加氢裂化装置生产运行管理及事故处理解读课件
- 格式:ppt
- 大小:276.50 KB
- 文档页数:90


加氢裂化装置说明、危险因素及防范措施
1. 加氢裂化装置的原理和功能
加氢裂化装置是炼油厂和化工厂中常用的重要设备之一,主要用于加氢作用和裂化反应。其中加氢作用是将烃类化合物以及杂质中的硫、氮等异原子化合物与氢气反应,从而降低其含量并改善质量;裂化反应则是将高沸点的原料分子裂解成低沸点分子,以扩大产物种类和提高产量。加氢裂化装置通常由反应器、加热器、冷却器、分离器等部分构成。
2. 危险因素
由于加氢裂化装置操作强度大、工作条件极端,因此安全问题是设备运行过程中必须关注的问题。加氢裂化装置的安全问题主要有以下几个方面:
(1) 高温高压
加氢裂化反应的温度一般在300 ~ 500℃,压力在0.5 ~ 5.0MPa,过程中产生大量的热量和压力,如果这些热量和压力不能得到有效控制,就会造成严重安全事故。
(2) 爆炸
由于裂化反应的产物在高温高压下存在相当的不稳定性,稍有不慎就可能引发爆炸危险。 (3) 毒性气体泄露
加氢裂化装置原料中含有大量的有毒有害物质,如硫化氢、苯、甲醛等,一旦泄露就会对人身造成巨大的危害。
3. 防范措施
为确保加氢裂化装置的安全、稳定、顺畅运行,必须采取以下防范措施:
(1) 设备压力检测
应对设备各部位都配备相应的安全阀、爆破片、限压器等泄压装置,以保障设备用压力在安全范围内。
(2) 加热控制
通过对加热器的温度、压力、通风等参数的控制,实现设备加热过程的安全和平稳。
(3) 有毒气体监控
应使用封闭式设备,设有监测采样点,定期监测有毒气体的浓度值,并及时排除。
(4) 废气处理
设施中应该设有废气处理设备,将产生的有毒气体通过处理实现安全排放。对于裂解过程中产生的高浓度硫化氢、甲硫醇等有毒气体,应采取吸收、洗涤等措施。 (5) 人员安全教育
操作人员必须经过专业的培训,了解加氢裂化装置的反应原理、安全措施和应急措施,并熟练掌握各种操作技能。
4. 结语
加氢裂化装置是工业生产中不可或缺的设备之一,只有采取科学的防范措施,加强安全管理,才能做到安全生产、高效生产。

加氢裂化装置安全特点和常见事故分析
摘要:对某公司五百万吨/年加氢裂化装置的工作原理进行了简单的阐述,并对该装置的安全特性、安全设计等方面进行了探讨,并对该装置的常见事故进行了归纳,并对该装置的运行和检修进行了分析。
关键词:加氢裂化;开工;安全
一、装置的生产原理及简介
加氢是指在高压条件下,碳氢和碳氢在催化上进行的催化分解和加氢,形成低分子的加氢工艺,以及加氢脱硫、脱氮和不饱和烃的加氢。它的化学反应包括饱和,还原,裂化和异构。碳氢化合物在加氢时的反应方向与深度与碳氢化合物组成、催化剂性能、运行环境有关。加氢装置由反应、分馏、蒸汽发生三部分构成,利用 UOP单管双药全周期加氢裂解技术,实现了最大程度的中馏份,并将其用作洁净燃油的混合成分。反应段为两组式串联全周期、预混氢、高温生产,并以湿法硫为原料进行硫化。以低氮油钝化工艺对催化剂进行钝化,利用器外部再生技术对催化剂进行再生;分馏系统主要包括汽提塔、常压分馏塔和石脑油、航煤柴油等。该设备的主要原材料是降压蜡和炼油,以液化石脑油、石脑油、航空煤油、轻柴油、重柴油等为主。
二、加氢裂化装置安全特点
2.1临氢、易燃易爆
氢是一种易扩散、燃烧和爆炸的气体。氢是一种非常活跃的化学物质,它的火焰具有“不可见性”,它的燃烧非常迅速,如果是在空中,哪怕是一点点的火星,哪怕是剧烈的碰撞,都会引起它的爆炸。
2.2系统高温高压 在此基础上,对加氢厂的加氢工艺进行了严格的实验研究,提出了高压15.89 MPa和382摄氏度的工艺要求,在生产过程中,必须保证液位的稳定性,避免了串压,不然会引起一场爆炸。
2.3有毒有害化学品多
该设备含有大量有毒、有毒的化工原料,包括硫化剂、催化剂、碱液、液氨等,同时还会产生大量有毒的气体,如硫化氢、 CO、羰基镍、苯等,这些有毒的化合物中含有羰基镍和苯,硫化氢对神经系统的毒性很大,所以必须进行严格的监测。能预防渗漏,熟悉危险化学品的特性和保护。一旦发现问题,要立即进行处置,并向上级报告,避免事态进一步恶化。

状态:受控 编号:
目 录
加氢裂化装置事故处理应急预案
一、 加氢裂化单元应急事故处理岗位职责 3
二、 事故应急网络图 3
三、加氢裂化装置紧急泄压系统介绍 4
1、0.7Mpa/分泄压系统
2、2.1Mpa/分泄压系统
3、0.7Mpa/分、2.1Mpa/分泄压时的注意事项
4、加氢裂化装置的污染物及排放情况介绍
四、加氢裂化装置事故处理总则和紧急停工步骤 6
1、事故处理总则
2、紧急停工步骤
1)0.7Mpa/分、2.1Mpa/分泄压的紧急停工步骤
2)按计划局部停工步骤
3、加氢裂化紧急情况下的环境保护应急处理步骤
2
2010年3月5日蜡油加氢裂化装置事故
开停工过程分析
一 装置停工原因
1. 106-K-102背压蒸汽压力达到4.3MPa,造成汽轮机出口背压蒸汽线上安全阀(放空口为一向下弯头)起跳,并且安全阀未能及时复位,现场大量蒸汽喷向地面并向四周扩散,操作人员无法靠近,不能准确判断具体的泄漏位置,同时避免对系统蒸汽供应产生影响,操作人员在109单元关闭进106装置的9.5MPa蒸汽手阀,循环氢压缩机K102停运,低速泄压阀启动,装置紧急停工。
二 事故停、开工经过
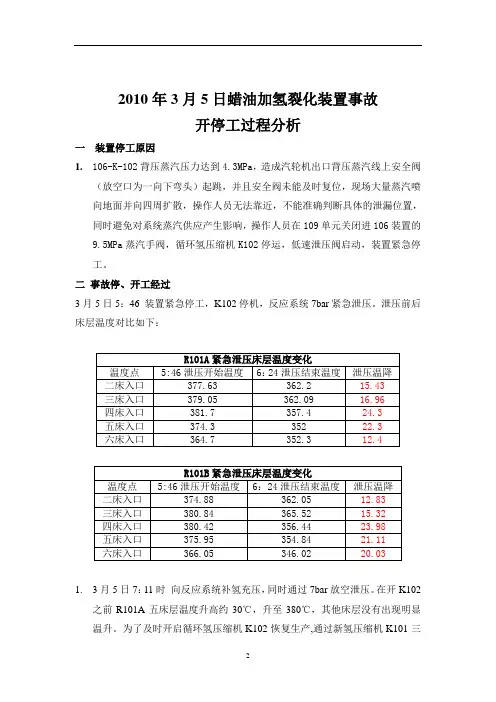
3月5日5:46 装置紧急停工,K102停机,反应系统7bar紧急泄压。泄压前后床层温度对比如下:
R101A紧急泄压床层温度变化
温度点 5:46泄压开始温度 6:24泄压结束温度 泄压温降
二床入口 377.63 362.2 15.43
三床入口 379.05 362.09 16.96
四床入口 381.7 357.4 24.3
五床入口 374.3 352 22.3
六床入口 364.7 352.3 12.4
R101B紧急泄压床层温度变化
温度点 5:46泄压开始温度 6:24泄压结束温度 泄压温降
二床入口 374.88 362.05 12.83
三床入口 380.84 365.52 15.32
四床入口 380.42 356.44 23.98
五床入口 375.95 354.84 21.11
六床入口 366.05 346.02 20.03
1. 3月5日7:11时 向反应系统补氢充压,同时通过7bar放空泄压。在开K102之前R101A五床层温度升高约30℃,升至380℃,其他床层没有出现明显温升。为了及时开启循环氢压缩机K102恢复生产,通过新氢压缩机K101三
2 回一将系统压力升至1.8MPa,9:38时 开循环氢压缩机转速升至1000rpm;37.5min后转速升至3100rpm,防喘振阀打开,循环氢量20000m3/h;30min后循环氢压缩机转速升至5300rpm,R101A第五床层温升得以控制;10min后(11:05时)循环氢压缩机转速升至6350rpm,R101A/B第5、第6床层冷氢阀全开,此时R101A/B第六床层温度已快速升高,最终R101A列在11:14时出现下降拐点,而R101B则在此时飞速上升,在11:17时最高点温度达到800℃, 3分钟后床层温度开始下降。反应器床层继续循环降温至200℃,反应系统压力逐渐往10MPa控制。分馏系统热油运短循环,吸收稳定三塔循环。