第2章金属切削加工基本知识
- 格式:ppt
- 大小:18.05 MB
- 文档页数:47

金属切削原理与刀具(第四版)习题册答案中国劳动社会保障出版社目录第一章金属切削加工的基本知识 (1)第一节切削运动 (1)第二节切削要素 (1)第二章金属切削刀具的基本知识 (3)第一节刀具材料 (3)第二节切削刀具的分类及结构 (4)第三节刀具的几何角度 (4)第四节刀具的工作角度 (6)第三章切削加工的主要规律 (7)第一节切削变形 (7)第二节切屑的类型与控制 (7)第三节积屑瘤 (9)第四节切削力与切削功率 (10)第五节切削热和切削温度 (12)第六节刀具磨损与刀具耐用度 (12)第四章切削加工质量与效率 (14)第一节工件材料的切削加工性 (14)第二节已加工表面质量 (14)第三节切削用量的选择 (15)第四节切削液 (16)第五章车刀 (18)第一节焊接式车刀 (18)第二节可转位车刀 (18)第三节成形车刀 (20)第六章孔加工刀具 (21)第一节麻花钻 (21)第二节深孔钻 (22)第三节铰刀 (23)第四节镗刀 (24)第五节其他孔加工刀具 (24)第七章铣刀 (26)第一节铣刀的种类及用途 (26)第二节铣刀的几何参数及铣削要素 (27)第三节铣削方式 (28)第八章拉刀 (30)第一节拉刀的种类 (30)第二节拉刀的结构组成及主要参数 (30)第三节拉削方式 (31)第四节拉刀的使用与刃磨 (32)第九章螺纹刀具 (34)第一节螺纹车刀 (34)第二节丝锥和板牙 (35)第三节螺纹铣刀 (35)第四节塑性变形法加工螺纹 (35)第十章齿轮加工刀具 (37)第一节齿轮刀具的种类 (37)第二节齿轮滚刀 (37)第三节蜗轮滚刀 (38)第四节插齿刀 (39)第五节剃齿刀 (40)第十一章数控机床用刀具 (41)第一节数控车床用刀具 (41)第二节数控铣床用刀具 (42)第三节数控加工中心用刀具 (43)第一章金属切削加工的基本知识第一节切削运动一、填空题1.刀具、工件、主、进给2.待加工、已加工、过渡二、判断题*1.√*2.√3.× 4.× 5.√ 6.×三、选择题*1.B *2.C 3.A *4.A *5.A *6.B *7.A四、简答题写出下表中各种切削加工方法具备的主运动。
机械制造工程学习题及答案_超级完整文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]第一章绪论思考下列问题:1.机械制造工业的发展历史和现状。
2.机械制造工业在国民经济中的地位作用。
3.本课程的主要任务和要求。
第二章金属切削加工的基础知识一、填空题1. 在加工中,刀具和工件之间的相对运动称为切削运动,按其功用可分为主运动和进给运动。
其中主运动消耗功率最大。
2. 切削用量三要素是指切削速度、进给量和背吃刀量。
*3. 刀具静止角度参考系的假定条件是假定安装条件和假定运动条件。
4. 常用的切削刃剖切平面有正交平面、法平面、背平面和假定工作平面,它们可分别与基面和切削平面组成相应的参考系。
5. 在正交平面内度量的前刀面与基面之间的夹角称为前角,后刀面与切削平面之间的夹角称为后角。
6. 正交平面与法平面重合的条件是刃倾角为0 。
7. 基准平面确定后,前刀面由前角和刃倾角两个角确定;后刀面由后角和主偏角两个角确定;前、后刀面确定了一条切削刃,所以一条切削刃由前角、后角、刃倾角、主偏角四个角度确定。
8. 用以确定刀具几何角度的两类参考坐标系为刀具标注角度参考系和刀具工作角度参考系。
二、判断题(正确的打√,错误的打×)1. 在切削加工中,进给运动只能有一个。
(×)2. 背平面是指通过切削刃上选定点,平行于假定进给运动方向,并垂直于基面的平面。
(×)3. 其它参数不变,主偏角减少,切削层厚度增加。
(×)4. 其它参数不变,背吃刀量增加,切削层宽度增加。
(√)5. 主切削刃与进给运动方向间的夹角为主偏角K。
(×)r*6. 车削外圆时,若刀尖高于工件中心,则实际前角增大。
(√)7. 对于切断刀的切削工作而言,若考虑进给运动的影响,其工作前角减少,工作后角增大。
(×)*8. 当主偏角为90时,正交平面与假定工作平面重合。
(√)9. 切削铸铁类等脆性材料时,应选择K类(YG类)硬质合金。
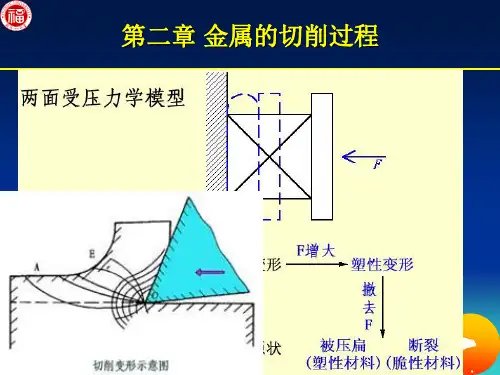
第一章金属切削加工的根本学问教学方法导入课:金属切削加工,通常又称为机械加工,是通过刀具与工件之间的相对运动,从毛坯上切除多余的金属,从而获得合格零件的加工方法。
切削加工的根本形式有:车、铣、刨、磨、钻等,包括钳工加工〔錾、锉、锯、刮削、钻孔、铰孔、攻丝、套丝等〕一般状况下,通过铸造、锻造、焊接及轧制的型材毛坯精度低和外表粗糙度大,必需进展切削加工才能成为零件。
本章主要介绍金属切削加工中的根本规律和现象。
讲授课:第一节金属切削加工的根本概念一、切削运动和切削要素1、切削运动切削运动是为了形成工件所必需的刀具和工件之间的相对运动。
切削运动按其作用不同,分为主运动和进给运动。
(1)主运动是切削运动中速度最高、消耗功率最大的运动;一般切削运动中,主运动只有一个。
各种机械加工的主运动:车削:工件的旋转铣削:铣刀的旋转刨削:刨刀〔牛头刨〕或工件〔龙门刨〕的往复直线运动钻削:刀具〔钻床上〕或工件〔车床上〕的旋转。
(2)进给运动是使的切削层金属不断地投入切削,从而切出整个外表的运动;进给运动可以是一个或多个。
各种机械加工的进给运动:车削:刀具的移动铣削:工件的移动钻孔:钻头沿轴向移动内外圆磨削:工件旋转和移动切削加工过程中,为实现机械化和自动化,提高效率,除切削运动外,还需要关心运动。
如切入运动,空程运动,分度转位运动、送夹料运动及机床掌握运动等。
切削过程中形成三个外表:待加工外表、加工外表、已加工外表2、切削要素包括切削用量和切削层横截面要素。
(1)切削用量三要素1)切削速度v是主运动的线速度〔m/s 或m/min 〕a = d w旋转主运动:2) 进给速度 v f 或进给量 fv f :单位时间内刀具对工件沿进给方向的相对位移〔 mm/s或 mm/min 〕进给量 f :工件或刀具每转一周,刀具对工件沿进给方向的相对位移。
〔mm/r 〕切削时间 t = L/v f = L/nf3〕背吃刀量 a p 〔切削深度〕工件已加工外表和待加工外表的垂直距离〔mm 〕 教学方法 外圆车削: - d p 2钻孔: a = d mp 2合成切削运动 :v e = v +v f 〔向量的关系〕(2) 切削层横截面要素切削层是指刀具与工件相对移动一个进给量时,相邻两个加工外表之间的金属层,切削层的轴向剖面称为切削层横截面。

机械制造技术课件第二章金属切削基本原理一、教学内容二、教学目标1. 理解金属切削的基本概念,掌握金属切削过程的基本原理。
2. 了解金属切削刀具的材料、结构及其对切削加工的影响。
3. 掌握切削力、切削热及切削温度的计算方法,分析其对加工质量的影响。
三、教学难点与重点教学难点:金属切削过程中的物理现象及其对加工质量的影响。
教学重点:金属切削基本概念、刀具结构及其对切削加工的影响、切削力的计算。
四、教具与学具准备1. 教具:金属切削刀具实物、切削加工视频、PPT课件。
2. 学具:笔记本、教材、计算器。
五、教学过程1. 导入:通过展示金属切削加工视频,让学生了解金属切削的实际应用,激发学习兴趣。
时间:5分钟2. 知识讲解:(1)讲解金属切削的基本概念,如切削、切削速度、进给量等。
(2)介绍金属切削刀具的材料、结构及其对切削加工的影响。
(3)分析金属切削过程中的物理现象,如切削力、切削热等。
(4)讲解切削力、切削热及切削温度的计算方法。
时间:30分钟3. 例题讲解:选择一道具有代表性的例题,详细讲解切削力的计算过程。
时间:15分钟4. 随堂练习:出一道与例题相似的练习题,让学生独立完成,巩固所学知识。
时间:10分钟5. 课堂小结:时间:5分钟六、板书设计1. 金属切削基本概念2. 金属切削刀具的材料及结构3. 金属切削过程中的物理现象4. 切削力、切削热及切削温度的计算5. 课堂练习题及答案七、作业设计1. 作业题目:(1)简述金属切削的基本概念。
(2)列举金属切削刀具的常见材料,并说明其特点。
2. 答案:(1)金属切削是指利用切削工具将工件上的材料去除,使其达到一定尺寸和表面质量的过程。
(3)切削力的计算公式:F = ap f cos(λ) K其中,ap为切削深度,f为进给量,λ为刀具前角,K为工件材料系数。
带入数据计算得:F ≈ 300N八、课后反思及拓展延伸1. 课后反思:本节课通过实践情景引入、例题讲解、随堂练习等方式,使学生掌握了金属切削基本原理。