厚向异性值r及应变硬化指数n对板料拉深成形性能的影响
- 格式:pdf
- 大小:439.13 KB
- 文档页数:8
金属板材的n值和r值解析在冲压领域,我们需要关注金属板材的抗拉强度、屈服强度、延伸率、加工硬化指数、各向异性指数。
本文将详细解析加工硬化指数n和各项异性指数r。
一、加工硬化指数n加工硬化指数英文为hardening index,常用字母n指代。
该指数由真实应力和真实应变定义。
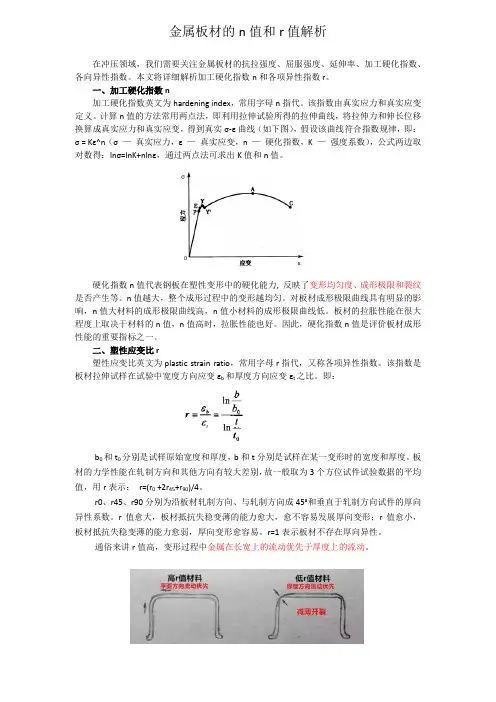
计算n值的方法常用两点法,即利用拉伸试验所得的拉伸曲线,将拉伸力和伸长位移换算成真实应力和真实应变,得到真实σ-ε曲线(如下图),假设该曲线符合指数规律,即:σ = Kε^n(σ—真实应力,ε—真实应变,n —硬化指数,K —强度系数),公式两边取对数得:lnσ=lnK+nlnε,通过两点法可求出K值和n值。
硬化指数n值代表钢板在塑性变形中的硬化能力, 反映了变形均匀度、成形极限和裂纹是否产生等。
n值越大,整个成形过程中的变形越均匀。
对板材成形极限曲线具有明显的影响,n值大材料的成形极限曲线高,n值小材料的成形极限曲线低。
板材的拉胀性能在很大程度上取决于材料的n值,n值高时,拉胀性能也好。
因此,硬化指数n值是评价板材成形性能的重要指标之一。
二、塑性应变比r塑性应变比英文为plastic strain ratio,常用字母r指代,又称各项异性指数。
该指数是板材拉伸试样在试验中宽度方向应变εb和厚度方向应变εt之比。
即:b0和t0分别是试样原始宽度和厚度,b和t分别是试样在某一变形时的宽度和厚度。
板材的力学性能在轧制方向和其他方向有较大差别,故一般取为3个方位试件试验数据的平均值,用r表示:r=(r0 +2r45+r90)/4。
r0、r45、r90分别为沿板材轧制方向、与轧制方向成45°和垂直于轧制方向试件的厚向异性系数。
r值愈大,板材抵抗失稳变薄的能力愈大,愈不容易发展厚向变形;r值愈小,板材抵抗失稳变薄的能力愈弱,厚向变形愈容易。
r=1表示板材不存在厚向异性。
通俗来讲r值高,变形过程中金属在长宽上的流动优先于厚度上的流动。
板料拉伸试验及冲压性能分析实验报告实验报告1,实验目的1)了解金属板的冲压性能指标,掌握测量金属板的拉伸强度、屈服强度、硬化分支和厚度方向系数的方法2。
实验概要本实验是一个测量金属板拉伸性能的间接实验。
本实验通过对板材进行拉伸、压缩和硬度测试,分析了板材的各种冲压性能。
这些实验可以在通用材料力学测试设备上进行,反映了材料的一般冲压性能。
试验的参数主要包括:1) δu:均匀伸长率,δu是拉伸试验中局部集中变形开始出现的伸长率。
一般来说,在下,冲压是在板材的均匀变形范围内进行的,因此该参数可以反映板材的冲压性能。
2)屈服比:屈服极限与强度极限之比几乎所有冲压成形的较小成品率为利润。
在拉深过程中,如果板料的屈服强度较低,变形区的切向压应力较小,材料起皱的趋势也较小,因此防止起皱所需的压边力和摩擦损失应相应减小,这有利于提高极限变形程度。
3)硬化指数n:也称为n值,表示材料在塑性变形过程中的硬化程度对于n值较大的材料,在的相同变形程度下,真实应力增加更多。
当n值较大时,变形可以在伸长变形过程中均匀化,具有扩大变形面积、减少毛坯局部变薄以及如何达到预变形参数等功能。
4)厚度方向系数r:是金属板拉伸试验中宽度应变与厚度应变的比值5)凸耳系数:金属板在不同方向的不同性能(在冶金和轧制过程中产生),使用以下公式11?r。
(r0?r90)?r45r?(r0?r90?2r45)24实验内容:1)了解电子懒骨头试验机的基本结构和功能;2)学习电子拉伸试验机的简单操作、拉伸实验数据的收集和处理软件的使用;3)对试件进行隔距规距,进行拉伸试验,得到拉伸曲线;4)根据实验数据,评价各种冲压性能参数3,试验步骤1)根据国家标准GB/t228-2002,制备拉伸试样。
为了确定金属板的平面方向性系数,应该在相对于金属板平面上的轧制方向为0、45和90°的三个方向上选择样本。
样品的厚度应均匀,在标准长度范围内的厚度变化不应超过样品标称厚度的1%,标准长度范围内的长度变化应使用伸长计测量2)将样品夹在试验机的卡盘上,调整测力标尺和载荷-伸长曲线记录装置将实验条件3)输入装有电子拉伸机的软件中,对得到的拉伸应力-应变曲线进行处理,得到材料的屈服强度、断裂强度、屈强比、均匀伸长率和硬化指数。
