《数控车循环指令》课件
- 格式:pptx
- 大小:421.21 KB
- 文档页数:24


龙源期刊网
FANUC数控车循环指令应用与技巧
作者:赵亚肖
来源:《中国科技博览》2017年第21期
[摘 要]FANUC数控车床是常见的机械加工重要设备。数控车床的加工效率高、而且精度高,自动化程度高。在进行数控车床加工作业前,要对指令进行编写,这是车床加工作业的基础。本文将进行分析,以供参考。
[关键词]FANUC数控车;循环指令;编写
中图分类号:TG519.1 文献标识码:A 文章编号:1009-914X(2017)21-0209-01
1 前言
FANUC系统是数控机床的常用控制系统之一,其控制指令分为单一循环指令和多重循环指令。
2 编程思路
程序的本质是找出工具轨迹的特征,通过数学算法在程序中实现重复语句。根据上述零件特性,我们发现X坐标值逐渐减小。因此,您可以使用FANUC系统X磨损值变化,定制车削循环加工,每次从刀具的部分轮廓距离固定值控制刀具,并在修改前的每个加工周期内处理后再使用系统条件跳转,返回相应的地方修改声明。粗加工循环完成后,确定工件确定精加工量,修改刀具补偿参数,然后跳转完成以完成车削。
3 正确选择循环起点
当循环程序结束时,工具在循环结束时自动返回循环程序执行的起始位置。因此,有必要确保刀具在循环结束时安全地返回到起点,当循环指令编程时易于使用导致主要问题的安全隐患处理,当然不能要保证安全,起点设置距离工件太远,导致多空空刀轨迹,影响加工效率。是否可以安全地返回到循环的起点,循环程序的起始位置,精加工过程最后一行末端的刀具位置,循环结束时工件的形状,形状的工具架和其他工具安装位置。在任一种情况下,最终可以通过改变循环程序的起始位置来确保循环不会干扰快速回缩。您可以使用数学计算方法,CAD软件查询基点坐标法来确定循环的合理安全的起始位置,或在程序调试阶段,使用单级操作和低倍率进给,尝试切割,一步一步地修改程序起点坐标确定合理安全的起点位置。考虑到上述因素后,要确定循环的起点,还要特别注意:如果加工前加工切割加入测量调试程序,如机床运行到第N行,主轴停止,程序为暂停后,在测量后缩回到适当的位置,然后再手动或手动方式进入工件附近的位置,自动执行精加工循环指令,然后循环程序的起点为点,选择不正确龙源期刊网
《装备制造技术))2008年第12期
数控车削循环指令循环起点的确定
付琼芳
(岳阳职业技术学院,湖南岳阳414000)
摘要:数控车削加工的程序多用手工编制,在编制过程中为了简化程序,循环指令使用非常多。循环指令前刀具所在位置即为循环过
程的循环起点。循环起点既是循环过程中刀具的起始位置,也是循环结束后刀具要返回的位置,此位置决定着加工能否安全高效地 完成。 关键词:程序;指令;切削深度;工件
中图分类号:TG659 文献标识码:A
数控车削循环指令有单一循环指令和复合循环指令两大
类。其中单一循环指令包括外圆切削循环指令G90、端面切削
循环指令G94、螺纹切削循环指令G92;复合循环指令包括外
圆复合循环指令G71、端面复合循环指令G72、封闭切削循环
指令C73、螺纹复合循环指令G76等。单一循环程序的循环过
程基本相同,以G90为例说明。复合循环程序中G71与C72
循环过程类似,用于加工轮廓坐标具有单调性的零件;G73走
刀路线为封闭式,用于毛坯已基本成型的零件加工,其走刀路
线为轮廓线;G76为斜切式的螺纹加工。
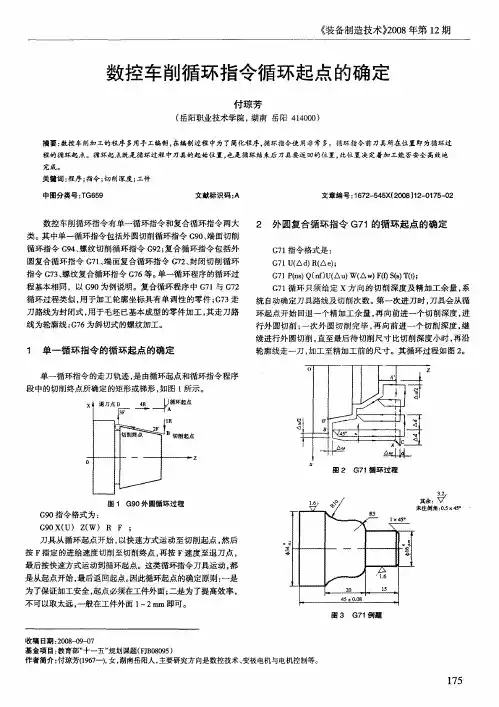
1 单一循环指令的循环起点的确定
单一循环指令的走刀轨迹,是由循环起点和循环指令程序
段中的切削终点所确定的矩形或梯形,如图1所示。
图1 G9O外圆循环过程 G90指令格式为:
G90 X(U)Z(W)R F;
刀具从循环起点开始,以快速方式运动至切削起点,然后
按F指定的进给速度切削至切削终点,再按F速度至退刀点,
最后按快速方式运动到循环起点。这类循环指令刀具运动,都
是从起点开始,最后返回起点。因此循环起点的确定原则:一是
为了保证加工安全,起点必须在工件外面;--是为了提高效率,
不可以取太远,一般在工件外面1~2 lnlTl即可。 文章编号:1672—545X(2008)12-0175—02
2 外圆复合循环指令G71的循环起点的确定
G71指令格式是:
G71 U(Ad)a(Ae); GT1 P(ns)Q(nf)U(Au)W(Aw)F∞S(s)T(0; G71循环只须给定x方向的切削深度及精加工余量,系
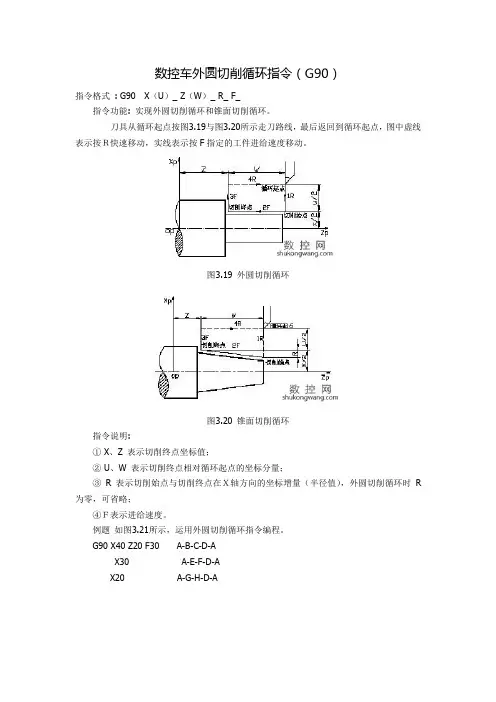
数控车外圆切削循环指令(G90)
指令格式 : G90 X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③ R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R为零,可省略;
④F表示进给速度。
例题 如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30 A-E-F-D-A
X20 A-G-H-D-A
图3.21 外圆切削循环例题
例题 如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30 A-E-F-D-A
X20 A-G-H-D-A
图3.22 锥面切削循环例题

OCCUPATION161 2010 3FANUC 系统数控车循环指令应用技巧文/季 琴FANUC系统是数控机床的常用控制系统之一。 FANUC系统的循环指令可分单一循环指令和多重循环指令。循环是指刀具从起刀点开始空行程和切削行程到返回起刀点所形成的一个封闭循环轨迹,如图1虚线所示。执行单一循环指令时,刀具每次只走一个封闭循环轨迹,执行多重循环指令时,刀具每次走多个封闭循环轨迹。一、合理选用循环指令不同的循环指令由于其循环轨迹特征不同,所以只适用某种类型零件加工,如选用不当,会造成空刀多,加工效率低的问题,甚至影响加工质量。如采用棒料加工径向尺寸相差较大的轴类零件时,采用G73编程,加工时将会产生许多空刀轨迹,如图2所示;锻件、铸件类毛坯如采用G71编程,同样会产生大量空刀轨迹,如图3所示,皆不利于提高加工效率。(双点划线为毛坯假想轮廓,双点划线以外的细实线轨迹皆为空刀轨迹)二、正确选择循环起点由于循环程序结束后,刀具自动快速返回循环程序执行时的起点位置,因此,必须确保刀具在循环结束时,能安全返回到起始点,这是采用循环指令编程时,初学者容易忽略,且易造成加工安全隐患的主要问题,当然,也不能为了确保安全,将起始点设置的过分远离工件,而造成多次空刀轨迹,影响加工效率。是否能安全返回循环起始点,与循环程序执行时的起点位置、精加工程序最后一行结束时的刀具位置、循环结束时工件形状、刀架形状和其他刀具安装位置有关。无论哪一种情况,最终都可以通过改变循环程序的起点位置,来保证循环结束快速退刀时不发生干涉。可以采用数学计算方法、CAD软件查询基点坐标方法,来确定合理和安全的循环起点位置,或者在程序调试阶段,采用单段运行和低倍率进给,进行试切削,逐步修改程序中循环起点坐标,以确定合理和安全的起点位置。在考虑以上因素确定循环起点后,还要特别注意:如果在精加工切削前加入测量调试程序,如机床操作到第N行,主轴停止,程序暂停,退刀到适当位置后进行测量,然后再次手动或手摇方式进刀到靠近工件的某一位置,自动执行精加工循环指令,此时循环程序的起点位置就是该点,选择位置不当,有可能发生干涉,因此,最好在精加工循环程序行前加入快速进刀到循环程序合理起点位置的指令,以确保安全。三、循环指令的合理组合通常精加工G70指令与粗加工G71、G73、G74指令之一结合使用,完成工件的粗精加工。但对于有内凹结构的工件,采用G71进行粗加工时,就容易出现问题,如图所示零件,如采用FANUC TD系统G71循环指令进行粗加工,因该指令只在最后一次循环中,按轮廓进行粗加工循环切削,会造成进刀量过大而损坏刀具或影响加工质量;如采用FANUC TC系统G71循环指令进行粗加工,而所设定的精加工单边余量小于内凹结构深度,在粗加工阶段会在内凹结构的一侧产生过切,使得精加工时余量不足,工件报废,见图4。为解决这一问题,可采用G71与G73相结合的方法进行粗加工,即先采用G71循环去除大部分切削余量,然后