。
但处理效果不够稳定.一般很难达到一级排放标准.常用的回用处理工艺有:混凝、过滤、高级氧化、活性炭吸附、膜分离技术、离子交换法等.单独的回用工艺存在各自缺陷.如臭氧氧化技术处理后的水并不能直接回用于生产,原因是此技术在降低废水中的难降解有机物分子量时.废水COD去除率并不高,脱色效果好,但并不能去除溶解性污染物和盐份。
因此.开发新型组合新工艺已成为行业内研究的重点,几种有代表性的研究结果和应用如下:(1)印染废水→物化处理(混凝沉淀)→生化处理组合(内循环厌氧+HCR/生物活性炭+接触氧化)→纤维球过滤→回用@=================@###page###@=================@ 将各种生物处理单元(包括厌氧、缺氧、好氧、高级好氧等)进行组合用于生化处理是一种发展趋势。
山东华纺采用了两种生物处理工艺,即将高效好氧工艺(HCR)法与生物活性炭法(PACT)相结合,提高了反应器中氧的利用率.增强了抗冲击负荷能力。
提高了处理效率。
该工艺后处理采用纤维球对原水进行过滤,过滤速度快、效果好,回用水质稳定。
经过生产性试验表明,回用水用于皂洗是可行的,其回用水水洗后的布样色光、深度与自来水洗后的一致。
(2)印染废水→二级生化处理→化学絮凝→离子交换→回用韩国Kim等用流体床生物膜反应器结合化学絮凝和离子交换法对印染废水进行深度处理。
试验表明.整个集成工艺的CODcr和色度去除率分别达到95.4%和98.5%,该工艺出水可回用到印染所有工序中,但该方案为了降低铁离子浓度和电导率,对离子交换树脂的依赖性较大,这难免会提高离子交换树脂的再生频率。
黄瑞敏等采用生物曝气滤池(BAF)→精密过滤器→阳离子交换→阴离子交换工艺,处理回用经物化处理后的印染废水,使原水的无机盐质量浓度(以硫酸根计)从400 mg/L降低到180 mg/L,硬度(以CaCO3计)从100 mg/L降低到50 mg/L。
回用水与新鲜水以体积比1:1混合,可满足染整生产的一般水质要求.回用成本仅为0.3~0.4元/t.回用处理设施的投资费用约为700元/t,经济效益和环境效益十分可观。
(3)印染废水→二级生化处理→二氧化氯氧化(臭氧和其它高级氧化技术)→过滤或者吸附→回用二级生化出水后采用氧化技术结合活性炭吸附工艺是当前印染废水回用技术经常考虑的工艺,氧化对废水脱色非常有效.可把复杂的染料大分子转化成了有机小分子,但过程中对CODcr去除非常有限。
氧化工艺结合活性炭吸附工艺.两者相互取长补短,可大幅度提高印染废水的回用水质。
(4)印染废水→二级生化处理→微滤→膜组合技术→回用几种膜分离技术以及复合膜的高级生物反应器技术.它们之间的组合来处理印染废水是当前发展最快的水回用技术。
随着膜组件的改进和膜材料成本的下降,也正加快这种趋势。
膜分离技术中的纳滤(NF]和反渗透(OR)工艺.可以对印染废水进行有效脱盐.这是膜分离集成技术应用于印染废水回用的优势所在。
Schoeberl等人采用MBR二级出水后采用NF处理.CODcr去除率可达到91.8%,出水电导率为0.175μS/cm、去除率为73.1%。
Rozzi等的研究结果同样表明“MBR+NF 工艺”的处理效果要优于传统的“生化处理+臭氧氧化+活性炭吸附”组合技术,出水水质也更稳定。
@=================@###page###@=================@ 由于印染工艺的复杂性以及工艺对回用水质要求的差异.以上几种技术集成只是众多研究结果中有代表性的结果,并不一定具有普适性。
因此,选用可靠、经济、稳定的回用处理工艺,是企业增大水循环量,提高废水回用的关键。
4、影响因素和回用水质在染色工序中.对水质要求严格,水质的优劣直接影响产品的质量,染料和助剂的消耗量。
通常对纺织品染色品质要求越高.对水质的要求也越高.只有回用水水质各项指标都控制在使用水水质指标范围内.才真正意义上做到水的有效回用。
目前国家还没有出台统一的印染废水回用水质指标,但参照中国印染协会提出的印染行业用水水质标准(见表1),可采如下回用水质标准:色度(稀释倍数)≤25,CODMn≤20,总硬度(CaC03计)≤400 mg/L,透明度≥30cm,pH值6.0-9.0,SS≤30mg/L,铁为0.2-0.3mg/L,锰≤0.2mg/L。
表1 印染用水水质标准(已审定)注:引自中国印染行业协会环保专业委员会“印染行业发展和水资源问题”报告。
废水处理回用于生产是否可行。
要依据其对产品的质量是否产生影响来判断。
表征这些影响的参数(或者说影响因素)主要有色度、硬度、悬浮物以及无机盐浓度等。
其中色度和硬度是较为重要的两个参数.色度高会直接影响织物的颜色,从而降低色牢度;硬度高会使纤维变脆,着色变黄,从而降低颜色的鲜明度:无机盐浓度必须控制在一定范围内,过高会影响染布的匀染性,C1-过多会直接影响一些活性染料匀染性和色牢度.且易使染布褪色,过高的铁锰盐会使纤维布匹产生斑点以及染色不鲜艳等。
因此.如何从诸多影响因素中筛选出主要因素,再通过监测主因水平来表征并建立一套回用水水质指标及标准将是今后业界研究的一个热点。
企业要做好废水回用工作,也要根据生产要求来确定适用于自身的回用水水质指标及标准。
5、回用应注意的问题废水的大量回用会对生产产品和污水处理系统产生影响,应注意如下三个问题:(1)有机污染物循环积累因为回用水中总会残存有机污染物.这些有机污染物通过回用从而转移到生产中。
随着循环次数的增加.势必就会造成有机污染物的积累,积累到一定程度就会对整个污水处理系统产生影响。
(2)无机盐的循环积累@=================@###page###@=================@ 在印染过程中通常会加人大量的无机盐类物质,如碳酸钠、碳酸氢钠、多聚磷酸钠、氯化钠、硫酸钠、连二硫酸钠等。
由于传统末端处理工艺并不能去除无机盐,此时一味增加回用率,无机盐的循环积累会影响产品质量和污水处理单元。
有研究表明,印染用水的电导率超过3000μS/cm,即含盐量约大于2000mg/L时。
盐容易在织物上产生斑迹,影响产品的质量,而含盐量过高,造成盐的浓度升高会对废水生化处理单元产生破环性影响。
因此,回用水的脱盐是维持循环系统盐的平衡,保证产品质量及污水处理系统稳定运行的重要手段。
目前除盐工艺主要有电渗析除盐(EDI)、离子交换除盐和膜分离除盐等技术。
对于原水脱盐,电渗析和离子交换除盐技术.元论从其分离原理上,还是从经济性上考虑,都不具有可行性和适用性。
膜分离技术特别是含有反渗透(OR)和纳滤(NF)的膜组合分离技术,对于具有一定尺度水合离子半径或者分子量的物质均具有良好的物理分离效果.伴随膜组件工艺的提升和膜材料成本的下降,会在印染废水脱盐及水回用中扮演重要角色。
(3)回用处理后排放浓水的处理和排放问题膜分离技术应用于印染废水回用,尽管脱盐率高,但在得到大量回用水的同时,也产生包含大量的含盐和有机物染料的浓缩液,而浓缩液会对生化处理单元有影响。
因此,应时刻注意浓缩液的合理处理,或者寻找一些新工艺单独处理。
6、回用水的使用染色废水在经过“清浊分流”后,应遵循“分质、分工段回用”和“适当回用”两个原则,占总污水量1/8到1/10的浊污水.从回用量上讲并不是回用的重点,可以结合“水解酸化+好氧处理”等工艺处理后排放.不再考虑回用或者少量回用于低品质用水,如冲洗用水、绿化用水和冲洗道路等。
而清污水主要来自染缸内的冷却水、蒸汽冷凝水、染色的前处理水、染色水和染色后漂洗水等。
冷却水和冷凝水可以进行现场收集.经简单处理后可立即回用,或者部分回用到染色前处理部分工序。
前处理工序用水量约占总水量的15%.对水质要求不高,本身就需添加一些表面活性剂、碱等,回用水可以考虑回用于前处理阶段。
染色工序用水量约占总水量的60%,对水质要求较高,可使用部分回用水。
染深色时回用率可适当增加.回用水中盐分和氯离子的浓度不能高,会影响染色效果。
染浅色布时,回用水使用率不能高.染色工序最多只能考虑20%左右。
后整理工序用水量约占总水量的10%,对水质要求较高,不宜使用回用水.而且后整理废水最好也不要作为回用水水源.因为后整理使用柔软剂、防水剂等助剂对前处理和染色效果都有影响。
工厂其他杂用水,如冲厕、浇花等可以全部使用回用水,约5%左右。
染色的前处理水、染色水和后漂洗水,是水回用的重点,其废水可作为原水的进水,经处理后回用。
@=================@###page###@=================@ 由于回用水中存在有机染料和盐份的循环积累,在考虑大量回用时,除了考虑脱盐的问题外,还应注意“适当回用”原则。