第四章 焊接工艺
- 格式:ppt
- 大小:1.57 MB
- 文档页数:32
初级焊工技能培训教案第一章:焊接基础知识1.1 焊接的定义和分类1.2 焊接过程的基本原理1.3 焊接接头和焊接方法的选择1.4 焊接安全操作规程第二章:焊接材料2.1 焊接材料的分类及用途2.2 焊接材料的选用原则2.3 焊接材料的储存和使用2.4 焊接材料的质量检验第三章:焊接设备及工具3.1 焊接设备的分类及结构3.2 焊接设备的选用及使用方法3.3 焊接工具的使用和维护3.4 焊接设备的故障排除第四章:焊接工艺4.1 焊接工艺的定义和分类4.2 焊接工艺参数的选择4.3 焊接工艺评定4.4 焊接工艺的实施和监控第五章:焊接质量控制5.1 焊接质量的定义和分类5.2 焊接质量控制的方法5.3 焊接质量检验5.4 焊接质量问题的处理第六章:手工电弧焊技术6.1 手工电弧焊原理及设备6.2 手工电弧焊操作步骤及技巧6.3 常见焊接缺陷及预防措施6.4 手工电弧焊的应用实例第七章:气体保护焊技术7.1 气体保护焊原理及设备7.2 气体保护焊操作步骤及技巧7.3 常见焊接缺陷及预防措施7.4 气体保护焊的应用实例第八章:电阻焊技术8.1 电阻焊原理及设备8.2 电阻焊操作步骤及技巧8.3 常见焊接缺陷及预防措施8.4 电阻焊的应用实例第九章:焊接工艺规程及焊接管理9.1 焊接工艺规程的编制及实施9.2 焊接过程中的质量控制9.3 焊接安全管理及应急预案9.4 焊接技术的持续改进和升级第十章:焊接技能实训10.1 手工电弧焊实训操作10.2 气体保护焊实训操作10.3 电阻焊实训操作10.4 焊接技能综合训练与考核重点和难点解析一、焊接基础知识补充说明:详细讲解各种焊接方法的特点和适用范围,以及焊接接头的设计和工艺要求。
二、焊接材料补充说明:深入解析焊接材料的性能指标,以及如何在不同情况下选择合适的焊接材料,强调焊接材料的储存和使用注意事项。
三、焊接设备及工具补充说明:详细介绍各种焊接设备的结构、功能和使用方法,以及焊接工具的选用和维护技巧。
焊接工艺指导书和焊接工艺规程焊接工艺指导书第一章绪论1.1 引言1.2 目的1.3 适用范围1.4 定义和缩写词第二章焊接设备和材料2.1 焊接机械设备2.2 焊接电源2.3 焊接材料2.4 焊接辅助材料2.5 焊接工具第三章焊接装夹和定位3.1 焊接装夹3.2 焊接定位第四章焊接工艺参数4.1 焊接电流4.2 焊接电压4.3 焊接速度4.4 焊接气体流量4.5 焊缝尺寸4.6 焊接时间4.7 焊接步骤4.8 焊接工艺记录第五章焊接质量控制5.1 焊缝外观质量5.2 焊缝尺寸质量5.3 焊缝密实性5.4 焊缝强度5.5 焊缝热影响区控制第六章常见焊接缺陷及处理6.1 毛刺6.2 焊接夹渣6.3 焊缝气孔6.4 焊接裂纹6.5 焊接变形6.6 焊接硬化第七章焊接安全7.1 焊接工作场所安全7.2 焊接个人防护措施7.3 焊接设备安全使用第八章结语焊接工艺规程第一章绪论1.1 引言1.2 目的1.3 适用范围1.4 定义和缩写词第二章焊接材料要求2.1 焊条(焊丝)要求2.2 母材要求2.3 辅助材料要求第三章焊接设备要求3.1 焊接机械设备要求3.2 焊接电源要求3.3 焊接辅助设备要求第四章焊接工艺参数4.1 焊接电流要求4.2 焊接电压要求4.3 焊接速度要求4.4 焊接气体流量要求4.5 焊缝尺寸要求4.6 焊接时间要求4.7 焊接步骤要求4.8 焊接工艺记录要求第五章焊接质量控制要求5.1 焊缝外观质量要求5.2 焊缝尺寸质量要求5.3 焊缝密实性要求5.4 焊缝强度要求5.5 焊缝热影响区控制要求第六章检验与试验要求6.1 检验项目6.2 检验方法6.3 检验标准及合格条件6.4 试验项目6.5 试验方法6.6 试验标准及合格条件第七章焊接工艺评定与控制7.1 工艺评定7.2 工艺控制第八章焊接安全与环境保护8.1 焊接安全8.2 焊接环境保护第九章结语以上仅为焊接工艺指导书和焊接工艺规程的大致内容框架,具体的内容和字数将根据需求进行补充和完善。
焊工培训教材第一章:焊接基础知识1.1 焊接的定义和分类焊接是将金属或非金属材料熔接在一起的技术过程。
根据焊接方法的不同,可将焊接分为电弧焊接、气焊、激光焊、摩擦焊等多种类型。
1.2 焊接的原理和工艺焊接的原理是利用热源将焊接材料局部加热至熔点,然后通过填充材料或融化焊件本身形成焊缝。
焊接工艺包括预热、定位、焊接参数的选择、电弧的稳定控制、焊接速度和焊接顺序的合理安排等。
1.3 焊接设备和工具焊接设备主要包括焊机、电弧焊剂、气焊设备、激光焊机等。
焊接工具则包括焊钳、焊条、焊丝、焊枪等。
学习焊工需要掌握各种设备的使用方法和工具的正确操作。
第二章:焊接材料与技术2.1 焊接材料的选择焊接材料的选择应根据焊接对象、焊接方法和焊接要求来确定。
常用的焊接材料有焊条、焊丝、焊剂等,不同的材料适用于不同的焊接工艺。
2.2 焊接缺陷与分析焊接过程中经常会出现焊缝裂纹、气孔、夹渣等缺陷,学习焊工要能够识别焊接缺陷并进行分析,找出问题的原因并采取相应的措施进行修复。
2.3 焊接技术的进展随着科技的发展,焊接技术也不断得到改进,如近年来兴起的激光焊接技术、电弧熔覆技术等。
学习焊工需要时刻关注新技术的发展和应用。
第三章:焊接安全与环境保护3.1 焊接安全措施在进行焊接工作时,必须要注意安全措施,包括佩戴防护眼镜、手套、焊接服等个人防护装备,确保操作人员的安全。
3.2 焊接环境保护焊接过程中会产生大量的废气、废渣和噪音等,对环境造成影响。
为了保护环境,焊工应该合理选择焊接材料和工艺,尽量减少污染物的排放。
第四章:常见焊接工艺4.1 电弧焊接电弧焊接是最常见的焊接方法之一,主要包括手工电弧焊和气保焊。
本节将介绍电弧焊接的工艺流程、设备使用方法和注意事项。
4.2 气焊和氧乙炔焊气焊是一种利用氧和乙炔混合气体的火焰进行的焊接方法,本节将介绍气焊的原理、工艺和技巧,以及氧乙炔焊接的特点和应用。
4.3 激光焊接激光焊接是一种高精密度、高能量的焊接方法,本节将介绍激光焊接的基本原理、设备操作和应用领域。
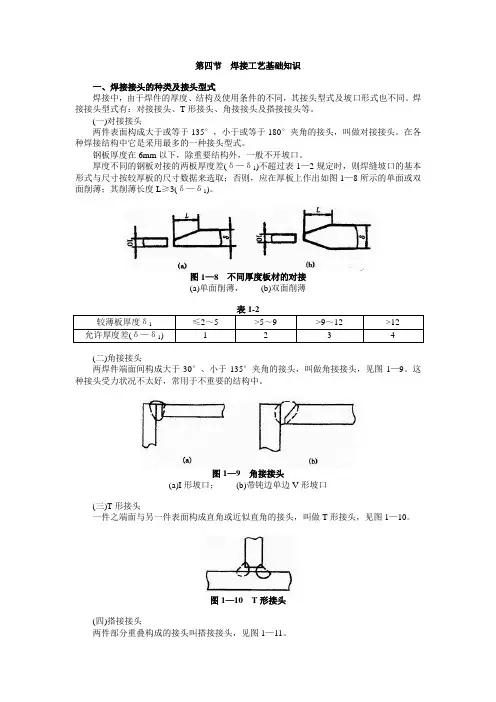
第四节焊接工艺基础知识一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。
焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—8 不同厚度板材的对接(a)单面削薄,(b)双面削薄(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。
这种接头受力状况不太好,常用于不重要的结构中。
图1—9 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。
图1—10 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头(a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。
这种接头用于不重要的结构中。
当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。
二、焊缝坡口的基本形式与尺寸(一)坡口形式根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。
V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。
焊接工艺规程设计教材引言焊接工艺规程的设计是现代焊接工艺的重要组成部分。
该教材旨在介绍焊接工艺规程的设计原则和方法,帮助学生掌握设计焊接工艺规程的基本技能。
第一章:焊接工艺规程概述1.1 焊接工艺规程的定义焊接工艺规程是根据焊接任务要求,结合具体材料和工件的特性,确定焊接工艺参数和操作规范的文件。
1.2 焊接工艺规程的重要性焊接工艺规程对于确保焊接质量、提高生产效率和降低成本具有重要意义。
良好的焊接工艺规程可以减少焊接缺陷的发生,保证焊接接头的可靠性。
1.3 焊接工艺规程设计的基本原则1.适应性原则:焊接工艺规程要适合具体的焊接任务和工件要求。
2.可操作性原则:焊接工艺规程要具备实施和操作的可行性。
3.一致性原则:同一焊接任务在不同情况下,应保证使用一致的焊接工艺规程。
第二章:焊接工艺规程设计的基本步骤2.1 焊接任务分析在设计焊接工艺规程之前,需要对焊接任务进行详细的分析,包括焊接材料、焊接接头形式、焊接厚度、环境条件等。
2.2 焊接工艺参数确定根据焊接任务的要求和焊接材料的特性,确定合适的焊接工艺参数,包括焊接电流、电压、焊接速度等。
2.3 焊接工艺规程编制根据前两步的分析和确定,编制具体的焊接工艺规程文件,包括焊接工艺参数表、焊接操作规程等。
2.4 焊接工艺规程评定和修改完成初稿后,需要对焊接工艺规程进行评定,包括分析焊接接头的焊缝形貌、焊缝尺寸、焊接质量等,对不符合要求的地方进行修改和完善,直至满足焊接任务的要求为止。
第三章:焊接工艺规程设计实例3.1 气体保护焊工艺规程设计实例以某种特定钢材的焊接任务为例,介绍气体保护焊的工艺规程设计过程。
3.2 电弧焊工艺规程设计实例以焊接薄板为例,介绍电弧焊工艺规程的设计步骤和要点。
第四章:焊接工艺规程的质量控制4.1 焊接工艺规程的质量控制要求介绍焊接工艺规程应具备的质量控制要求,包括工艺参数的准确性、焊接操作的可行性等。
4.2 焊接工艺规程的质量控制措施介绍焊接工艺规程的质量控制措施,包括焊缝检测方法、工艺参数监控等。

第四章!焊接工艺评定的试验项目钢制压力容器的焊接工艺评定是以焊缝的形式来分类的!不同的焊缝形式采用不同的试件"有不同的试验项目!一!对接焊缝按照规定"评定对接焊缝焊接工艺时"采用对接焊缝试件!试验项目有#&’外观检查外观检查主要是检查焊接接头表面有无裂纹$未焊透和未熔合!!’无损检测无损检测主要是检查焊缝内部的质量"即有无裂纹$气孔$夹杂等缺陷!=’力学性能试验力学性能试验包括拉伸试验$弯曲试验和冲击试验!其中拉伸试验的目的是测定焊接接头的强度%弯曲试验的目的是测定焊接接头的塑性和揭示接头内部缺陷"检验焊缝的致密性&连续性和完好性’%冲击试验的目的是测定焊接接头的冲击韧度!二!角焊缝按照规定"评定角焊缝焊接工艺时"采用角焊缝试件!同时"对接焊缝试件评定合格的焊接工艺"亦适用于角焊缝"而且当母材的材料相同或符合材料替代规则时"任一厚度的对接焊缝试件评定合格的焊接工艺"适用于任何厚度的工件的角焊缝!在焊接工艺评定中"作角焊缝试件是为了检验所制定的焊接工艺"能否保证角焊缝的焊透!因此试验项目有#&’外观检查外观检查主要是检查角焊缝接头的外观质量"是否有裂纹和未熔合等!!’宏观金相检验宏观金相检验的目的"是检查焊缝根部是否焊透以及焊接接头的内部质量!由于角焊缝试件不能测定焊接接头的力学性能"对于承压的角焊缝"建议采用对接焊缝试件来评定"以确保角焊缝焊接接头所需的力学性能!试验项目与上述对接焊缝相同"包括#-外观检查%.无损检测%5力学性能试验!三!组合焊缝组合焊缝可分为全焊透的组合焊缝和未全焊透的组合焊缝两种"两者评定方法不同"试验项目也不相同!((&=&=!一"全焊透的组合焊缝全焊透的组合焊缝有两种评定方法!&’采用与工件接头的坡口形式和尺寸类同的对接焊缝试件采用对接焊缝试件是为了测定焊接接头的力学性能"由此来保证组合焊缝工件焊接接头的力学性能#试件的坡口形式和尺寸类同$坡口形式一样"尺寸相同%"这是为了验证能否焊透&试验项目与上述的对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!’采用组合焊缝试件加对接焊缝试件组合焊缝试件是用来验证能否焊透#对接焊缝试件是用以测定接头的力学性能&由于能否焊透由组合焊缝试件去评定"此时对接焊缝试件的坡口形式和尺寸不限&组合焊缝试件的试验项目有!-外观检查#.宏观金相检查&对接焊缝试件的试验项目与上述对接焊缝相同"包括!-外观检查#.无损检测#5力学性能试验&!二"未全焊透的组合焊缝如果坡口的深度大于工件中较薄母材厚度的一半时"可按对接焊缝对待"试验项目与上述对接焊缝相同#如果坡口深度小于或等于工件中较薄母材厚度的一半时"则按角焊缝对待"试验项目与上述角焊缝相同&四!耐蚀堆焊层耐蚀堆焊层的试验项目有!&’渗透检测渗透检测的目的"是检查耐蚀堆焊层表面有无裂纹’缝隙和气孔等缺陷&!’弯曲试验弯曲试验的目的"是检查耐蚀堆焊层的致密性和塑性&=’化学成分分析堆焊金属的耐蚀性与其化学成分有关"进行堆焊层金属的化学成分分析"可以检查堆焊层金属是否具有技术条件所规定的化学成分&((&?&=。
《焊接方法及设备》教案第一章:焊接概述教学目标:1. 了解焊接的定义、分类和应用领域。
2. 掌握焊接过程的基本原理和焊接接头的形成。
3. 了解焊接质量的评定方法和焊接安全常识。
教学内容:1. 焊接的定义和分类。
2. 焊接过程的基本原理。
3. 焊接接头的形成和特点。
4. 焊接质量的评定方法。
5. 焊接安全常识。
教学活动:1. 讲解焊接的定义和分类。
2. 演示焊接过程的基本原理。
3. 示例焊接接头的形成和特点。
4. 讲解焊接质量的评定方法。
5. 讲解焊接安全常识。
练习与作业:1. 解释焊接的定义和分类。
2. 描述焊接过程的基本原理。
3. 举例说明焊接接头的形成和特点。
4. 简述焊接质量的评定方法。
5. 列举焊接安全常识。
第二章:电弧焊机教学目标:1. 了解电弧焊机的组成和工作原理。
2. 掌握电弧焊机的使用方法和维护保养。
3. 了解电弧焊机的安全操作规范。
教学内容:1. 电弧焊机的组成。
2. 电弧焊机的工作原理。
3. 电弧焊机的使用方法和维护保养。
4. 电弧焊机的安全操作规范。
教学活动:1. 讲解电弧焊机的组成。
2. 演示电弧焊机的工作原理。
3. 示例电弧焊机的使用方法和维护保养。
4. 讲解电弧焊机的安全操作规范。
练习与作业:1. 描述电弧焊机的组成。
2. 解释电弧焊机的工作原理。
3. 简述电弧焊机的使用方法和维护保养。
4. 列举电弧焊机的安全操作规范。
第三章:焊接材料教学目标:1. 了解焊接材料的分类和选用原则。
2. 掌握焊接材料的储存和使用方法。
3. 了解焊接材料的性能和质量评定。
教学内容:1. 焊接材料的分类和选用原则。
2. 焊接材料的储存和使用方法。
3. 焊接材料的性能和质量评定。
教学活动:1. 讲解焊接材料的分类和选用原则。
2. 演示焊接材料的储存和使用方法。
3. 示例焊接材料的性能和质量评定。
练习与作业:1. 解释焊接材料的分类和选用原则。
2. 描述焊接材料的储存和使用方法。
3. 简述焊接材料的性能和质量评定。
焊接工艺—焊接方法与设备教案第一章:焊接概述教学目标:1. 了解焊接的定义、分类和应用领域。
2. 掌握焊接过程中的基本原理和参数。
教学内容:1. 焊接的定义和分类。
2. 焊接过程的基本原理。
3. 焊接参数的选择和控制。
教学方法:1. 讲授法:讲解焊接的定义、分类和应用领域。
2. 互动法:引导学生了解焊接过程的基本原理。
3. 实践操作:演示焊接参数的选择和控制。
教学评估:1. 提问:检查学生对焊接定义、分类和应用领域的掌握情况。
2. 实践操作:评估学生在实际操作中焊接参数的选择和控制能力。
第二章:电弧焊机教学目标:1. 了解电弧焊机的分类和工作原理。
2. 掌握电弧焊机的使用和维护方法。
教学内容:1. 电弧焊机的分类。
2. 电弧焊机的工作原理。
3. 电弧焊机的使用和维护。
教学方法:1. 讲授法:讲解电弧焊机的分类和工作原理。
2. 互动法:引导学生了解电弧焊机的使用和维护方法。
3. 实践操作:演示电弧焊机的操作和维护。
教学评估:1. 提问:检查学生对电弧焊机分类和工作原理的掌握情况。
2. 实践操作:评估学生在实际操作中电弧焊机的使用和维护能力。
第三章:焊接材料教学目标:1. 了解焊接材料的分类和性能。
2. 掌握焊接材料的选用和使用方法。
教学内容:1. 焊接材料的分类。
2. 焊接材料的性能。
3. 焊接材料的选用和使用。
教学方法:1. 讲授法:讲解焊接材料的分类和性能。
2. 互动法:引导学生了解焊接材料的选用和使用方法。
3. 实践操作:演示焊接材料的选用和使用的操作。
教学评估:1. 提问:检查学生对焊接材料分类和性能的掌握情况。
2. 实践操作:评估学生在实际操作中焊接材料的选用和使用能力。
第四章:焊接过程控制教学目标:1. 了解焊接过程的基本参数。
2. 掌握焊接过程的控制方法。
教学内容:1. 焊接过程的基本参数。
2. 焊接过程的控制方法。
教学方法:1. 讲授法:讲解焊接过程的基本参数。
2. 互动法:引导学生了解焊接过程的控制方法。
焊工考证知识点总结第一章:焊接安全知识1.1 焊接的危害焊接作业中,对于操作人员和周围环境都存在着一定的危害性。
焊接烟尘、紫外线辐射、热辐射和破片飞溅等都会对焊接人员的健康产生不良影响。
同时,焊接过程中使用的电焊机和气瓶等设备也存在着一定的安全隐患。
1.2 焊接安全防护措施为了保障焊接人员的安全,必须严格执行安全防护措施。
操作人员要穿戴符合规定的防护服装和防护用具,同时在焊接现场要设置明显的安全警示标志,避免其他人员在作业现场闲逛。
1.3 紧急救护措施在焊接作业中,要做好意外事故的紧急救护措施。
焊接人员必须掌握紧急救护的基本知识,当人员受伤或发生其它意外时能及时采取紧急措施,以保障人员的生命安全。
第二章:焊接原理2.1 焊接的基本概念焊接是指将两个或两个以上的金属或非金属材料,通过熔化或非熔化的方式,制造出结合强度的工艺。
焊接作业包括电焊、气焊、激光焊等多种不同方式。
2.2 焊接的分类根据焊接材料的不同,可以将焊接分为金属材料焊接和非金属材料焊接两大类。
其中金属材料焊接包括电弧焊、气焊、激光焊、摩擦焊等多种方式;而非金属材料焊接包括塑料焊接、玻璃焊接等。
2.3 焊接原理焊接原理是指实现焊接过程中用到的一系列基本物理、化学、机械原理。
例如电弧焊是通过电离气体形成的电弧而产生的高温,熔化焊接材料,从而实现焊接。
第三章:焊接设备与材料3.1 焊接设备焊接设备包括电焊机、气焊设备、激光焊机等。
需要焊接时,根据不同的工件和要求选择相应的焊接设备。
3.2 焊接材料焊接材料通常包括焊条、焊丝、气体等。
焊接材料的选择对于焊接过程和焊接接头的质量有着重要影响,需要根据具体情况选用合适的焊接材料。
第四章:焊接工艺4.1 焊接工艺规范焊接工艺规范是指在实际焊接作业中需要遵循的一系列操作步骤和操作要求。
包括预备工作、焊接设备的设定、焊接接头的设计和各种检测验证环节。
4.2 焊接缺陷及处理在焊接过程中,往往会出现焊缝变形、裂纹、气孔及未熔透等各种缺陷。
《焊接教案》word版第一章:焊接基础知识1.1 焊接的定义及分类1.2 焊接过程的基本原理1.3 焊接接头的类型及特点1.4 焊接质量的评定与控制第二章:焊接材料2.1 焊接材料的分类及性能2.2 焊接用药剂的选用原则2.3 焊接填充材料的选用原则2.4 焊接材料的储存与处理第三章:焊接方法与设备3.1 电弧焊3.2 气体保护焊3.3 电阻焊3.4 激光焊3.5 焊接设备的选用与维护第四章:焊接工艺4.1 焊接工艺参数的选择4.2 焊接顺序与焊接方向4.3 焊接工艺评定4.4 焊接缺陷的产生与防止第五章:焊接质量控制与检测5.1 焊接质量的评定方法5.2 焊接质量的检测方法5.3 焊接质量控制体系的建立与运行5.4 焊接质量问题的处理与改进第六章:焊接安全与防护6.1 焊接安全常识6.2 焊接过程中产生的有害因素及危害6.3 焊接个人防护装备的正确使用6.4 焊接作业现场的安全管理第七章:金属焊接性分析7.1 金属焊接性的影响因素7.2 焊接性分析的方法与步骤7.3 常见金属材料的焊接性分析7.4 提高金属焊接性的措施第八章:非金属材料的焊接8.1 非金属材料的焊接特点8.2 常见非金属材料的焊接方法8.3 非金属材料焊接过程中的注意事项8.4 非金属材料焊接质量的评定与检测第九章:现代焊接技术与发展趋势9.1 自动化焊接技术9.2 电子束焊接技术9.3 激光焊接技术9.4 等离子弧焊接技术9.5 焊接技术发展趋势第十章:焊接工程案例分析10.1 焊接工程案例概述10.2 焊接工艺方案的制定10.3 焊接过程的质量控制与评定10.4 焊接工程的改进与优化重点和难点解析一、焊接基础知识难点解析:焊接过程的基本原理涉及到电流、电压、焊接速度等参数的相互作用,理解这些参数对焊接过程的影响是理解焊接原理的关键。
焊接接头的类型及特点需要掌握各种接头的形式和应用场景,以及它们的优缺点。
焊接质量的评定与控制涉及到一系列的标准和检测方法,理解并应用这些标准对焊接质量进行控制是难点。
焊接工艺的优化与改进第一章:引言焊接是一种基本的加工技术,在现代制造业中广泛应用。
为了保证焊接质量和生产效率,焊接工艺的优化和改进变得越来越重要。
焊接工艺的优化和改进可以提高焊接质量,减少成本,提高效率以及降低对环境的影响。
本文将介绍焊接工艺的优化和改进的方法和技术,以及在各种领域的应用。
第二章:焊接工艺的种类焊接工艺可以分为以下几种:电弧焊,气体保护焊,电阻焊,激光焊接和等离子焊接等。
不同的焊接工艺适用于不同的材料和工件。
电弧焊是最常见的一种焊接工艺,包括手工电弧焊、氩弧焊、埋弧焊等。
气体保护焊包括TIG焊、MIG/MAG焊、等离子弧焊。
电阻焊包括点焊和对接焊。
激光焊接则是利用高能激光束对焊接区域进行高能密度能量的热源,而等离子焊接则是利用等离子弧传递所需的热量,使得工件在加热的情况下溶合。
第三章:焊接工艺的优化焊接工艺的优化是指通过优化焊接参数,提高焊接质量,减少成本,提高效率等。
方法包括:a)优化焊接参数;b)改进材料选择;c)改进设备和机器人;d)优化焊接工艺流程。
优化焊接参数焊接参数如电流、电压、电极间距、焊接速度等都会影响焊接质量。
所以优化这些参数非常重要。
例如,在手工电弧焊时,通过调整焊接电流和电压的大小,可以改善焊接质量,提高焊缝质量。
进一步地,使用特定的焊材进行焊接也会影响焊接质量。
在实践中,对于每个具体的生产任务,都应根据实际情况选择合适的焊接参数和材料。
改进材料选择选择合适的焊接材料对于焊接质量也非常重要。
例如,在氩弧焊过程中,选择钨棒和氩气是关键。
石棉、陶瓷等高温材料可以耐高温,预防焊接过程中出现工件变形。
改进设备和机器人改进设备和机器人也可以提高生产效率和焊接质量。
例如,采用自动焊接机器人可以提高生产效率,同时还可以精确控制焊接参数和焊接速度,提高焊接质量。
在自动化工艺上,重要的注意要点是控制工件的定位和加工精度,在实施上需要注意定位的装备,工作状态的测试和调试以及机器人工作状态的监控。