转子称(CSC系统)调试记录
- 格式:doc
- 大小:302.50 KB
- 文档页数:4


菲斯塔转子秤校验记录1. 背景介绍菲斯塔转子秤是一种常用于工业领域的重量测量设备。
它使用转子的旋转速度与被称量物体的重量之间的关系来测量物体的质量。
菲斯塔转子秤校验记录是对该设备进行校验的详细记录,以确保其准确性和可靠性。
2. 校验目的菲斯塔转子秤的校验目的是验证设备的准确性,以确保其测量结果与实际重量相符合。
这对于许多行业的生产过程至关重要,如制药、食品加工和化工等。
校验记录的编写是为了跟踪设备的校验历史,并提供一种可追溯的方法来验证设备的可靠性。
3. 校验过程菲斯塔转子秤的校验过程通常包括以下步骤:3.1 准备工作在进行校验之前,需要进行一些准备工作。
首先,需要收集相关的校验设备和标准物体。
校验设备通常包括校验转子秤的质量标准,如校验砝码。
标准物体是已知质量的物体,用于校验转子秤的准确性。
3.2 校验设备检查在进行校验之前,需要检查校验设备的状态和功能。
这包括检查转子秤的显示屏、按键和传感器等部件是否正常工作。
如果发现任何问题,需要及时修复或更换设备。
3.3 校验转子秤校验转子秤的过程包括以下步骤:3.3.1 零位校验首先,将转子秤放置在水平平台上,并确保其显示屏上的数值为零。
如果不为零,需要进行零位校验。
根据设备的操作手册,调整转子秤的零位,使其显示数值为零。
3.3.2 校验砝码校准将校验砝码放置在转子秤上,并记录其质量和转子秤的测量结果。
根据校验砝码和转子秤的测量结果,计算出转子秤的误差。
如果误差超过了设定的允许范围,需要进行校准。
校准的方法可以根据设备的操作手册进行。
3.3.3 多点校验进行多点校验是为了验证转子秤在不同负载下的准确性。
在不同负载下,将标准物体放置在转子秤上,并记录其质量和转子秤的测量结果。
根据这些数据,计算出转子秤在不同负载下的误差。
如果误差超过了设定的允许范围,需要进行校准。
3.4 校验结果记录校验结果需要详细记录,包括校验日期、校验人员、校验设备、校验方法、校验标准、校验结果和校验结论等信息。

菲斯特转子秤CSC故障处理的指南设计说明指南设计说明:菲斯特转子秤CSC故障处理一、引言二、故障分类1.硬件故障:主要包括电源故障、传感器故障、显示屏故障等。
2.软件故障:主要包括操作系统故障、计算程序错误等。
三、故障处理流程1.硬件故障处理a)电源故障处理:i)检查电源插头是否牢固连接;ii) 检查电源线路是否正常,并保证电源是否通电;iii) 如果以上步骤均正常,但仍无法启动设备,建议更换电源适配器。
b)传感器故障处理:i)检查传感器线路是否与转子秤连接牢固;ii) 检查传感器是否有物理损坏,并及时更换损坏部件;iii) 如果以上步骤均正常,但传感器仍无法正常工作,建议找专业技术人员进行维修。
c)显示屏故障处理:i)检查显示屏是否有明显的物理损坏;ii) 如果没有明显物理损坏,但显示屏无法正常工作,建议重启设备;iii) 如果重启后仍无法解决问题,建议找专业技术人员进行维修。
2.软件故障处理a)操作系统故障处理:i)检查设备的操作系统是否正常运行;ii) 如果系统无法启动或运行缓慢,建议尝试重启设备;b)计算程序错误处理:i)检查计算程序是否与设备相匹配;ii) 如果程序错误导致数据异常,建议重新安装合适的计算程序;四、故障处理注意事项1.在处理任何故障之前,务必先关闭设备电源,以避免发生任何安全事故。
2.在处理硬件故障时,需要确保操作过程中没有触碰到任何易损部件,以免造成更大的损坏。
3.在处理软件故障时,务必备份重要数据,并遵循相关操作流程,以避免不可逆转的损失。
五、总结本指南提供了一套详细的菲斯特转子秤CSC故障处理流程,包含硬件和软件故障分类以及具体处理步骤。
在实际应用中,用户可根据具体情况进行操作,并注意安全事项和数据备份工作。
通过正确处理故障,可以及时修复设备,确保生产过程的稳定性和有效性。
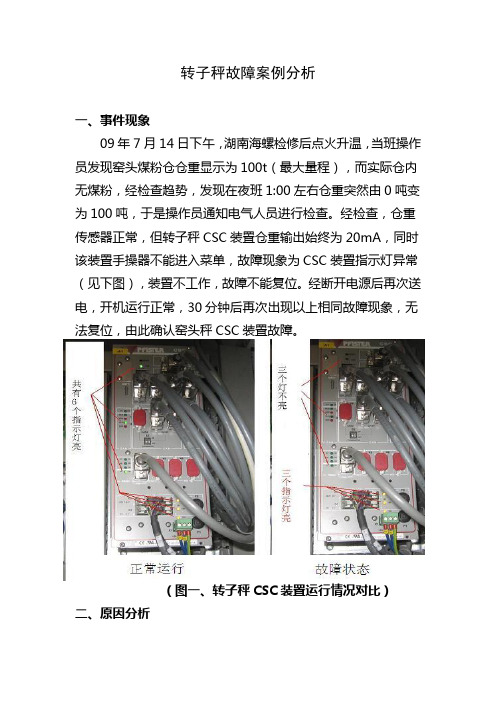
转子秤故障案例分析一、事件现象09年7月14日下午,湖南海螺检修后点火升温,当班操作员发现窑头煤粉仓仓重显示为100t(最大量程),而实际仓内无煤粉,经检查趋势,发现在夜班1:00左右仓重突然由0吨变为100吨,于是操作员通知电气人员进行检查。
经检查,仓重传感器正常,但转子秤CSC装置仓重输出始终为20mA,同时该装置手操器不能进入菜单,故障现象为CSC装置指示灯异常(见下图),装置不工作,故障不能复位。
经断开电源后再次送电,开机运行正常,30分钟后再次出现以上相同故障现象,无法复位,由此确认窑头秤CSC装置故障。
(图一、转子秤CSC装置运行情况对比)二、原因分析由于供电局110KV线路检修,公司一直处于停窑检修状态。
在检修期间,分厂对两台转子秤进行检查,零点标定等均正常,14日夜班1:00仓重异常时,处于停机送电状态。
同时本次故障处理过程中,除CSC装置故障外,没有发现其它异常现象,在更换CSC装置后运行正常。
结合上述情况,分析可能原因如下:工厂电源质量问题是造成CSC装置故障的主要原因。
供电局7月6日-9日进行110kV 线路检修,为保证现场检修用电需要,公司使用原35kV线路备用电源,该电源由于基本没有负荷,电压波动较大,尤其娄底地区长期以来电网在夜间电压波动较大,分析可能为尖峰电压造成CSC装置电气元件故障。
三、事件教训1、公司各单位认真吸取和分析本次故障的教训,在长时间停窑检修的情况下,特别在检修期间使用临停电源时,电气专业必须断开仪表仪器电源;对于部分重要的仪器仪表为保证设备的安全,电气专业可研讨适当购置电源稳压设备。
2、公司加强对员工现场作业行为管理,规范作业人员现场施工行为,在仓秤和荷重传感器等设备附近要有醒目的标识,防止在使用焊机的过程中随意搭接地线,或者无任何防护措施下踩踏称重设备的情况出现。
3、本次故障由于备件缺乏及人员技能不足导致处理延误时间过长,应加强专业培训,提高专业人员作业技能,同时认真研讨合理配置区域的事故备件。
CSC系统调试说明书PFISTER GmbH1.1.2 键的功能 (VT100)移动光标或选择参数输入数据时设置光标的位置回车键,用于输入或激活选择或接收数据输入数字或直接选择菜单输入十六进制的数 显示主菜单 刷新当前菜单,并切换到VT100 方式 刷新当前菜单,并切换到PHT 方式 错误确认 功能或指令中止 功能或指令执行 调用“服务联机”菜单(仅限于 CSC MASTER )1.1.3 PHT (PFISTER 手操器)的联机1.) 把PHT 联到CSC 的服务接口X17 插头上。
2.) 设备的标识符和版本号在PHT 的 1--3 行显示。
在第四行将显示“Ctrl Y > Connect”,这时PHT 已经准备就绪。
3.) 按“Ctrl Y ”键,PHT 与CSC 的联接就建立了。
4.) 按“Ctrl A” 键,显示主菜单。
下面数据将显示在PHT 上。
第一行 ->菜单字头第二行 ->参数说明第三行 ->技术值或参数设定第四行 ->错误信息(如果存在)如果有问题,检查与CSC 的联接和设置(波特率,数据格式)1.1.4 手操器 PHT 的按键功能描述F1 的题字和功能 传送PHT 的标识符 F2的题字和功能 执行 F3的题字和功能错误确认F4的题字和功能转到主菜单F5的题字和功能放弃 F6的题字和功能 提出用于输入字母和特殊字符的表格或在通电后进行组态滚动选择菜单或在选择参数时选择菜单 回车键,用于输入,接收或激活选择 设置光标的位置(输入的位置) 输入十进制数据或直接选择菜单1.2 操作及其显示的注解用 Ctrl + A 键可以从任何菜单返回主菜单。
回到上一级菜单用“0”键或把光标定位在<<Exit(0) 并按回车键。
任何输入和选择都用回车键来取舍。
每个选项会在左侧用“<….”来标记。
用键来选择。
任何一个输入和选择都可用“Ctrl + C ” 放弃,原设置保持不变。
CSC-103B数字式超高压线路保护装置调试记录装置型号: ______________________装置编号: ______________________额定电压: ______________________额定电流: ______________________ 直流电压: ______________________调试日期: ______________________调试人员: ______________________质检人员: ______________________1. 单板焊接质量检查直接观察或用放大镜检查各插肩上有无元器件焊反、焊错、漏焊或虚焊现象。
()2. 通电前检查2.1经检查,本装置所有互感器的屏蔽层的接地线均已可靠接地,装置外壳已可靠接地。
()2.2检查装置面板型号标示、灯光标示、背板端子贴图、端字号标示、装置铭牌标注完整、正确。
()2.3各插件拔、插灵活,插件与插座之间定位良好,插入深度合适。
大电流端子的短接片在插件插入时应能顶开。
()2.4各插件跳线及短接线连接设置正确。
()3.直流稳压电源检查3.1经检查,本装置电源的自启动性能良好,失电告警继电器工作正常。
()3.2输出电压稳定性检查,将实测值填入表1:表14. 绝缘电阻及工频耐压试验参看调试方法。
将相应结果填入表2(合格打“√”,不合格记录实测值)表2 绝缘及耐压试验记录5. 装置基本功能检查5.1按照调试方法上电进行装置初始化以后,装置运行灯亮,液晶显示正常。
()5.2 做三次快速拉合直流试验,无任何异常。
()5.3装置各个CPU板跳线设置正确。
()5.4装置时钟设置正确,走时准确。
()5.5装置地址设置正确。
()5.6装置的间隔名称正确。
()5.7软定值区切换功能正确。
()5.8压板投退正确。
()5.9打印功能正确。
()5.10定值整定正确。
()5.11菜单设置正确。
()5.12面板灯设置正确。
转子秤标定方法
1. 轻触‘功能菜单’,‘检测调试’,
输入密码‘1111’,按确认,密
码正确显示‘OK’,按‘返回’
再进入相应程序
2. 选择‘检测调试’选择‘零点
调试’,按‘开停’,显示秤开,
按‘开始’,当计数到达所需
的时间后自动停止,按‘确定’
自动记录皮重,一般在500到
1000之间,否则调配重块或传
感器顶部螺丝。
3. 在秤体上挂上4公斤标准砝
码,然后选择‘检测调试’选
择‘挂码检测’,按‘开停’,
显示秤开,按‘开始’,当计
数到达所需的时间后自动停
止,在‘实际’后面轻触输入
4公斤×1.5吨×1000÷60分
=100(公斤/每分),按‘转
换’按‘确定’即可。
30吨的
秤1公斤砝码等于1.5吨,60
吨的秤1公斤砝码等于1.25
吨
4. 如果计量和实际有误差,可以
适当修改K值,选择‘功能菜
单’选择‘参数设置’选择‘K
值参数
然后修改K值,K值减小,
实际增大,反之减小。
5. 如果秤体出现问题不能正常开
启先检查秤体。
或者进入‘零
点调试’看AD值应该≥先前
的AD。
然后进入‘功能菜单’
‘其他功能’‘报警记录’清除
报警即可
6 . 和中控模拟校对,到‘功能菜
单’‘其他功能’选择‘模拟
校对’,让中控给一个4mA的
信号,按一下给定AD码下面
的4mA,再让中控给一个
20mA的信号,按一下给定AD 码下面的20mA即可。
故障及处理指南CSC 系统ST GBPFISTER GmbH , D-86068 Augsburg page 00概述:1.故障类型: S :称立刻停车。
M:故障信息(不影响当前的运行)。
P:可通过编程来决定其作用。
S1:第一组故障S2:第二组故障PFISTER GmbH , D-86068 Augsburg page 11PFISTER GmbH , D-86068 Augsburg page 22PFISTER GmbH , D-86068 Augsburg page 33PFISTER GmbH , D-86068 Augsburg page 44PFISTER GmbH , D-86068 Augsburg page 55PFISTER GmbH , D-86068 Augsburg page 66PFISTER GmbH , D-86068 Augsburg page 77PFISTER GmbH , D-86068 Augsburg page 88PFISTER GmbH , D-86068 Augsburg page 99PFISTER GmbH , D-86068 Augsburg page 1010PFISTER GmbH , D-86068 Augsburg page 1111PFISTER GmbH , D-86068 Augsburg page 1212PFISTER GmbH , D-86068 Augsburg page 1313PFISTER GmbH , D-86068 Augsburg page 1414PFISTER GmbH , D-86068 Augsburg page 1515PFISTER GmbH , D-86068 Augsburg page 1616PFISTER GmbH , D-86068 Augsburg page 1717PFISTER GmbH , D-86068 Augsburg page 1818PFISTER GmbH , D-86068 Augsburg page 1919PFISTER GmbH , D-86068 Augsburg page 2020PFISTER GmbH , D-86068 Augsburg page 2121PFISTER GmbH , D-86068 Augsburg page 2222PFISTER GmbH , D-86068 Augsburg page 2323PFISTER GmbH , D-86068 Augsburg page 2424PFISTER GmbH , D-86068 Augsburg page 2525PFISTER GmbH , D-86068 Augsburg page 2626PFISTER GmbH , D-86068 Augsburg page 2727PFISTER GmbH , D-86068 Augsburg page 2828PFISTER GmbH , D-86068 Augsburg page 2929PFISTER GmbH , D-86068 Augsburg page 3030PFISTER GmbH , D-86068 Augsburg page 3131皮带称—皮带打滑的原因皮带的张力太小皮带的荷载太大转子称系统组态:测速—电机启动,但转子不动转速信号是转子前后移动产生的系统组态:增加的发送器—由于皮带磨损或损坏,导致电机运转而转子不动PFISTER GmbH , D-86068 Augsburg page 3232PFISTER GmbH , D-86068 Augsburg page 3333PFISTER GmbH , D-86068 Augsburg page 3434Outputlimit-输出超限PFISTER GmbH , D-86068 Augsburg page 3535PFISTER GmbH , D-86068 Augsburg page 3636PFISTER GmbH , D-86068 Augsburg page 3737。