KDN-K3 系列 PLC 控制数控分度头
- 格式:pdf
- 大小:63.50 KB
- 文档页数:1

目录摘要 (1)一绪论1.1设计的目的和意义. . . . . . . . . . . .. . . . . .. . . (3) 1.2任务书 (4)二数控系统平面磨床简介2.1数控平面磨床的现状. . . . . . . . . . (7)2.2数控平面磨床的发展. . . . . . . . . . . . . . . .(8)2.3数控磨床的发展展望. . . . . . . . . . . . . .(10)三.数控铣床编程和PLC概述3.1数控编程的定义. . . . . . . . . . . .(11)3.2数控编程的容. . . . . . . . . . . . . . .. . . . .(12)3.3 可编程序控制器概述○1 PLC的产生 (13)○2 PLC的特点 (14)○3 PLC的等效电路和工作原理 (20)四. PLC的应用设计4.1.PLC系统设计的基本原则. . . . . . . . . . .(21)4.2. PLC的输出与输入分配 (23)4.3.PLC的安装与接线 (25)4.4. PLC与输入/输出设备的连接。
(27)4.4 PLC程序设计. . . . . . . . . . . . . . . . . . . . . . .(29)4.5 PLC控制梯形图。
(31)五.结束语. . . . . . . . . . . . . . . . . . . . . . . .(35)六.参考文献: (36)绪论(一)设计的目的和意义现代工业生产中,中、小批量零件的生产占产品数量的比例越来越高,零件的复杂性和精度要求迅速提高,传统的普通机床已经越来越难以适应现代化生产的要求,而数控机床具有高精度、高效率、一机多用,可以完成复杂型面加工的特点,特别是计算机技术的迅猛发展并广泛应用于数控系统中,数控装置的主要功能几乎全由软件来实现,硬件几乎能通用,从而使其更具加工柔性,功能更加强大。
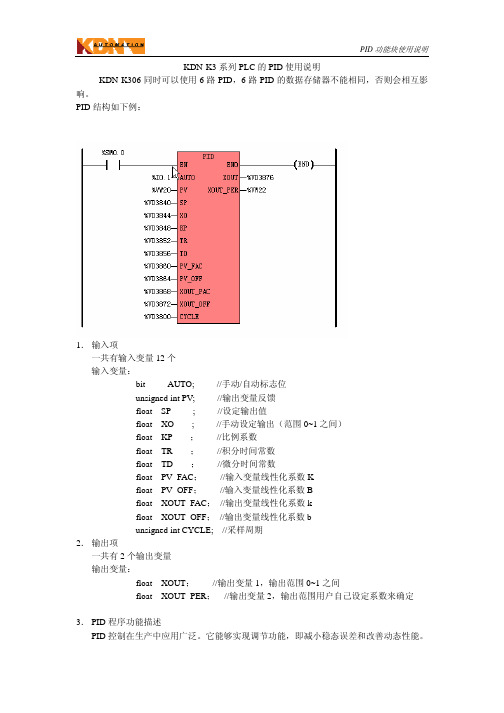
KDN-K3系列PLC的PID使用说明KDN-K306同时可以使用6路PID,6路PID的数据存储器不能相同,否则会相互影响。
PID结构如下例:1.输入项一共有输入变量12个输入变量:bit AUTO; //手动/自动标志位unsigned int PV; //输出变量反馈float SP ; //设定输出值float XO ; //手动设定输出(范围0~1之间)float KP ;//比例系数float TR ;//积分时间常数float TD ;//微分时间常数float PV_FAC;//输入变量线性化系数Kfloat PV_OFF;//输入变量线性化系数Bfloat XOUT_FAC; //输出变量线性化系数kfloat XOUT_OFF; //输出变量线性化系数bunsigned int CYCLE; //采样周期2.输出项一共有2个输出变量输出变量:float XOUT;//输出变量1,输出范围0~1之间float XOUT_PER;//输出变量2,输出范围用户自己设定系数来确定3.PID程序功能描述PID控制在生产中应用广泛。
它能够实现调节功能,即减小稳态误差和改善动态性能。
手动方式:输入变量AUTO为0,为手动方式。
手动方式输入变量XO直接输出到输出变量XOUT;输入变量XO的范围0~1,输出变量XOUT的范围0~1,输出变量XOUT_ PER 范围用户自己设定系数来确定(公式为y=kx+b);其它输入项不起作用。
自动方式:输入变量AUTO为1,为自动方式。
输入变量SP(设定输出值)与PV(输出变量反馈)的差,进行归一化处理(公式为Y=KX+B),再进行PID运算,结果输出到XOUT (范围0~1)和XOUT_ PER(范围用户自己设定系数来确定(公式为y=kx+b))。
4.例子一个加热器加热水,水温由一个热电阻测量,加热器用4~20mA来控制,热电阻测量范围0~250度。
硬件:K306(CPU)、K331-04IV(模拟量输入)、K332-02IV(模拟量输出)程序如下:当I0.1等于0时,执行手动方式,XOUT的值就等于XO的值为0.4。

KDN-K3系列PLC在立式包装机的应用立式包装机,是一种广泛应用于食品、医药、化妆品等领域的自动化包装设备。
该设备先将原材料制成固定的包装形式,在自动化的生产线上完成充填、密封、切断、计数、包装等多个过程,最终将产品包装成所需的形式。
PLC(可编程逻辑控制器)是现代自动化控制系统中的基本元素之一,KDN-K3系列PLC则是市场上广泛应用的一款产品,下文将介绍其在立式包装机中的应用。
背景立式包装机的复杂程度和精度要求较高,因此需要一种高效稳定的控制方式。
PLC在此过程中发挥着决定性的作用。
而KDN-K3系列PLC则是现代PLC中的一员,它具有很高的性能和稳定性,被广泛应用于自动化控制领域。
KDN-K3系列PLC的特点KDN-K3系列PLC是一种性能卓越、功能完善、使用方便的控制器。
以下是其主要特点:1.采用高性能32位CPU,能够快速处理大量数据,完成复杂控制算法。
2.具有多种通信接口,能够方便地与其他设备进行联接。
3.支持多种高效的实时控制算法,包括位置控制、速度控制、定时控制等。
4.具有灵活的标准化编程语言和函数库,能够快速实现复杂控制功能。
5.具有多级安全保护功能,能够确保设备的安全运行。
KDN-K3系列PLC在立式包装机中的应用KDN-K3系列PLC在立式包装机中的应用主要体现在以下几个方面:1. 主控制功能KDN-K3系列PLC可以作为立式包装机的主控制器,通过编写程序实现对整个包装生产线的控制。
例如,通过编写程序,可以实现原材料的供给、充填、密封、切断、计数等功能,同时对这些功能的运行状态进行监控和控制。
这种控制方式高效、稳定,可以提高包装机的生产效率和产品质量。
2. 状态监控和故障预警通过与传感器、执行器等设备进行联接,KDN-K3系列PLC能够实现对立式包装机各个环节的状态监控和故障预警功能。
例如,通过检测充填线路的液位、称重等参数,可以及时发现充填出现的异常情况,以避免损失和安全事故的发生。

PLC控制的步进电机可实现分度的多种控制目前轴承行业大型轴承内、外套的分度方式普遍采用人工分度方式 ,其分度精度低、累积误差大、工作效率低、工人劳动强度大,对轴承性能的提高造成很大的影响。
大型轴承内、外套上的分度、打孔是轴承中的关键工序 ,它的工艺水平和质量的高低直接影响轴承的质量、寿命和制造成本。
我们所研制的大型数控分度头,采用PLC可编程控制器 ,控制步进电机驱动蜗轮蜗杆对执行工件进行自动分度,结构简单、制造费用低,较好地解决了生产中的实际问题。
分度算法:设总孔数为D2,总脉冲数D0,分度脉冲可计算为 :D0/D2=D4 +D5(余数)。
若D5=0时 ,步进电机每转动一次,电机转角控制脉冲均为D4。
若D5≠0时 ,将D5与孔数的一半(D2/2=D8)进行比较,若小于孔数的一半,步进电机先按D4个脉冲分度,步进电机每转过一个分度角,余数D5累积一次,当累积数大于D8时,步进电机则按D4+1个脉冲分度一次,此时累积数减去D4+1脉冲的余数即D2-D5,然后再按D4个脉冲分度,依次类推直至分度完毕;若余数大于孔数的一半,步进电机先按D4+1个脉冲分度,余数按D2-D5累积,当累积数大于D8时,步进电机则按D4个脉冲分度一次,此时累积数减去D4脉冲的余数D5,然后再按D4+1个脉冲分度,依次类推直至分度完毕。
这样的分度算法,使孔与孔之间的分度误差始终小于一个脉冲当量,可以实现在3600转角误差为0的分度精度要求。
该大型数控分度头应用于1000mm~2000mm的轴承内、外套的分度。
主要优点为 :(1)分度精度高。
驱动器在最高细分10000工作状态下,孔孔之间分度误差可控制在7.3μm, 可以实现3600转角误差为0的分度精度要求,满足了工件的分度要求。
(2) 工作效率高,分度速度快。
选用的PLC最高频率为200HZ,在自动分度工作状态下,50个孔的分度工作不足十分钟即可完成。
(3)操作灵活、简便。
该数控分度头实现调整(不分度)、手动或自动分度等电气操作。
Open CNCPLC發展工具操作手冊by : 新代科技date : 2002/07/09ver : 2.0目錄1.軟體下載與安裝 (5)1-1軟體下載 (5)1-2軟體安裝 (6)2.軟體操作 (7)2-1 按鈕功能區 (8)2-2 指令區 (10)2-3 指令編輯區 (10)2-4 參數輸入欄 (10)2-5 鍵盤操作說明 (11)3.MLC指令元件使用說明 (12)3-1常開接點(Normal Open Contact) (12)3-2常閉接點(Normal Close Contact) (12)3-3連結線(Connector) (12)3-4常開線圈(Normal Open Coil) (12)3-5常閉線圈(Normal Closed Coil) (13)3-6正緣觸發脈衝線圈(Positive Edge Triggered Coil) (13)3-7負緣觸發脈衝線圈(Negative Edge Triggered Coil) (13)3-8保持線圈(Latch Coil) (14)3-9復歸線圈(Unlatch Coil) (14)3-10計數器(Counter) (15)3-11循環計數器(Ring Counter) (16)3-12計數器復歸(Counter Reset) (16)3-13定時器(Timer) (17)3-14 PLC軸控制(PLC Axis) (18)3-15鍵盤掃描 (22)3-16 PLC座標教導系統元件 (24)3-17算數運算指令(Arithmetic Operation) (27)3-18邏輯運算指令(Logic Operation) (28)3-19比較指令(Compare) (29)3-20資料搬移指令(Move) (30)3-21刀庫旋轉指令(Rotate) (30)3-22程式跳躍指令(Jump) (31)3-23副程式呼叫指令(Jump Subroutine) (31)3-24副程式呼叫返回指令(Return) (31)3-25符號標記(Label) (31)3-26程式結束指令(End) (32)3-27快速PLC程式掃描 (32)4.C、S、R參照表 (34)4-1 C Bit(PLC=>CNC)介面說明 (34)4-2 S Bit(CNC=>PLC)介面說明 (47)4-3 S/C Bit相對於標準PC鍵盤掃描碼對照表 (53)4-4 Register Definition (54)4-4-1資源分配表 (54)4-4-2 CNC系統介面區 (54)5.M CODE、S CODE及T CODE (65)5-1 M_code、S_code及T_code功能目的及範例說明: (65)5-2 M_code、S_code及T_code動作流程。
分度头的使用方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作。
2)把工件安装成需要的角度,以便进行切削加工(如铣斜面等)。
3)铣螺旋槽时,将分度头挂轮轴与铣床纵向工作台丝杠用“交换齿轮”联接后,当工作台移动时,分度头上的工件即可获得螺旋运动。
1 万能分度头的结构图1为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图1 万能分度头结构图1—分度手柄2—分度盘3—顶尖4—主轴5—转动体6—底座7—扇形夹分度头的安装与调整:1 . 分度头主轴轴线与铣床工作台台面平行度的校正如图2 所示,用直径40mm 长400mm 的校正棒插入分度头主轴孔内,以工作台台面为基准,用百分表测量校正棒两端,当两端值一致时,则分度头主轴轴线与工作台台面平行。
图22. 分度头主轴与刀杆轴线垂直度的校正如图3 所示,将校正棒插入主轴孔内,使百分表的触头与校正棒的内侧面(或外侧面)接触,然后移动纵向工作台,当百分表指针稳定则表明分度头主轴与刀杆轴线垂直。
图33. 分度头与后顶尖问轴度的校正先校正好分度头,然后将校正棒装夹在分度头与后顶尖之间以校正后顶尖与分度头主轴等高,最后校正其同轴度,即两顶尖间的轴线平行于工作台台面且垂直于铣刀刀杆,如图4。
图42 简单分度方法根据图5所示的分度头传动图可知,传动路线是:手柄→齿轮副(传动比为1:1)→蜗杆与蜗轮(传动比为1:40)→主轴。
数控分度头工作原理
数控分度头是一种用于数控机床上进行旋转加工的装置,它可以使工件在数控机床上按照一定的角度进行分度。
以下是数控分度头的工作原理:
1. 接口连接:数控分度头需要与数控机床的主轴连接,并通过一系列的传动装置将主轴的动力传递给分度头。
2. 工作原理:数控分度头一般由电动机、减速器、分度盘和蜗轮蜗杆传动装置组成。
电动机提供动力,通过减速器降低转速并增加转矩,然后将转动力传递给分度盘。
3. 分度盘:分度盘是数控分度头中的核心部件,通常由高强度合金钢制成。
分度盘上分布着一圈齿轮,每个齿轮相隔等角度,用于控制工件的分度角度。
4. 分度角度调节:通过控制分度盘的转动,可以调整分度盘上相邻齿轮之间的角度,从而实现工件的分度。
这一过程通过数控系统的指令控制。
5. 分度精度:数控分度头具有较高的分度精度,通常可以实现角度误差在几秒内,从而保证工件在旋转加工过程中的精度要求。
总结:数控分度头通过电动机和传动装置实现工件的分度,分度盘上的齿轮控制分度角度,以实现工件的旋转加工。
它具有
分度精度高、角度可调节的特点,广泛应用于数控机床上的旋转加工过程中。
分度头工作原理
分度头工作原理是通过分度头的结构设计和合理安装来实现的。
分度头是机械设备中的一种重要部件,通常用于机床上进行工件的定位和分度加工。
分度头的结构包括主轴、分度盘、锁紧机构等。
主轴是分度头的核心部件,通过传动装置将动力传递到分度盘上。
分度盘上设有一系列等分的孔孔,孔数根据需要可以选择不同的规格。
当工件装在分度盘上时,通过锁紧机构将其固定在分度盘上,从而实现工件的定位和分度。
分度盘的等分孔孔通常采用圆形孔孔,通过与主轴的配合,工件可以按照一定的角度进行旋转。
当主轴带动分度盘旋转时,工件也会跟着旋转,实现工件的分度加工。
分度头根据不同的需求,可以使用手动或自动的方式进行控制,实现工件的精确定位和分度加工。
分度头工作的关键在于分度盘的精确等分和锁紧机构的牢固固定。
分度盘的等分需要满足一定的精度要求,以确保工件定位的准确性;而锁紧机构需要具有适当的力量,以保证工件在旋转过程中的牢固固定,避免产生偏差。
综上所述,分度头通过分度盘的准确等分和锁紧机构的牢固固定,实现了工件的精确定位和分度加工。
这种工作原理是分度头在机械加工中应用广泛的重要原因之一。
用数控机床PLC的功能指令实现主轴换挡控制
王侃夫
【期刊名称】《上海电机技术高等专科学校学报》
【年(卷),期】2001(4)3
【摘要】本文提出了一个用数控机床PLC功能指令实现主轴换档控制的方法,具有一定的应用性。
【总页数】4页(P10-13)
【关键词】数控机床;PLC;功能指令;主轴换档控制
【作者】王侃夫
【作者单位】上海电机技术高等专科学校电气工程系,上海200240
【正文语种】中文
【中图分类】TG659
【相关文献】
1.用数控机床PLC的功能指令实现主轴换档控制 [J], 王侃夫
2.高档机床主轴自动换挡PLC控制及实现 [J], 刘本刚;刘天冬;王碧玲
3.基于西门子840D sl实现数控机床的主轴换挡控制 [J], 化春雷;张明洋;刘春时
4.数控机床主轴M指令的PLC控制研究 [J], 陈德根
5.基于PLC的西门子802D系统数控机床主轴换挡控制程序设计 [J], 雷楠南因版权原因,仅展示原文概要,查看原文内容请购买。
K1000系列数控系统PLC用户手册012B-T00N-0201 KND LTD. 2008严禁以任何形式复制本书内容如有改动恕不另行通知。
本书尽可能做到通俗易懂,受篇幅限制,仍可能会有超出本书所描述的情况。
所有书中未描述到的情况均理解为不可使用或在北京凯恩帝公司指导下使用。
目录K1000系列数控系统 (I)第一篇 PLC编程 (I)1.概述 (1)2.系统组成 (1)3.技术指标 (2)3.1 K1000PLC的技术指标 (2)3.2 PLC定义地址 (3)4.顺序程序的制作 (3)4.1 PLC的选择(步骤1~3) (5)4.2 接口技术要求的形式(步骤4) (5)4.3 梯形图(步骤5) (5)4.4 指令编码(步骤6) (5)4.5 顺序程序的录入(步骤7~10) (5)4.6 顺序程序的调试(步骤11~15) (7)4.7 开发系统和维修资料(步骤16~19) (9)5.输入和输出信号 (12)5.1 输入信号 (12)5.2 输出信号 (13)6.系统输入输出接口 (15)7.K1000PLC的控制方法 (16)7.1 顺序工作 (16)7.2 连续工作 (16)7.3 高级顺序和低级顺序 (17)7.4 输入信号的同步处理 (19)7.5 互锁 (20)7.6 顺序程序处理时间 (20)7.7 顺序程序存储 (22)8.地址表 (23)8.1 与CNC连接信号的地址表 (24)8.2 机床信号地址 (24)8.3 控制继电器地址 (24)8.4定时器地址 (24)8.5 计数器、保护继电器和参数的地址表 (25)8.6 数据表的地址 (25)8.7 PLC内部特殊标志 (25)9.PLC指令 (26)9.1 基本指令 (28)9.2 功能指令 (41)10.固定存储器 (157)10.1 用法 (157)10.2 固定存储器的地址 (157)10.3 写入固定存储器 (158)10.4 固定存储器控制(MWRTF) (158)I11.1梯形图内容 (160)11.2 输入/输出信号、继电器等信号名称和代码 (160)11.3 其它 (162)第二篇 PLC开发环境 (163)1.概述 (165)1.1 KNDPLC总体说明 (165)1.2 信号名称定义 (166)2.菜单命令 (167)2.1 主界面简介 (167)2.2菜单栏 (168)3.工具栏 (190)3.1 视图管理工具条 (190)3.2 调试工具条 (190)3.3 连接CNC工具条 (191)3.4 通用工具条 (191)3.5 梯图编辑工具条 (192)3.6 状态栏 (192)4.界面操作 (193)4.1 梯图编辑快捷工具 (193)4.2 操作对象 (194)4.3 操作方法 (194)4.4 工程管理 (206)4.5 信号名称管理 (217)4.6 参数管理 (223)4.7 功能模块管理 (227)4.8 打印和打印预览 (236)4.9 多语言支持功能 (242)5.联机功能 (244)5.1 联机设置 (244)5.2 调试运行 (250)5.3 断点功能 (253)5.4 调试观察档 (255)5.5 运行实时信息 (256)6.辅助功能 (257)6.1 系统参数设置 (257)6.2 实用小技巧 (258)6.3 其它右键菜单 (259)6.4 对象信息提示功能 (261)6.5 快速定位梯级 (262)6.6 严格地址参数检查 (262)6.7 用户自定义快捷键 (263)6.8 版本兼容性 (264)6.9 快捷键汇总 (267)第三篇远程I/O模块 (269)II1.2 外形结构与安装尺寸 (271)2.设置说明 (272)2.1 模块ID号的设置 (272)2.2 系统参数设置 (272)2.3 数字DI/DO模块的参数位置 (273)3.外部连接 (274)3.1 外部连接框图 (274)3.2 电源接口的连接 (274)3.3 CAN接口的连接 (274)3.4 数字DI/DO接口的连接 (275)3.5 模拟输入/输出接口的连接 (277)3.6 RS422接口的连接 (278)5.CAN总线连接及CAN终端使用说明 (283)第四篇附录篇 (284)附录1:K1000T接口地址定义 (285)1.1 K1000T输入信号表(X区) (285)1.2 K1000T输出信号表(Y区) (289)1.3 K1000T系统PLC到NC的地址(G区) (291)1.4 K1000T系统NC到PLC的地址(F区) (297)附录2:K1000M接口地址定义 (310)2.1 K1000M输入信号表(X区) (310)附录3:K1000M4接口地址定义 (334)3.1 K1000M4输入信号表(X区) (334)3.2 K1000M4输出信号表(Y区) (336)3.3 K1000M4的PLC到NC的地址(G区) (337)附录4:K1000M5~8轴系统接口地址定义 (345)4.1 K1000M5~8输入信号表(X区) (345)附录5:PLC开发流程 (369)5.1 开发流程概述 (369)5.2 流程详细说明 (370)版权声明 (377)III第一篇PLC编程第I 篇 PLC 编程 1-概述11.概述在CNC 数控机床系统中,可编程控制器(PLC )介于机床和CNC 之间,用以控制主轴、刀架、刀具自动转换装置等等。
KDN-K3系列PLC控制数控分度头
出处:自动化在线/一、概述
某机床附件厂生产的分度头原为手摇式,由于其配套的设备自动化程度的提高,要求分度头控制精确并实现自动化。
所以该厂与北京凯迪恩公司合作开发了自动数控分度头,提升了产品的质量和档次。
该机型为自动机型,电控方案为PLC+人机界面+步进电机及驱动器。
PLC采用K304-14AT,AC220伏供电6点晶体管输出类型,人机界面采用4行文本显示器,步进电机用来实现分度角精确度。
二、系统配置
(1)PLC的I/O配置如下表:
(2)文本显示设置参数
可以显示分度角预设值与当前值,设定速度,精确到角秒。
三、工艺流程
该控制方案是典型的顺序控制系统,控制工艺大致如下:
(1)分度启动有信号,步进电机转动,分度开始;
(2)分度结束后,Q0.5输出一次分度结束信号;
(3)可手动点动。
四、结束语
分度头用途十分广泛,数控自动化是发展方向,KDN-K3系列PLC控制的稳定性与步进电机的高精度使得该系统经济实用。
1。