机械制造基础第一章
- 格式:ppt
- 大小:1.93 MB
- 文档页数:65
第一章习题及答案1—1拉伸试验可以测定哪几种力学性能指标?答:拉伸试验可测定材料的强度和塑性。
1—2什么是强度?材料的强度指标有哪些?答:材料在载荷作用下抵抗塑性变形和破坏的能力称为强度。
强度的主要性能指标有屈服强度和抗拉强度。
1—3材料的塑性指标有哪些?答:材料的塑性指标有断后伸长率和断面收缩率。
1—4σs和σ0.2有什么区别?答:在力—伸长曲线上屈服点所对应的应力,即材料刚开始产生塑性变形时的最小应力称为屈服强度,用σs 表示。
它表示材料抵抗微量塑性变形的能力,是设计和选材的主要依据之一。
σs越大,其抵抗塑性变形的能力越强,越不容易发生塑性变形。
对于脆性材料,在拉伸试验时没有明显的屈服现象,难以测算其屈服点,工程上通常将试样产生0。
2%残留变形时的应力作为条件屈服极限,用σ0。
2表示。
1—5有一钢试样,其直径为10 mm,标距长度为50 mm ,当载荷达到18840 N时,试样产生屈服现象。
载荷加至36110 N 时,试样发生缩颈现象,然后被拉断,拉断后标距长度为73 mm ,断裂处直径为6。
7 mm 。
试求该试样的σs 、Rm 、A和Z.答:2S 0188403.145S P S σ==⨯=240M Pa m 0R b P S==2361103.145=⨯460MPa 000100%u l A l l l l-∆==⨯=7350100%50-⨯=46% 220200_5 3.35100%5U S S Z s s s ∆-==⨯==55.11% 1-6硬度试验方法有哪几种?常用的洛氏硬度有哪三种?说明其应用范围.答:布氏硬度试验、洛氏硬度试验和维氏硬度试验。
常用的洛氏硬度标尺有A 、B 、C三种:HRA 、HRB 和H RC 。
HRA 用于硬质合金、表面淬火层、渗碳层等硬度的测量。
HR B用于有色金属、退火和正火钢件等硬度的测量.HRC 用于淬火钢、调质钢件等硬度的测量。
1-7一紧固螺栓使用后发现有塑性变形,分析材料有哪些指标没有达到要求。
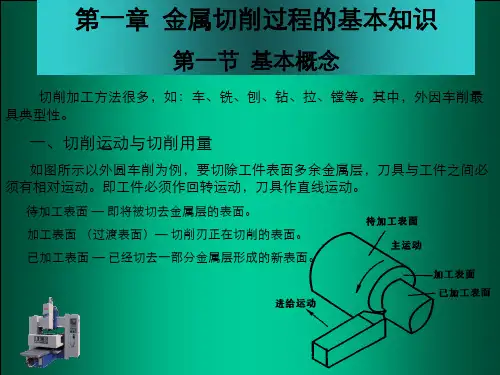
第一章金属切削刀具1,切削运动按其作用可分为主运动和进给运动。
使零件和工件间发生相对运动以进行切削的最基本运动称为主运动。
且主运动只有一个,速度最高,所消耗的功率最大。
多余材料不断投入切削,从而逐渐切削出整个零件表面的运动,称为进给运动。
进给运动一般速度较低消耗功率较少,可以有一个或多个。
2,切削用量三要素:切削速度,进给量,背吃刀量。
切削层参数:切削层公称厚度,切削层公称宽度,切削层公称横截面积。
3,刀具主要标注角度:前角,后角,主偏角,副偏角,刃倾角。
主偏角+副偏角+刀尖角=180,前角+后角+楔角=90。
刀具标注角度的参考系:基面,切削平面,正交平面。
4,切削部分(刀头)的组成部分:前刀面,主后刀面,副后刀面,主切削刃,副切削刃,刀尖。
5,刀尖安装高低对工作角度的影响:粗车外圆时,使刀尖略高于工件中心,以增大前角,降低切削力;精车外圆时,使刀尖略低于工件中心,以增大后角,减少后刀面的磨损;车成型表面时,刀刃应于工件中心等高,以免产生误差。
6,刀具材料具备的性能:足够的硬度和耐磨性。
足够强度和韧性。
高的耐热性及化学稳定性。
良好导热性和耐热冲击性能。
良好工艺性能。
刀具材料多用高速钢和硬质合金。
7,常用刀具:车刀类,铣刀类,孔加工刀具,拉刀类,螺纹刀具,齿轮刀具。
8,车刀在结构上可分为整体式,焊接式和机械加固刀片。
铣刀按用途可分为加工平面铣刀,加工沟槽用铣刀,加工成形面用铣刀。
拉刀的类型按刀所加工表面不同,可分为内拉和外拉刀。
螺纹刀具按加工方法可分为外螺纹和内螺纹刀具。
包括螺纹车刀,丝锥和板牙。
齿轮刀具可分为成形法齿轮刀具和展成法齿轮刀具。
第一章机械加工基础一、名词解释:1.工艺过程:生产过程中为改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)2.机械加工工艺过程:采用机械加工方法来改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)3.工序:是一个或一组工人,在一个工作地点对同一个或同时对几个工件进行加工,所连续完成的那一部分工艺过程。
(P4)4.安装:工件经一次装夹后所完成的那一部分工序称为安装。
(P4)5.工位:为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对于刀具或设备的固定部分所占据的每一个位置称为工位。
(P4)6.工步:在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。
(P5)7.复合工步:用几件刀具或者用复合刀具同时加工同一工件上的几个表面,称为复合工步。
(P5)8.进给:在加工过程中,有些工步需要对同一表面进行多次切削,从被加工表面上每切下一层金属即称为一次进给。
(P5)9.生产纲领:企业在计划期内应生产的产品产量和进度计划称为生产纲领。
(P6)10.工艺规程:规定产品或零部件制造工艺过程和操作方法等的工艺文件。
(P8)11.零件的结构工艺性:是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
(P11)12.基准:用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
(P14)13.设计基准:在设计图样上所采用的基准。
(P14)14.工艺基准:在工艺过程中所采用的基准称为工艺基准。
按照用途的不同可分为定位基准、测量基准、装配基准和工序基准。
15.工序基准:在工序图上用来确定本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
(P15)16.定位基准:在加工时,为了保证工件被加工表面相对于机床和刀具之间的正确位置所使用的基准称为定位基准。
(P15)17.测量基准:测量时所采用的基准。
(P15)18.装配基准:装配时用来确定零件或部件在产品中的相对位置所采用的基准称为装配基准。
第一章机械加工基础一、名词解释:1.工艺过程:生产过程中为改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)2.机械加工工艺过程:采用机械加工方法来改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)3.工序:是一个或一组工人,在一个工作地点对同一个或同时对几个工件进行加工,所连续完成的那一部分工艺过程。
(P4)4.安装:工件经一次装夹后所完成的那一部分工序称为安装。
(P4)5.工位:为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对于刀具或设备的固定部分所占据的每一个位置称为工位。
(P4)6.工步:在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。
(P5)7.复合工步:用几件刀具或者用复合刀具同时加工同一工件上的几个表面,称为复合工步。
(P5)8.进给:在加工过程中,有些工步需要对同一表面进行多次切削,从被加工表面上每切下一层金属即称为一次进给。
(P5)9.生产纲领:企业在计划期内应生产的产品产量和进度计划称为生产纲领。
(P6)10.工艺规程:规定产品或零部件制造工艺过程和操作方法等的工艺文件。
(P8)11.零件的结构工艺性:是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
(P11)12.基准:用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
(P14)13.设计基准:在设计图样上所采用的基准。
(P14)14.工艺基准:在工艺过程中所采用的基准称为工艺基准。
按照用途的不同可分为定位基准、测量基准、装配基准和工序基准。
15.工序基准:在工序图上用来确定本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
(P15)16.定位基准:在加工时,为了保证工件被加工表面相对于机床和刀具之间的正确位置所使用的基准称为定位基准。
(P15)17.测量基准:测量时所采用的基准。
(P15)18.装配基准:装配时用来确定零件或部件在产品中的相对位置所采用的基准称为装配基准。
机械制造基础重点笔记(自动保存的)第一章金属材料的力学性能常见的变形方式有:拉伸、压缩、弯曲、扭转、剪切。
力学性能的主要指标有:强度、塑性、硬度、冲击韧度等。
强度—金属材料在静载荷作用下抵抗变形和断裂的能力一般情况下多以抗拉强度作为判别金属材料强度高低的指标。
单位截面积上的内力,称为应力,用符号σ表示抗拉强度——试样断裂前能够承受的最大应力,称为抗拉强度,用σb表示金属发生塑性变形但不破坏的能力称为塑性。
在拉伸时它们分别为伸长率和断面收缩率。
普通铸铁的塑性差,因而不能进行压力加工,只能进行铸造。
硬度是衡量金属材料软硬程度的指标,是指金属抵抗局部弹性变形、塑性变形、压痕或划痕的能力。
常用的硬度试验方法有布氏硬度、洛氏硬度和维氏硬度三种金属材料抵抗冲击载荷而不破坏的能力称为冲击韧度有许多零件(如齿轮、弹簧等)是在交变应力(指大小和方向随时间作用期性变化)下工作的,零件在这种交变载荷作用下经过长时间工作也会发生破坏,通常这种破坏现象叫做金属的疲劳断裂。
资料在无数次交变载荷感化下而不破损的最大应力值称为疲劳强度第二章金属与合金的晶体结构固态物质按原子(或分子)的聚集不同分为两类晶体——原子具有规则排列的物质;非晶体——原子不具有规则布列的物质。
晶体的三个特征:规则的外形固定的熔点具有各向异性晶格:把原子看成一个点,用假想的线条把原子连接起来构成的空间格子。
晶胞:能反映晶格特征的最小几何单元体。
最常见的金属晶格有三种类型:体心立方晶格面心立方晶格密排六方晶格合金:由两种或两种以上的金属元素,或金属元素与非金属元素熔合在一起,形成具有金属特性的物质。
组元:构成合金的自力的、最基本的单位所谓组织:是指用肉眼或借助显微镜观察到的具有某种形态特征的合金组成物。
固态合金的相结构可分为固溶体和金属化合物两基本类型。
晶体缺陷——晶体内部由于结晶条件或加工等方面的影响,使原子布列规则遭到破损,表现出原子布列的不完整性。
按照缺陷的几何特征,可分为:1、空位和间隙原子(点缺陷)2.位错(线缺陷)3.晶界和亚晶界(面缺陷)第三章金属与合金的结晶金属与合金从液态到固态的转变过程,是原子由不规则排列的液体状态逐步过渡到原子作规则排列的晶体状态的过程,这一过程称为结晶。