IPG高功率激光器客户培训手册V2
- 格式:pdf
- 大小:1.02 MB
- 文档页数:49
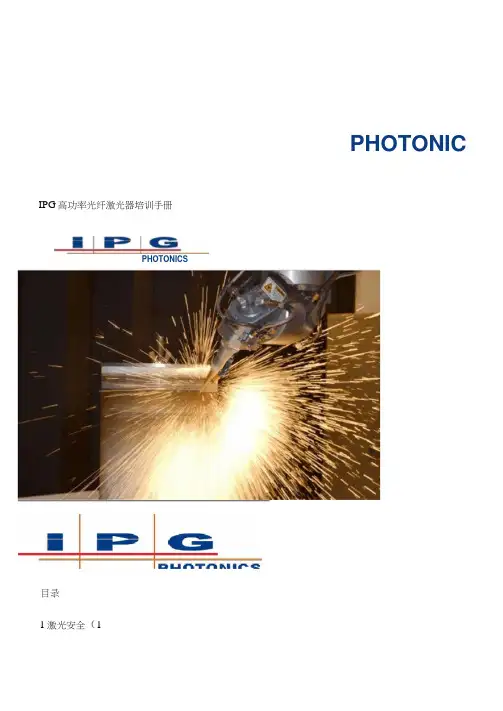
IPG高功率光纤激光器培训手册PHOTONICSPHOTONIC目录1激光安全(11.1激光等级定义(11.2IPG光纤激光器等级(21.3激光伤害机理(21・4防护眼镜(31.5电气伤害(31.6机械伤害(41.7气体粉尘伤害(41.8安全建议(42设备描述(52.1功能原理(52.2激光原理(62.3激光器构造(72.3.1常见激光器外观(72.3.2激光器前门内部(82.3.3激光器后门内部(92.3.4激光器侧门内部(102.3.5控制部件(112.4安全电路(11 2.4.1安全互锁继电器K6(12242急停安全继电器K7(132.5接口定义(142.5.1XP 1 硬线接口(142.5.2XP2 安全接口(172.5.3XP3水冷机控制接口(192.5.4XP4模拟量控制接口(202.5.5XP 9/10/11/12 -光闸通道安全接口(20 2.5.6现场总线接口(213激光软件(303.1与激光器建立连接(303.2激光器IP地址复位(313.3软件指示灯概述(323.4 启动L ASERN ET 软件(333.5L ASER N ET 软件界面(343.6L ASER N ET 属性页面(353.6.1状态页面(35362警报页面(373.6.3预警页面(41364控制页面(43 3.6.3预警页面(413.7.4程序命令详解(613.6.5事件页面(453.6.6日志文件页面(463.6.7光闸页面(493.6.8电源页面模拟量(513.6.9 电源页面 CAN-Bus (523.6.10水冷机页面Riedel (533.6.11水冷机页面IPG (543.6.13选项页面-QCW 准连续(56 3.6.14现场总线页面Fieldbus (57 3.6.15模块页面(583.7程序(59 3.7.1LaserNet 程序编辑器(593.7.2激光程序命令列表(603.7.3激光程序结构(603.7.5例程讲解(624安装(644.1安装准备(644.2安装位置(644.3安装(644.3.1拆箱(644.3.2卸货(654.4电气连接(674.5水路连接,流量(67 5拆卸(695.1关闭激光器(69 5.2排水(695.3拆除电线(695.4拆卸光学器件(69 5.5安全包装(696光纤操作(706.1—般光纤操作(71 6.2光纤包装(716.3动态补偿器(72 6.4放置光纤(736.5清洁光纤头(746.6拆除光纤(766.7安装光纤(777操作(797.1开机流程(797.2关机流程(797.3开/关主电源(797.3.1开始按钮(807.3.2使用XP2接口外部启动(807.3.3激光软件LaserNet (807.3.4硬线接口(807.3.5现场总线接口(807.4本地模式(807.5使用激光程序的本地模式(817.6硬线接口远程模式(81761硬线命令响应时间表。
USBLMC_CUH_IPG_V1(4)USBLMC 用户使用手册IPG YLP系列激光器专用版本记录版本号更新日期更新人更新说明V1.0 2007-1V1.1 2007-6V1.2 2008-5V1.3 2008-5-12 吕文杰同时兼容B型/D型接口的YLP 系列激光器;电源连接方案改变程鹏修改IN0和IN4V1.4 2009-12-12目录安全须知 (1)一、概述 (2)1.1 如何辨识IPG YLP 激光器专用控制卡 (2)1.2 主要特点 (3)1.1 版本说明 (3)二、电气连接 (3)2.1接口说明 (3)2.1.1电源 (3)2.1.2 CON1 :DB15 振镜控制 (4)2.1.3 CON2 :DB25 激光控制 (5)2.1.4 CON3 :DB9飞标接口 (6)2.1.5 CON4:DB15 电源/IO 插座 (7)2.1.6 CON5:IDC10 IO 插座 (8)2.2 跳线说明 (9)2.3 数字输入输出信号的连接 (10)2.3.1输入信号 In4,In8, Start,EMSTOP (10)2.3.1输入信号 In5,In9 (11)2.4 电源的连接 (12)2.5 典型连接 (13)安全须知在安装、使用USBLMC控制卡之前,请仔细阅读本节内容。
若有任何关于本文档的疑问,请联系BJJCZ。
1.安全操作步骤z请遵守所有的关于激光的安全说明(包括但不仅限于描述于激光器、振镜以及本文档中的相关章节)z无论任何时候,请在开启了电脑电源、USBLMC电源及振镜电源之后再打开激光器电源。
否则,可能会因不可控的激光光束而造成伤害。
我们建议您使用光闸来避免不可控的激光造成的伤害。
2.客户负责的安全部分z USBLMC被设计用来控制一个激光扫描系统。
因此,所有有关激光系统的安全指示都应该被客户了解并施行。
客户必须严格遵守相关的安全操作指示并独立地负责所用的激光系统的安全。
z安全规则可能因国家不同而有所差异。
产品质量保证条款谢谢贵公司购买我公司光纤激光器!贵公司需在发货后一个月内确认产品的质量问题,如果不能尽快在一个月内确认的话,就会造成在服务和供货上不必要的麻烦,特别是对于产品不是在美国本土安装的。
我们将给贵公司提供最好的质量和技术支持,在设备的安装和调试操作方面我们有一套详细的方案。
可以通过以下两种途径确认产品的质量:1.将已付资费同时写好地址的信封寄给我方2.直接上网进行确认所有提供的信息都是必须保密的有任何问题可以直接拨打客服电话(508)373-1157安全条款:1.警告鉴于对人体潜在的伤害,请按照规定的程序进行操作,如果不这样做的话,对自己或者他人都会造成伤害2.警示鉴于产品潜在的危险,请按照规定的程序进行操作,如果不这样做的话,对产品自身或者产品的零配件都会有损害3.重要事项关于产品的操作事项请按照说明书逐步操作。
你公司所购买的是400瓦的光纤激光器,执行标准是21 CFR 1040.10,激光波长达到1070纳米,通过光纤输出的激光的功率实际上已经超过400瓦,对人的眼睛和皮肤都会造成伤害,尽管这种辐射是不可见的,但是这种激光对人的角膜的伤害是无法避免的,在设备工作的时候必须带上激光护目镜。
警告:在设备工作中请根据波长范围选择合适的护目镜,请仔细阅读产品上的安全标签,产品的输出功率和波长范围。
有很多供应商为我们提供原材料和零配件。
如果设备经过重新安装或者改进的话,由终端客户负全责。
在设备的调试,操作过程当中如果不按照规定的程序运行,就会造成一定的危害在设备运行过程中,不要随意触动光纤激光器任何部件。
比如光纤准直器。
在靠近激光的位置会从不同的角度发散出激光,这些激光会从不同的镜面物体反射,反射的激光强度都会对人的眼睛和皮肤造成一定的伤害。
激光对人的皮肤,服装都会造成很大的伤害,激光可以引燃比如酒精,汽油之类的溶剂,激光可以进行切割和焊接,在安装和使用设备的时候请谨慎使用一些易燃的材料和气体。

第一章操作 ........................................................................................................................................... (4)一设备安装知识 ........................................................................................................................................... .. (4)I 采用Rof in SLAB 激光器(DC 系列)的现场条件 (4)II 采用CP4000激光器的现场条件 (5)III 采用PRC 激光器的现场条件 (6)IV 机器就位............................................................................................................................................ .. (7)二设备操作 . ......................................................................................................................................... (10)I 机床............................................................................................................................................ . (10)A 基本要求 (10)B 手动 ........................................................................................................................................... (11)C 执行程序 (11)D 模拟程序 (12)E 编辑(修改)程序 (12)II 激光器 ........................................................................................................................................... (12)A Rofin 激光器 (12)B CP 4000 激光器 (24)C PRC 激光器 (24)III 冷干机 . ......................................................................................................................................... (25)A 安装 ........................................................................................................................................... (25)B 开机 ........................................................................................................................................... (25)C 关机 ........................................................................................................................................... (25)IV 空压机 . ......................................................................................................................................... (26)V 冷水机 ........................................................................................................................................... (26)A 冷却水成分 (26)B 连接 ........................................................................................................................................... (26)C 水冷机安装 (27)D 系统温控器设定方法 (28)E 针对不同激光器设定参数 (28)VI 稳压电源 ........................................................................................................................................... . (29)VII 编程代码 ........................................................................................................................................... (29)A 子程序...........................................................................................................................................29B 主要用户调整参数定义: (30)C 常用M 代码 (30)D 常用G 代码 (31)E 切割程序的基本结构 (31)VIII 机床报警信息 (32)三通讯............................................................................................................................................ .. (33)I 设置............................................................................................................................................ . (33)A 选项 ........................................................................................................................................... (33)A 设置 ........................................................................................................................................... (34)II 文件 ........................................................................................................................................... (39)A 工作目录 (39)B 视图 ........................................................................................................................................... (41)C 刷新 ........................................................................................................................................... (41)D 改变查看方式 (41)E 显示/隐藏注释 (42)F 自动调整列宽 (42)G 剩下的选项通过以下按钮执行: (42)III 无限程序............................................................................................................................................ . (44)第二章切割工艺调整 . ......................................................................................................................................... .. (45)一准备知识(影响切割的因素) . (45)I 焦点............................................................................................................................................ . (45)A 焦点位置与切割面的关系 (45)B 焦点位置对切割断面的影响 (46)C 焦点寻找 (46)II 激光模式............................................................................................................................................ .. (47)III 激光功率............................................................................................................................................ . (47)IV 喷嘴 ........................................................................................................................................... .. (48)A 喷嘴的作用 (49)B 喷嘴与切割品质的关系 (49)C 喷嘴孔与激光束同轴度的调整 (50)D 喷嘴孔径 (52)E 喷嘴高度的调整 (52)V 辅助气体............................................................................................................................................ .. (54)A 辅助气体对穿孔的影响 (54)B 辅助气体对碳钢切割质量的影响 (54)C 辅助气体对不锈钢切割质量的影响 (55)D 切割有机玻璃时的辅助气体 (56)VI 切割速度 ........................................................................................................................................... . (56)A 速度过快 (56)B 速度太慢 (57)C 确定适当的切割速度 (57)D 板材材质和表面质量 (58)二切割参数工艺参数表 (5)8I ROFIN激光器 ...........................................................................................................................................59A DC015切割不锈钢 (59)B DC015切割低碳钢 (59)C DC025切割不锈钢 (60)D DC025切割AlMg3 (61)E DC025切割低碳钢 (62)II PRC激光器............................................................................................................................................ ..62A PRC激光器切割不锈钢 (62)B PRC激光器切割低碳钢 (64)III CP激光器 . ......................................................................................................................................... .. (67)A CP4000激光器切割碳钢 (67)B CP4000激光器切割不锈钢 (67)C CP4000激光器切割铝合金(AlMg3 (68)第三章:编程 ........................................................................................................................................... .. (69)一生成程序的顺序 . ......................................................................................................................................... .. (69)二排版及排版问题处理 (6)9三常见问题处理(拐角,引入线更改,共边,样形切割处理等) (69)第四章:运行及维护要求 ........................................................................................................................................... (69)一机床............................................................................................................................................ .. (69)I 备件............................................................................................................................................ . (69)II 光学镜片............................................................................................................................................ .. (70)A 注意事项 (70)B 组装镜片 (70)C 更换镜片 (70)D 镜片清洁步骤 (70)E 贮存镜片 (71)III 日常维护及注意事项 . (71)A 每日维护 (71)B 每半周维护 (72)C 每周维护 (72)D 每月维护 (72)E 每季度维护 (73)F 每半年维护 (73)G 每年维护 (73)二激光器 ........................................................................................................................................... .. (73)I 维护............................................................................................................................................ . (74)A 每天 ........................................................................................................................................... (74)B 每三天...........................................................................................................................................74C 每周 ........................................................................................................................................... (74)D 每运行2000小时和6个月后 (74)II 常见报警及故障处理 (75)三冷水机 ........................................................................................................................................... .. (75)四空压机 ........................................................................................................................................... .. (75)I 每天............................................................................................................................................ . (75)II 每三个月............................................................................................................................................ .. (76)III 每运行2000小时 (76)IV 每运行4000小时 (76)V 每年 ........................................................................................................................................... (76)VI 常见故障与排除 (76)A 空压机开始运行, 但过了延迟时间仍不加载: (76)B 空压机的排气量或排气压力低于额定值: (77)C 排气温度过高: (77)五冷干机 ........................................................................................................................................... .. (77)I 每周............................................................................................................................................ . (77)II 每四个月............................................................................................................................................ .. (77)III 每年 ........................................................................................................................................... .. (77)六稳压电源 . ......................................................................................................................................... (78)第一章操作一设备安装知识I 采用Rofin SLAB激光器(DC 系列)的现场条件II 采用CP4000激光器的现场条件III 采用PRC 激光器的现场条件6IV 机器就位机器运达用户现场以后,按以下步骤卸货、就位: 1、将机床护罩顶上左右两块顶盖卸下; 2、将横梁支撑架及固定块卸下; 3、拧紧四个吊环螺钉;4、按重型机械起吊规范,正确将机床吊入车间;5、将机床放在地基上就位。
USBLMC_CUH_IPG_V1(4)USBLMC 用户使用手册IPG YLP系列激光器专用版本记录版本号更新日期更新人更新说明V1.0 2007-1V1.1 2007-6V1.2 2008-5V1.3 2008-5-12 吕文杰同时兼容B型/D型接口的YLP 系列激光器;电源连接方案改变程鹏修改IN0和IN4V1.4 2009-12-12目录安全须知 (1)一、概述 (2)1.1 如何辨识IPG YLP 激光器专用控制卡 (2)1.2 主要特点 (3)1.1 版本说明 (3)二、电气连接 (3)2.1接口说明 (3)2.1.1电源 (3)2.1.2 CON1 :DB15 振镜控制 (4)2.1.3 CON2 :DB25 激光控制 (5)2.1.4 CON3 :DB9飞标接口 (6)2.1.5 CON4:DB15 电源/IO 插座 (7)2.1.6 CON5:IDC10 IO 插座 (8)2.2 跳线说明 (9)2.3 数字输入输出信号的连接 (10)2.3.1输入信号 In4,In8, Start,EMSTOP (10)2.3.1输入信号 In5,In9 (11)2.4 电源的连接 (12)2.5 典型连接 (13)安全须知在安装、使用USBLMC控制卡之前,请仔细阅读本节内容。
若有任何关于本文档的疑问,请联系BJJCZ。
1.安全操作步骤z请遵守所有的关于激光的安全说明(包括但不仅限于描述于激光器、振镜以及本文档中的相关章节)z无论任何时候,请在开启了电脑电源、USBLMC电源及振镜电源之后再打开激光器电源。
否则,可能会因不可控的激光光束而造成伤害。
我们建议您使用光闸来避免不可控的激光造成的伤害。
2.客户负责的安全部分z USBLMC被设计用来控制一个激光扫描系统。
因此,所有有关激光系统的安全指示都应该被客户了解并施行。
客户必须严格遵守相关的安全操作指示并独立地负责所用的激光系统的安全。
z安全规则可能因国家不同而有所差异。


IPG光纤激光器维护手册Page 1 of 9Form: 44511 Maintenance routineEnglish Revision: 02Ytterbium Fiber LaserMaintenance routineEnglish1. Usage of this guideThis document provides you an overview about the requested maintenance and service of the Laser system at customer side.Please read the following instructions carefully and handle also to keep the laser and its components in immaculate conditions.2. Maintenance tasks once a weekChecking water level (DI-Water- and Tapwater level-Indication)Estimatedwork time15 minutes including water refillingTime interval Once a weekDescription Please check the water level (see the seperate waterlevel-indications) of the DI-Water- and Tapwater-Tank at chiller side.If it is necessary please refill water.For cooling external optics use DI-water only.Checking air filter at chiller sideEstimated work time 5 minutes visual control30 minutes for filter exchangeTime interval Once a weekDescription Please check the status and the level of pollution of the air fil-ters at chiller side. A high degree of pollution reduces the airflowrate and also the cooling efficiency of the chiller.Take care that the cooling rib area of the chiller are completelycovered by the new filter plane.3. Maintenance tasks by the quarterChecking water qualitiy15 minutesEstimatedwork timeTime interval quarterlyDescription Please check the water quality of both cooling circuits (DI- andTab water).If you observe any sediments (e.g. algas) in the water tankthen deflate the tanks and the water pipes by the provided wa-ter output nozzles. If it is necessary please clean up the tanks and the relevant water pipes. In case of a complete water ex- change please also clean up the water input filter at laser side.In consultation with IPG Laser GmbH you are able to add addi-tives only into tab water to prevent algal formation.At DI-water no algal formation should be observed becauseofthe low water conductance at DI-water-circuit.DO NOT ADD ANY ADDITIVES INTO DI-WATER-TANK.Refill the Tab water-/DI-Water tank up to the maximum level.Dirt and dust on laser and external optic cabinets15 minutes visual controlEstimatedwork timeTime interval QuarterlyDescription The laser and the external optic cabinets were constructed asdustfree devices. If you observe any dust or dirt on it please check the function of the cabinets ventilation and their airfilters.Missed or misapllied airfilters need to be replaced or repaired. IIf it is required please remove any dirt or dust by using of a damply and not wetly cleanly tissue.4. Maintenance tasks once a yearWater exchange30 minutesEstimatedwork timeTime interval Once a yearDescription First switch off the chiller completely. Then deflate the tanksand the water pipes by the provided water output nozzles. If itis necessary please clean up also the tanks and the relevant water pipes.Finally refill the Tab water-/DI-Water tank up to the maximum level.Water filter exchange30 minutesEstimatedwork timeTime interval Once a yearDescription The water filter needs to be checked or to be exchanged (if it isrequired) to ensure an optimize water flow through all coolingcircuits and an optimize functionality of the complete laser.You can absolve this check while exchanging the water annu- ally.Power-MeasurementEstimated60 minutes per optical channelwork timeTime interval Once a yearDescription The Laser power should be checked by using of an adequateLaser power measurement device if it is available.In all other cases please contact IPG Laser GmbH first.Measurement of the Laser Beam-Parameter-Product (BPP)60 minutes per optical channelEstimatedwork timeTime interval Once a yearDescription The Laser Beam-parameter-product (BPP) should be checked by using of an adequate measurement device if it isavailable.In all other cases please contact IPG Laser GmbH first.FFBD-SignalEstimated work time 10 minutesTime interval Once a yearDescription The FFBD-Signal is an indication-value (quality) of theincoupled Laser power into the process fiber. This sig-nal is showned at LaserNet-Controlsoftware (Beamswitch/Beam coupler). If you are observing a increas-ing value at a constant laser power then check theBeam switch / Beam coupler. Furthermore please con-tact IPG Laser GmbH directly for further analyzing in-structions.You can absolve this control while measuring theLaser power annually.5. If requiredDI-Water-conductance > 15 μS30 minutesEstimatedwork timeTime interval If it is requiredDescription If the DI-Water-conductance increases a value of over 25 μS(indicates a chiller warning at LaserNet Software) please checkif the valve for the DI-Water-Cartridge is already opened. If thevalve is already opened the DI-Water-Cartridge needs to be exchanged.Spare DI-Water-Cartridges are offered by IPG Laser GmbH.DI-Water-conductance > 25 μSEstimated30 minuteswork timeTime interval If it is requiredDescription If the DI-Water-conductance increases a value of over 25 μS(indicates a chiller warning at LaserNet Software) please checkif the valve for the DI-Water-Cartridge is already opened. If thevalve is already opened the DI-Water-Cartridge needs to be exchanged.There is no laser operation possible if the DI-Water-conductance reaches a value of more than 25 μS.Spare DI-Water-Cartridges are offered by IPG Laser GmbH.6. In the event of damagewaterleakages30 minutesEstimatedwork timeTime interval In the event of damageDescription Check the location of the water leakage. Water leakages couldbe observed at water pipe-clamps or at screw connections.In case of an internal water-leakage at laser side please con- tact IPG Laser GmbH directly.Exchange of the water flow-monitor30 minutes, Installation and functionally testEstimatedwork timeTime interval In the event of damageDescription The exchange of a water flow-monitor is reserved for trainedstaff of IPG Laser GmbH only.Exchange of the water leakage Sensor30 minutes per optical channelEstimatedwork timeTime interval In the event of damageDescription The exchange of a water flow-monitor is reserved for trainedstaff of IPG Laser GmbH only.Exchange of the process fiberEstimated60 minuteswork timeTime interval In the event of damageDescription Laser operation cannot continue while using of a damagedprocess fiber. In this case please contact your distributor first about the damaged fiber. The exchange of a process fiber is reserved for trained staff of IPG Laser GmbH only.Exchange of Laser moduleEstimated3 hourswork timeTime interval In the event of damageDescription In this case please contact your distributor firstabout the dam-aged module. Please note also the serial number of the dam-aged module. Furthermore it is necessary to send the logFiles(LaserNet-Software) to your distributor and to IPG LaserGmbH.The exchange of a laser module is reserved for trained staff ofIPG Laser GmbH only.Exchange of the feeding fiberEstimated4 hourswork timeTime interval In the event of damageDescription In this case please contact your distributor first about the dam-aged fiber. Please note also the serial number of the damagedfiber. Furthermore it is necessary to send the log-Files (Laser- Net-Software) to your distributor and to IPG Laser GmbH.The exchange of a feeding fiber is reserved for trained staff ofIPG Laser GmbH only.。

大功率激光切割机IPG培训教程修正版一、引言大功率激光切割机是一种先进的切割设备,利用激光束对材料进行切割,具有高精度、高效率、无需模具等优点,在工业制造中应用广泛。
本教程将带领大家学习IPG大功率激光切割机的使用方法和技巧,提高大家的工作效率和切割质量。
二、设备准备1.检查设备是否正常运行,确认电源和冷却系统是否正常。
2.将切割头调整到所需位置,并固定好。
3.确保切割区域干净整洁,避免灰尘、杂质等影响切割质量。
三、操作流程1.打开电源,启动冷却系统。
等待设备自检完成。
2.打开激光开关,将激光功率调整到适当的数值。
3.将待切割材料放在工作台上,并固定好位置。
调整切割头的焦距,使其与材料表面保持一定的距离。
4.打开控制系统,输入切割参数。
包括切割速度、功率、焦点等。
根据实际需要进行调整。
5.按下开始按钮,设备开始进行切割。
观察切割过程中的情况,如有异常及时停止并检查。
6.切割结束后,关闭激光开关和电源。
清理工作台和切割区域,关闭冷却系统。
四、技巧与注意事项1.尽量选择适当的切割速度和功率,以提高切割质量和效率。
2.在切割过程中要注意保持设备稳定,避免因振动等原因影响切割效果。
3.定期清洁切割头和激光器,以保持其正常运行。
4.注意安全,避免直接观察激光束,以免对人眼造成伤害。
5.如遇到故障或不确定的情况,应及时停止操作,并寻求专业技术人员的帮助。
总结:通过本教程,我们学习了IPG大功率激光切割机的使用方法和技巧,了解了设备准备、操作流程以及注意事项。
只有在正确的操作下,我们才能充分发挥激光切割机的优势,提高工作效率和产品质量。
希望大家能以正确的姿势使用激光切割机,更好地服务于工业制造领域。
产品质量保证条款谢谢贵公司购买我公司光纤激光器!贵公司需在发货后一种月内确认产品质量问题,如果不能尽快在一种月内确认话,就会导致在服务和供货上不必要麻烦,特別是对于产品不是在美国本丄安装。
咱们将给贵公司提供最佳质量和技术支持,在设备安装和调试操作方而咱们有一套详细方案。
可以通过如下两种途径确认产品质量:1. 将已付资费同步写好地址信封寄给我方2. 直接上网进行确认所有提供信息都是必要保密有任何问题可以直接拨打客服电话(508) 373-1157安全条款:1. 警告鉴于对人体潜在伤害,请按照规左程序进行操作,如果不这样做话,对自己或者她人都会导致伤害2. 警示鉴于产品潜在危险,请按照规左程序进行操作,如果不这样做话,对产品自身或者产品零配件都会有损害3. 重要事项关于产品操作事项请按照阐明书逐渐操作。
你公司所购买是400瓦光纤激光器,执行原则是21 CFR 1040.10,激光波长达到1070纳米, 通过光纤输出激光功率事实上已经超过400瓦,对人眼睛和皮肤都会导致伤害,尽管这种辐射是不可见,但是这种激光对人角膜伤害是无法避免,在设备工作时候必要带上激光护目镜。
警告:在设备工作中请依照波长范畴选取适当护目镜,请仔细阅读产品上安全标签,产品输出功率和波长范畴。
有诸多供应商为咱们提供原材料和零配件。
如果设备通过重新安装或者改进话, 由终端客户负全责。
在设备调试,操作过程当中如果不按照规定程序运营,就会导致一立危害在设备运营过程中,不要随意触动光纤激光器任何部件。
例如光纤准直器。
在接近激光位程会从不同角度发散出激光,这些激光会从不同镜面物体反射,反射激光强度都会对人眼睛和皮肤导致一立伤害。
激光对人皮肤,服装都会导致很大伤害,激光可以引燃例如酒精,汽油之类溶剂,激光可以进行切割和焊接,在安装和使用设备时候请谨慎使用某些易燃材料和气体。
请注意有关零配件,例如说照相机,光电倍增管,光电二极管,疑露在外而都容易受到损坏。