耗冷量的计算
- 格式:docx
- 大小:86.43 KB
- 文档页数:6
耗冷量的计算[12]
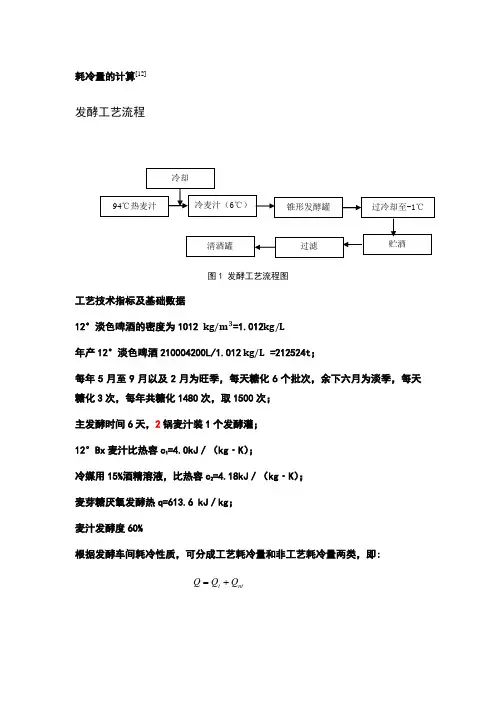
发酵工艺流程
图1 发酵工艺流程图 工艺技术指标及基础数据
12°淡色啤酒的密度为1012 kg/m 3=1.012kg/L 年产12°淡色啤酒210004200L/1.012 kg/L =212524t ;
每年5月至9月以及2月为旺季,每天糖化6个批次,余下六月为淡季,每天糖化3次,每年共糖化1480次,取1500次; 主发酵时间6天,2锅麦汁装1个发酵灌; 12°Bx 麦汁比热容c 1=4.0kJ /(kg ·K );
冷媒用15%酒精溶液,比热容c 2=4.18kJ /(kg ·K ); 麦芽糖厌氧发酵热q=613.6 kJ /kg ; 麦汁发酵度60%
根据发酵车间耗冷性质,可分成工艺耗冷量和非工艺耗冷量两类,即:
nt
t Q Q Q +=
工艺耗冷量
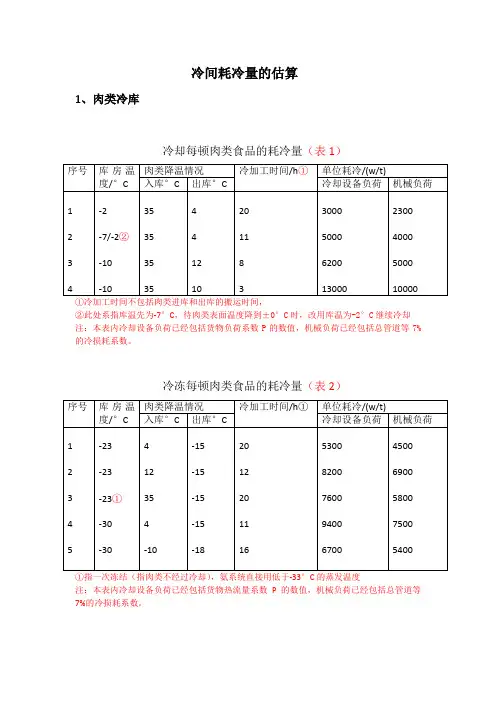
1.麦汁冷却耗冷量Q 1
使用一段式串联逆流式麦汁冷却方法,使用的冷却介质为2℃冷冻水, 出口温度为85℃,糖化车间送来的热麦汁温度为94℃,冷却至发酵起始温度6℃。
根据表3-1啤酒生产物料衡算表,可知每糖化一次得热麦汁148748.6L ,而相应的麦汁密度为1048kg/m 3。
故麦汁量
53.1558887486.1481048=⨯=G kg
又知11°麦汁的比热容为4.0kJ /(kg ·K ),工艺要求在1h 内完成冷却过程,则所耗冷量
τ/)(211t t G Q c -=
1/)694(0.453.155888-⨯⨯=
4.53002093=kJ/h 式中 t 1和t 2——分别为麦汁冷却前后温度(℃) τ——冷却操作过程时间(h )
根据设计,每个锥形发酵灌装2锅麦汁,则麦汁冷却每灌耗冷量
4.53002093221⨯==Q Q f
8.106004186=kJ/h
相应的冷冻介质(2℃的冷水)耗量
)
285(18.48
.106004186)('1'
211-=-=
t t C Q M m 40.305540=kJ/h
式中 '1t 和'
2t ——分别是冷冻水的初温和终温℃
m G ——水的比热容kJ /(kg ·K )
发酵耗冷量
1.发酵期间发酵放热'
2Q
假定麦汁固形物均为麦芽糖,而麦芽糖的厌氧发酵放热量为613.6 kJ /kg ,麦汁发酵度为60%,则1L 麦汁放热量
18.44%60%126.6130=⨯⨯=q kg
根据物料衡算,每锅麦汁的冷麦汁量为144284L ,则每锥形灌发酵放热量
24.12748934214428418.44'0=⨯⨯=Q kJ
由于工艺规定主发酵时间为6天,每天糖化6锅麦汁,并考虑到发酵放热的不平衡,取系数1.5,忽略主发酵期的麦汁升温,则发酵高峰期耗冷量
262465.1'
0'2
⨯⨯⨯⨯=Q Q
288
6
5.124.12748934⨯⨯=
=398404.2kJ/h
2.发酵后期发酵液降温耗冷'
'2Q
主发酵后期,发酵温度从6℃缓慢降至-1℃,每天单罐降温耗冷量
70.453.1558882)]1(6[21'
'0⨯⨯⨯=--=Gc Q
=8729757.68kJ
工艺要求此过冷过程在2天内完成,则耗冷量(麦汁每天装3个锥形灌)
86.545609)224/(3'
'0''2=⨯=Q Q kJ/h
3.发酵总耗冷量Q 2
'
'2'22Q Q Q +=
86.5456092.398404+=
=944014.06kJ/h 4.每罐发酵耗冷量0Q
69.872975724.12748934'
'0'00+=+=Q Q Q
=21478691.92kJ
5.发酵用冷媒耗量(循环量)M 2发酵过程冷却用稀酒精液作冷却介质,进出口温度为-8℃和0℃,故耗冷量
)818.4/(06.944014)8/(22⨯=⨯=m c Q M
=28230.09kg/h 6.酵母洗涤用冷无菌水冷却的耗冷量Q 3
在锥形灌啤酒发酵过程,主发酵结束时要排放部分酵母,经洗涤活化后重复用于新麦汁发酵,一般可重复使用5~7次。
设湿酵母添加量为麦汁量的1.0%,
且使用1℃的无菌水洗涤,洗涤无菌水量为酵母量的3倍。
冷却前无菌水温为30℃,用-8℃的酒精液作冷却介质。
由上述条件,可得无菌水用量
63%0.153.155888'
⨯⨯⨯=w G
=28059.94kg/d 式中 155888.53——糖化一次的冷麦汁量kg 每班无菌水用量
31.93533
94
.280593'
==
÷=w w G G kg/班 假定无菌水冷却操作在2h 内完成,则无菌水冷却耗冷量
2/)130(18.431.9353/)('
3-⨯⨯=-=τw w m w t t C G Q
=566904.12kJ/h 所耗冷冻介质量
)818.4/(12.566904)](/[1233⨯=-=t t C Q M w
=16952.87kg/h
式中 t 1、t 2——冷冻酒精液热交换前后的温度,分别为-8和0℃ 每罐用于酵母洗涤的耗冷量
2/)130(18.431.93532/)('3-⨯⨯=-=w w m w t t C G Q
=566904.12kJ 式中 2——每班装罐2罐 7.酵母培养耗冷量Q 4
根据工艺设计,每月需进行一次酵母纯培养,培养时间为12d 。
即288h 。
根据工厂实践,年产200000t 啤酒厂酵母培养耗冷量
2786664=Q kJ/h
对应的年耗冷量
84'
41003.810288⨯=⨯⨯=Q Q kJ
相应的高峰冷冻介质循环量
)818.4/(278666)](/[1244⨯=-=t t C Q M m
=7436kg/h
8.发酵车间工艺耗冷量t Q
综上计算,可求算出发酵车间的工艺耗冷量
27866612.56690406.9440144.530020934
1+++==∑=i i t Q Q
=54791677.58kJ/h
3.3.5 非工艺耗冷量
除了上述的发酵过程工艺耗冷量外,发酵灌外壁、运转机械、维护结构及管道等均会耗用或散失冷量,构成非工艺耗冷量。
1.露天锥形灌冷量散失5Q
锥形灌啤酒发酵工厂几乎都把发酵罐置于露天,由于太阳辐射,对流传热和热传导等造成冷量散失,根据经验,年产10万吨啤酒厂露天锥形灌的冷量散失在86666-200000kJ/t 啤酒之间,在南方亚热带地区设厂,取高值。
故旺季每天耗冷量
8'
5107.12000006012.1140200000⨯=⨯⨯⨯=⨯=b G Q kJ/d
式中 b G ——旺季成品啤酒日产量t
若白天日晒高峰耗冷为平均每小时耗冷量的2倍,则高峰耗冷量
7'
551042.124/2⨯==Q Q kJ/h
冷媒(-8℃稀酒精)用量
424641)818.4/(1042.1)](/[71255=⨯⨯=-=t t C Q M m kJ/h
2.清酒灌、过滤机及管道等散失冷量6Q
因涉及的设备,管路很多,若按前面的公式计算,十分繁杂,故啤酒厂设计时往往根据经验选取,通常,取6Q =12%t Q ,所以
31.657500158.54791677%12%126=⨯==t Q Q kJ/h
冷媒(-8℃稀酒精)用量
85.196620)818.4/(31.6575001)]
([126
6=⨯=-=
t t C Q M m kJ/h
3.3.6 100000t/a啤酒厂发酵车间冷量衡算
将上述计算结果,整理后得200000t/a啤酒厂发酵车间冷量衡算表
表3-4 发酵车间冷量衡算表
耗冷分类耗冷项目每小时耗冷
量
(kJ/h)
冷媒用量
(kg/h)
每罐耗冷(kJ)年耗冷量
(kJ)
工艺耗冷量
麦汁冷却Q1 53002093 305540 106004187 7.95×1010 发酵耗冷Q2 944014 28230 21478692 1.61×1010 无菌水冷却Q3 566904 16953 566904 4.25×108 酵母培养Q4 278666 7436 1070667 8.03×108 工艺总耗冷Q t 54791677 129120450 9.68×1010
非工艺
耗冷量锥形罐冷损Q5 14200000 424614 56666667 4.25×1010管道等冷损Q6 6575001 196621 15488000 1.16×1010非工艺总耗冷
Q nt
20775001 72154667 5.41×1010
合计总耗冷Q 75566678 201275117 1.51×1011年耗冷
量710508kJ/t啤酒。