注塑模具的分类
- 格式:doc
- 大小:22.00 KB
- 文档页数:2
注塑模具分类一、引言注塑模具是工业生产过程中常用的一种工具,用于将熔融的塑料注入特定的模具中,通过冷却固化后得到所需的产品形状。
注塑模具的分类是根据形状、结构、用途等多个方面进行的,本文将对注塑模具分类进行全面、详细、完整的探讨。
二、分类方式根据不同的分类标准,我们可以将注塑模具分为以下几种类型:2.1 按注塑机类型分类按照注塑机的类型,注塑模具主要有以下两种分类:2.1.1 垂直注塑模具垂直注塑模具是安装在垂直注塑机上的模具,其注塑机的开关模方式是垂直方向的。
垂直注塑模具通常适用于需要较大压力的注塑产品,如电视机壳、洗衣机壳等。
垂直注塑模具具有模具结构简单、模具开关速度快、操作方便的优点。
2.1.2 水平注塑模具水平注塑模具是安装在水平注塑机上的模具,其注塑机的开关模方式是水平方向的。
水平注塑模具适用于注塑产品结构较复杂、需要自动化生产的情况,如汽车零部件、家电配件等。
水平注塑模具具有模具结构复杂、注塑机投产能力高的特点。
2.2 按产品类型分类按照产品的类型,注塑模具可以分为以下几种分类:塑料盒模具主要用于注塑生产各种尺寸、形状的塑料盒子,如餐具盒、储物盒等。
塑料盒模具通常需要考虑产品的密封性和结构稳定性,以确保产品质量。
2.2.2 塑料椅模具塑料椅模具用于生产各种尺寸、款式的塑料椅子。
塑料椅模具需要考虑产品的承重能力、舒适性和外观设计,以满足市场需求。
2.2.3 塑料管模具塑料管模具主要用于生产各种尺寸、材质的塑料管道,如供水管道、排水管道等。
塑料管模具需要考虑产品的密封性、结构强度和耐高压的性能。
2.2.4 塑料零件模具塑料零件模具用于生产各种尺寸、形状的塑料零件,如汽车零件、家电零件等。
塑料零件模具需要考虑产品的精度要求、材料选择和加工工艺。
2.3 按模具结构分类按照模具的结构,注塑模具可以分为以下几种分类:2.3.1 单腔模具单腔模具是最简单的注塑模具结构,只有一个腔室,用于生产单个产品。
1):浇注系统。
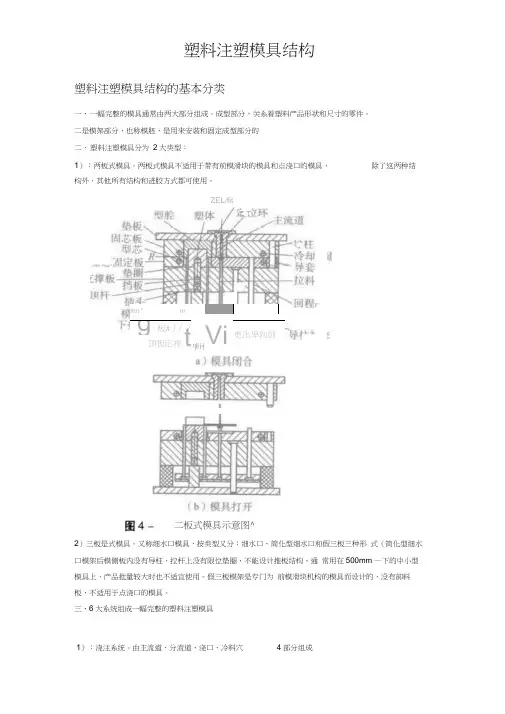
由主流道、分流道、浇口、冷料穴 4部分组成塑料注塑模具结构的基本分类一、 一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
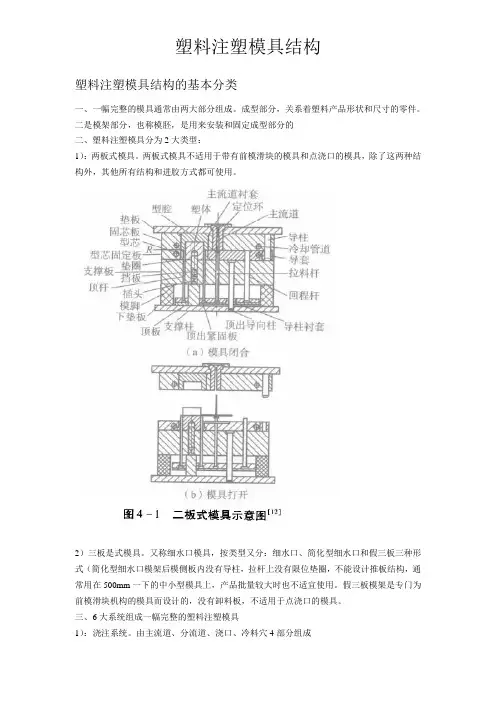
二是模架部分,也称模胚,是用来安装和固定成型部分的二、 塑料注塑模具分为 2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形 式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通 常用在500mm —下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为 前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具Itm ”nrg 板#丿/ /顶板応挥t r ill iJ yi i ] Vi 纟紧更出卑向创二板式模具示意图^ZEL/fit11 E TF T2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。

注塑模具的类型注塑模具是注塑成型的重要工具,主要用于塑料制品的制造,可以生产出各种形状的塑料制品。
不同的注塑模具在结构、材料、使用寿命等方面都有所不同。
本文将简要介绍注塑模具的类型。
一、按照结构分类1. 模架式(Fixed mould)模架式注塑模具是最简单的一种模具,通常用于生产较小的零件。
模架是由两个部件组成的,上模架固定在注塑机的移动板上,下模架固定在注塑机的固定板上。
当注塑机的移动板向下移动时,填充材料通过喷嘴进入模具,经过加压和冷却后完成成型。
2. 滑动式(Sliding Mould)滑动式注塑模具是由滑块、驱动机构、上下模架以及侧板组成的。
它们的结构与模架式注塑模具类似,不同之处在于滑块的加入。
滑块通过向模具中滑动来形成孔、凹陷或其他形状的产品。
3. 针阀式(Pin Mould)针阀式注塑模具是由针阀、移动模架和固定模架组成的。
针阀会阻止填充材料流入模具,直到需要时再打开。
这种类型的注塑模具适用于生产精细的塑料制品,如电话外壳、手机外壳、电视机外壳等。
二、按照材料分类1. 钢制模具钢制模具通常适用于高品质、大批量生产的产品。
钢制模具具有高硬度和优良的耐磨性,可以生产大量的塑料制品。
2. 铝制模具铝制模具通常用于生产比较低成本的零件。
它们具有良好的导热性能,因此可以提高生产效率。
然而,铝制模具耐用性不如钢制模具。
3. 钛合金模具钛合金模具是一种高性能模具,具有优异的强度、硬度和耐腐蚀性。
它们通常用于生产高精密度的塑料产品,如眼镜框和医疗设备。
三、按照用途分类1. 塑料零件模具塑料模具是一种广泛应用于工业生产的模具,它们通常用于生产汽车零件、电器外壳、玩具以及家用品等大量塑料制品。
2. 橡胶模具橡胶模具是专门用于生产橡胶制品的模具。
橡胶模具通常由硅胶或混合材料制成,可以生产出各种形状和硬度的橡胶制品。
3. 硅胶模具硅胶模具通常用于生产精确的塑料制品,如电子产品的外壳、医疗设备等。
硅胶模具具有耐腐蚀性、维护性以及成本效益高等特点。
注塑模具怎样分类呢?按硬度分类:软模、硬模(淬火处理)。
按质量等级分类:一级二级三级四级按难度分类:A级B级C级D级按模具大小分类:特大型大型中型小型模具硬模和软模的定义1、模具硬度:软模、硬模1)软模:模具钢材已预硬,无需淬火处理,但硬度较低,HB在400以下,生产寿命在50万次以内,应用广泛。
2)硬模:模具钢材经退火处理,加工分两次粗加工与精加工,粗加工后再进行淬火处理,硬度在HRC48°以上,粗加工后要保留0.2左右的加工余量,因淬火处理后,工件会变形,以防精加工达不到工件要求。
生产寿命在50~100万次以上,小型模具应用最多。
模具质量等级:一级二级三级四级一级模具质量1、模具:必须能有一百万或以上的开模次数。
此乃一级模具,客户要求必须用最好的物料及配件配合做成最好的模具。
2、一级模具的要求如下:(1)详细的模具设计(连电脑图和物料);(2)模胚硬度最少要有HB280;(3)模仁必需最少见硬HRC50,所有行位及配件等亦必要淬硬;(4)要中托边司管顶针;(5)行位必定要有耐磨片;(6)温度控制监察器须按可行性,而装在模、哥或行位;(7)建议将全部冷却水道做镀镍(ELECTROLESS NICKEL PLATING)用意在防止生锈及容易清理;(8)分模线必要加定位锁。
二级模具质量1、模具:必须能有五十万或以上的开模次数。
此乃二级和高级质量的模具,必须用好的物料及配件,并于模具的公差亦有一定的标准(尺寸精度)。
此模亦要求有顶好的质量。
2、二级模具的要求如下:(1)建议做详细的模具设计(2)模胚硬度最少要有HB280(3)模仁必需最少见硬HRC48,所有行位及配件等亦必要求热处理(4)温度控制监察器须按可行性,而装在模、哥或行位(5)分模线必要加定位锁(6)以下之要求会于个别要求及在报价时而定立三级质量模具1、模具:必须能有二十五万或以上的开模次数。
此乃一般的模具要求,生产亦为中生产模具。
塑料注塑模具结构的基本分类一、一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
二是模架部分,也称模胚,是用来安装和固定成型部分的二、塑料注塑模具分为2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通常用在500mm一下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具1):浇注系统。
由主流道、分流道、浇口、冷料穴4部分组成2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。
二:热流道模的塑料熔融温度范围较宽。
低温时,流动性好:高温时具有较好的热稳定性。
对压力敏感,不加压不流动,加压后立即流动;导热性好,加热快,冷却快。

塑胶模具分类及模基本结构塑胶模具是一种用于塑料制品生产的工具,根据其用途和结构可以分为许多不同的类型。
下面将介绍常见的四种塑胶模具分类以及模具的基本结构。
一、按用途分类:1.塑胶注塑模具:主要用于注塑成型,包括一次性注塑模具、射出成型模具、挤出模具等。
常见的产品有各种塑料制品,如塑料盒、塑料杯、塑料管、塑料梳子等。
2.塑胶压制模具:主要用于热压成型,包括热压模具、冷却模具等。
常见的产品有塑料板材、塑料薄膜、塑料板块、塑料管道等。
3.塑胶吹塑模具:主要用于吹塑成型,包括吹瓶模具、吹桶模具等。
常见的产品有塑料瓶、塑料桶、塑料容器等。
4.塑胶挤出模具:主要用于挤出成型,如塑料管材、塑料丝、塑料带等。
二、按结构分类:1.单面模:模具的两个面只有一个工作面。
适用于简单的产品,成本较低。
2.双面模:模具的两个面都是工作面。
常用于复杂的产品,能同时成型两个产品。
3.多腔模:模具内设多个型腔,能同时成型多个产品。
适用于大批量生产相同产品的情况。
4.热流道模:模具内设有热流道系统,能够通过加热来控制塑料的流动,适用于高精度、大尺寸的产品。
5.压缩模:模具的工作方式是通过压力来使塑料材料热熔,在模具中得到所需形状。
适用于大体积、厚壁的产品。
模具的基本结构一般包括模具座、模腔核、导向机构、顶出机构等。
模具座:是模具的支撑部分,承受模具所需的压力和负载。
模腔核:是模具中与塑料直接接触的部分,通过腔型来决定注塑成型产品的形状,一般采用优质钢材制作,经过热处理以提高硬度和耐磨性。
导向机构:用于保证模腔核与模具座在加工过程中的准确位置,避免碰撞和偏移。
顶出机构:用于将注塑成型的产品弹出模具,避免与模具腔壁产生粘连。
此外,模具还可根据具体情况加入其他部件,如冷却系统、热流道系统、脱模装置等,以提高生产效率和产品质量。
综上所述,塑胶模具根据其用途和结构的不同可以分为多个类型,每种模具都有其特定的功能和适用范围。
模具的基本结构包括模具座、模腔核、导向机构和顶出机构,辅以其他部件来提高生产效率和产品质量。
注塑模具是一种常见的工业制造工具,广泛应用于塑料制品的生产过程中。
它是将塑料加热熔化后注入模具中,并通过冷却硬化成型的过程。
注塑模具具有高效、精确、重复性好等特点,被广泛应用于汽车、电子、家电、医疗器械等领域。
本文将介绍注塑模具的基础知识,包括模具的类型、结构、设计原则、材料选择等内容。
正文内容:一、注塑模具的类型1.依据产品形状分类平面模具:用于生产平面形状的产品,如盖板、面板等。
长条模具:用于生产长条形状的产品,如管道、线槽等。
箱式模具:用于生产具有一定体积的产品,如箱子、容器等。
2.依据模具结构分类单腔模具:只有一个腔体,适用于生产单一产品。
多腔模具:有多个相同的腔体,可以同时生产多个产品。
多组份模具:可以同时注射多种材料,生产复合产品。
二、注塑模具的结构1.注塑模具的基本结构模具座:支撑整个模具的基础部件。
固定板:固定上模板和下模板的部件。
上模板:与固定板连接,上部为模腔所在的部分。
下模板:与固定板连接,下部为产品座标部分。
2.注塑模具的附属结构抽芯装置:用于模具腔体内形状复杂的产品,使产品脱模时不损坏。
取出装置:将注塑成型的产品从模具中取出。
冷却系统:通过冷却系统对模具加热的塑料进行冷却,使其硬化成型。
三、注塑模具的设计原则1.合理性原则产品可制造性:模具设计应符合产品的形状、尺寸、结构要求。
模具结构合理性:模具应具有良好的刚度和稳定性,以保证产品的质量和生产效率。
2.生产性原则降低模具成本:在不影响产品质量和生产效率的前提下,尽量降低模具制造成本。
提高模具寿命:通过合理的设计和材料选择,延长模具的使用寿命。
四、注塑模具的材料选择1.模具材料的要求高硬度:能够承受高压力和摩擦力。
高强度:能够承受高扭矩和冲击力。
耐磨性:能够抵抗长时间的磨损。
2.常用的模具材料冷工具钢:适用于生产大批量的塑料产品。
热工具钢:适用于生产高要求的高温、高压产品。
钨钢:适用于生产高精度、高要求的产品。
五、总结注塑模具是塑料制品生产过程中不可或缺的工具。
注塑模具分类
1.按制造方式分类
(1)常规注塑模:按标准模具制造工艺制造的模具,适用于普通注塑机;(2)复合模:具有复杂结构的模具,通常由数种模具制造工艺复合而成;(3)快速模具:采用加工方法快速制造模具,适用于用户比较紧急,生产规模不大的注塑加工;
(4)大型模具:大型注塑件,模具规模比较大的模具;
(5)高精度模具:表面质量要求高的注塑件,模具至少采用中高级数控机床和配对设备加工。
2.按照构造方式分类
(1)定向模:模腔固定,模板和移动副都没有改变;
(2)钢板模:简单结构,适用于生产大量少数量的注塑件;
(3)插板模:通常用于生产大量中、小型注塑件;
(4)复杂模:模具结构复杂,适用于生产高档注塑件;
(5)流道模:流道板与模板安装在同一平面上,流道板可以根据不同的塑料料性进行选用。
3.按照注塑成型方式分类
(1)冷流道模:适用于注塑成型精度要求不高的产品加工;
(2)热流道模:适用于注塑成型精度高,产品外观要求好的注塑件加工;(3)盆式模:也称为射动模,用于成型长成射缩的产品;
(4)盒式模:用于产品成型外型较大、结构简单的注塑件;
(5)立式模:高度和宽度比较相等,比较适用于成型中、小型产品。
注塑模具的分类
(一)单分型面注塑模
开模时,动模和定模分开,从而取出塑件,称单分型面模具,又称双板式模。
它是注塑模具中最简单最基本的一种形式,它根据需要可以设计成单型腔注塑模,也可以设计成多型腔注塑模,是应用最广泛的一种注塑模。
(二)双分型面注塑模
双分型面注塑模有两个分型面,与单分型面注塑模具相比较,双分型面注塑模具在定模部分增加了一块可以局部移动的中间板(又叫活动浇口板,其上设有浇口、流道及定模所需要的其它零件和部件),所以也叫三板式(动模板,中间板,定模板)注塑模具,它常用于点浇口进料的单型腔或多型腔的注塑模具,开模时,中间板在定模的导柱上与定模板作定距离分离,以便在这两个模板之间取出浇注系统凝料。
双分型面注塑模结构复杂,制造成本较高,零部件加工困难,一般不用于大型或特大型塑料制品的成型。
(三)带有侧向分型与抽芯机构的注塑模
当塑件有侧孔或侧凹时,需采用可侧向移动的型芯或滑块成型。
注塑成型后,动模首先向下移动一段距离,然后固定于定模板上的弯销的斜面段迫使滑块向外移动,与此同时脱模机构的推杆推动推件板使塑件自型芯上脱下。
(四)带有活动成型零部件的注塑模
由于塑件的某些特殊结构,要求注塑模设置可活动的成型零部件,如活动凸模、活动凹模、活动镶件、活动螺纹型芯或型环等,在脱模时可与塑件一起移出模外,然后与塑件分离。
(五)自动卸螺纹注塑模
对带有螺纹的塑件,当要求自动脱模时,可在模具上设置能够转动的螺纹型芯或型环,利用开模动作或注塑机的旋转机构,或设置专门的传动装置,带动螺纹型芯或螺纹型环转动,从而脱出塑件。
(六)无流道注塑模
无流道注塑模是指采用对流道进行绝热加热的方法,保持从注塑机喷嘴一型腔之间的塑料呈熔融状态,使开模取出塑件时无浇注系统凝料。
前者称绝热流道注塑模,后者称热流道注塑模。
(七)直角式注塑模
直角式注塑模具仅适用于角式注塑机,与其他注塑模截然不同的是该类模具在成型时进料的方向与开合模方向垂直。
他的主流道开设在动、定模分型面的两侧,且它的截面积通常是不变的,这与其他注塑机用的模具有区别的,主流道的端部,为了防止注塑机喷嘴与主流道进口端的磨损和变形,可设置可更换的流道镶块。
(八)脱模机构在定模上的注塑模
在大多数注塑模中,其脱模装置均是安装在动模一侧,这样有利于注塑机开合模系统中顶出装置的工作。
在实际生产中,由于某些塑件受形状的限制,将塑件留在定模一侧对成型更好一些,这了使塑件从模具中脱出,就必须在定模一侧设置脱模机构。