新版注塑QC工程图
- 格式:xls
- 大小:39.00 KB
- 文档页数:3
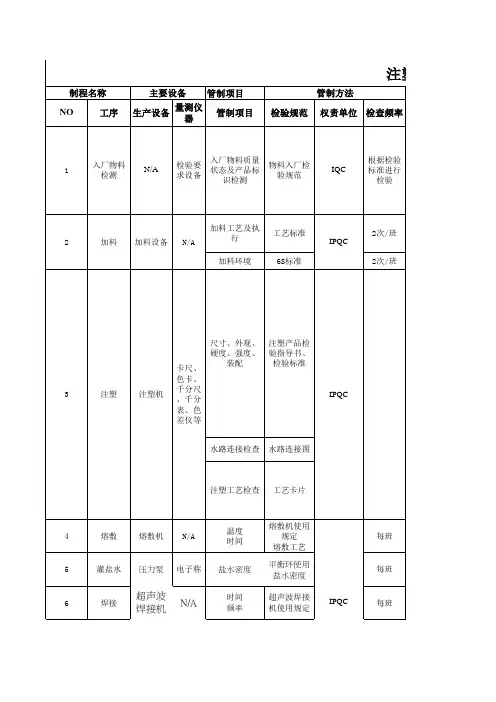

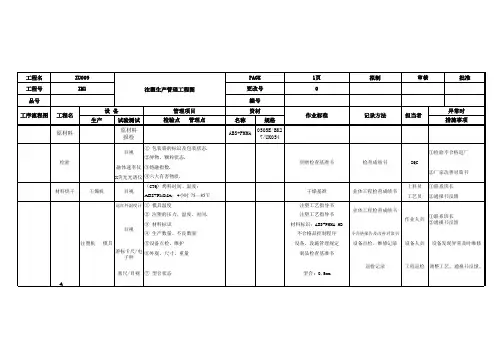
NO作业生产设备量测仪器检验规范权责单位检查频率YUYAO JIARONG ELECTRON&ELECTRICAL CO.,LTDQ C 工 程 图外观产品包装检验作业指导书、产品包装标准IPQC包装胶箱QC BOM 表、生产联络单、样品、包装工作业指引生产联络单、样品QC 检验日报表分开分类标识按检验与试验状态控制程序、不合格品控制程序IPQC 检验日报表、IPQC 检验报表、品质异常联络书每200PCS 产品中抽检20PCS全检丝印产品检验指导书、塑胶壳类检验标准、外观检验标准IPQC目测65外观检验标准3丝印丝印机卡尺、色卡、千分尺外观尺寸、外观、附着力、耐溶剂性4外观全检N/A 目测注塑产品检验指导书、塑胶壳类检验标准IPQC每200PCS 产品中抽检20PCS按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、丝印作业指导书、IPQC 检验日报表、IPQC 检验报表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序BOM 表、生产联络单、样品、车床作业指导书每200PCS 产品中抽检20PCSIPQC 检验日报表、IPQC 检验报表、品质异常联络书IQC按进料批次进料检验记录表、品质异常联络书按检验与试验状态控制程序、不合格品控制程序采购单、收货单2注塑注塑机卡尺、色卡、千分尺尺寸、外观、硬度、强度、插拔寿命1注塑原料检测N/AN/A供应商出货检验报告、产品标识供应商质量保证文件注塑车间质量控制制程名称主要设备管制项目管制方法记录方法异常处理相关链接余姚市嘉荣电子电器有限公司成品组装质量控制成品组装质量控制。

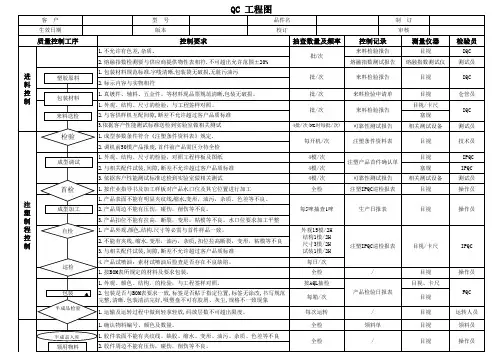

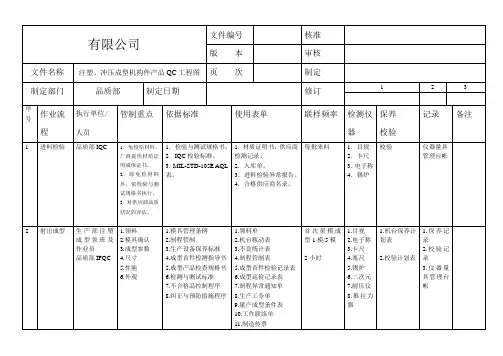



德信诚培训网塑料成型QC工程表文件编号QC工程表 - 塑料成型制定日期类别作业标准版本保密等级口机密口一般页次项次工程名称管制项目管制规格质量特性(参考文件)管制方式记录窗体负责人检验方法工具/机器确认频度作业员品管员1 进料检验1.色差2.MI值1.△E≦0.72.参照溶融指数标准1.进货验收单2.包材、零组件进料检验规范3.塑料粒进料检验规范1.目视2.测试1.色差机2.溶融指数机1次/LOT 进料检验记录表进料异常分析报告V 1.外观2.材质1.SIP依物料规格2 成型成型条件存盘记录1.成型作业标准书2.客户签样3.试模报告4.成型条件目视测试游标卡尺1次/LOT成型条件卡V 首件检查客户签样开线后前3PCS.首/末件检查记录表V 检验标准书3 制程检验挂卡调整成型作业标准书1、客户签样2、每日首/未件检查记录表3、塑料成型制程检验规范4、检验标准书1.测量2.目视1、色差机2、游标卡尺3 、光泽机第一次巡检 1次/班IPQC巡检日报表异常处理单V 尺寸检验标准书2PCS/2hr外观结构依签样、首件20pcs/2hr色差依色板OR客户签样1pcs/2次/班光泽依标准书4 成品检验外观结构检验业标准书客户签样1.抽样计划表2.客户签样3.检验标准书4.塑料成型检验规范目视测试色差机光泽机游标卡尺批/AQL异常处理单成品入库检验表V 色差客户签样1PCS/LOT光泽检验标准书1PCS/LOT尺寸检验标准书8PCS/批5 入库/转移1.品名规格2.工令单3.数量1.依产品类别2.工令单号3.生产数量1.入库表目视计算机每批入库表V。
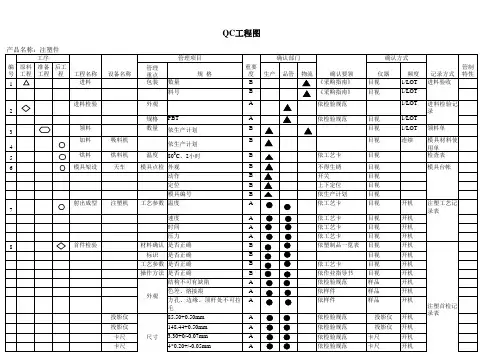
QC工程图投影仪2*9.000+0.025/-0.005mm A依检验规范卡尺开机铁棒装配装配铜套后,铜套与铁棒配合滑动灵活A 依检验规范塞尺开机9制程检验材料确认是否正确B 依塑制品一览表目视每次加料标识是否正确B目视1次/2H 工艺参数是否正确B依工艺卡目视1次/2H 操作方法是否正确B依作业指导书目视1次/2H 结构不可有缺陷A依检验规范样品缩水、熔接痕A依样件样品方孔、边缘、顶杆处不可拉毛A依样件样品卡尺35.10+0.02/-0.10mm A依检验规范卡尺卡尺35.10+0.02/-0.10mm 卡尺 3.30+0/-0.07mm A依检验规范卡尺卡尺4*0.20+/-0.05mm A依检验规范卡尺投影仪2*9.000+0.025/-0.005mm A依检验规范卡尺铁棒装配装配铜套后,铜套与铁棒配合滑动灵活A依检验规范塞尺1次/2H 10包装塑胶箱、袋数量依作业指导书B包装作业指导书目视全检装箱单11出货检验结构不可有缺陷A依检验规范样品缩水、熔接痕A依样件样品方孔、边缘、顶杆处不可拉毛A依样件样品卡尺35.10+0.02/-0.10mm A依检验规范卡尺卡尺35.10+0.02/-0.10mm 卡尺 3.30+0/-0.07mm A依检验规范卡尺卡尺4*0.20+/-0.05mm A依检验规范卡尺投影仪2*9.000+0.025/-0.005mm A依检验规范卡尺铁棒装配装配铜套后,铜套与铁棒配合滑动灵活A依检验规范塞尺包装塑胶箱、袋数量依作业指导书B 包装作业指导书目视1/LOT 12出货数量出货计划出货计划手工全数送货单确认部门代表: 作业者、物管制作:审核:出货检验报告 科长级5件/批1次/2H IL=ⅠAC=0RE=1重要等级:A 重要的 B 次要的注塑巡检记录表尺寸外观外观尺寸。