控制图的作用
- 格式:doc
- 大小:148.00 KB
- 文档页数:8
控制图的作用:
①能够判断品质是处于稳定状态还是处于异常状态。
②可以确认不良对策是否有效。
③可用作日常品质维护管理的主要工具。
4.该方法实战时注意事项:
(仅以x-R控制图为例)
①选定要控制的对象,一般在《标准作业书》里都有详细规定。
②准备数据
A. 要生产稳定时期的最新数据。
B.以此数据作成的控制图,在日后使用过程中如不能真实反映品质状况,还需重新研讨收集数据的时期。
C.数据量越多越好,尽量在100个以上,组数在20~25以上。
③计算以下各值:
中心值(CL)、上限值(UCL)、下限值(LCL)、平均值(x)、总平均值(x)、极差平均值(R)。
*其中A2、D4、D3可以从《系数表》中查得。 R控制图
UCL=D4 R
CL=R
LCL=D3R X控制图
UCL=x+A2R
CL=x
LCL=x—A2R *上下限计算到小数后面二位。
NA2B3B4C4D3D4M3A221.88—3.2670.797—3.2671.8831.023—2.5680.886—2.5751.18740.729—2.2660.921—2.2820.79650.577—2.0890.94—2.1150.69160.4830.031.970.951—2.0040.54970.4190.1181.8820.9590.0761.9240.50980.3730.1851.8150.9650.1361.8640.43290.3770.2391.7610.9690.1841.8160.412100.3080.2841.7160.9720.2231.7770.363110.2850.3211.6790.9750.2561.744—120.2660.3541.6460.9770.2831.717—130.2490.3821.6180.9790.3071.693—x—R管理图系数表
*当N=2—6时,不考虑R控制图中的下限。
④在空白通用x—R控制图上,记入品名、品质特性、规格、测定单位、测定仪器、测定者、测定日期等内容。
⑤在空白通用x—R控制图的相应位置上画上UCL、CL、LCL线,其中UCL、LCL线为红色虚线,CL为红色实线。
A. 例如,T550录音机P卷轴自1998/3起生产工序一直处于稳定状态,试作成x—R管理图。
T550P卷轴压入高度数据一览表
规格
11.6±0.1 测定者 张 测定日期 1998/4/1~4/30
单位 0.01mm 测定仪器 百分仪 测定场所 部组
组号 实 测 值
X1 X2 X3 X4 X5 x R
4月1日 11.58 11.57 11.61 11.6 11.59 11.59 0.04
4月2日 11.55 11.62 11.6 11.54 11.61 11.58 0.08
4月3日 11.56 11.59 11.58 11.59 11.6 11.58 0.04
4月4日 11.6 11.61 11.57 11.61 11.6 11.6 0.04
4月7日 11.56 11.58 11.58 11.58 11.57 11.57 0.02
4月8日 11.56 11.58 11.6 11.61 11.57 11.58 0.05
4月9日 11.59 11.57 11.62 11.58 11.64 11.6 0.07
4月10日 11.56 11.59 11.64 11.61 11.61 11.6 0.08
4月11日 11.59 11.58 11.61 11.59 11.6 11.6 0.04
4月14日 11.62 11.59 11.59 11.6 11.62 11.6 0.03
4月15日 11.58 11.57 11.61 11.63 11.59 11.59 0.04
4月16日 11.55 11.62 11.6 11.59 11.61 11.58 0.08
4月17日 11.56 11.59 11.58 11.6 11.6 11.58 0.04
4月18日 11.59 11.58 11.61 11.54 11.6 11.6 0.04
4月21日 11.62 11.59 11.59 11.59 11.62 11.6 0.03
4月22日 11.6 11.61 11.27 11.61 11.6 11.6 0.04
4月23日 11.56 11.58 11.58 11.58 11.57 11.57 0.2
4月24日 11.56 11.58 11.6 11.61 11.57 11.58 0.05
4月25日 11.59 11.57 11.62 11.59 11.64 11.6 0.07
4月27日 11.56 11.59 11.64 11.6 11.61 11.6 0.08
*每天测取5个数据,x=11.59 R=0.04
x控制图
R控制图
UCL=D4R=201150.04=0.0846
CL=R
LCL=D3R=不存在 UCL=x+A2R
=11.59+0.577×0.04=11.61
CL=x=11.59
LCL=x-A2R
=11.59-0.577×0.04=11.56
B. 试以该数据作成的控制图对5月份的压入高度进行管理。
又设5月份的头几天共获得以下数据: 5月份P卷轴压入高度实测数据
日期 X1 X2 X3 X4 X5 x R
5月2日 11.55 11.57 11.57 11.54 11.57 11.56 0.03
5月5日 11.56 11.58 11.58 11.58 11.59 11.58 0.03
5月6日 11.58 11.59 11.58 11.59 11.6 11.588 0.04
5月7日 11.58 11.61 11.6 11.6 11.6 11.6 0.03
5月8日 11.6 11.62 11.61 11.61 11.61 11.61 0.02
5月9日 11.57 11.59 11.58 11.59 11.59 11.58 0.02
R控制图
C. 将以上数据填入到控制图中。
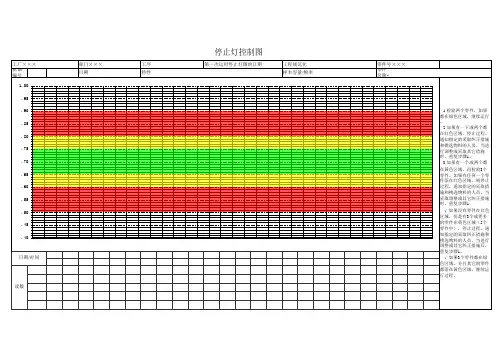
随着生产的进行,将每一天的数据记入表中,通过连接点线的走势,就能很好地判定品质是否处于稳定或异常状态。 UCL
CL
LCL
11.5311.5411.5511.5611.5711.5811.5911.611.6111.62X 控 制 图
0.09
0.07
0.05
0.03
0.01
-0.01
UCL
CL ⑥当点线走势满足以下条件时,判定品质处于稳定状态:
A. 连续25个点都在控制线内。
B. 连续35个点中,只有1个点在控制线外。
C. 连续100个点中,只有2个点在控制线外。
⑦当点线走趋满足以下条件时,判定为品质处于异常状态:
A. 点落在控制线外,或刚好在控制线上(要先考虑判稳条件)。
B. 点的排列不呈随机状态,有明显某一趋势,如以下一些情况:
a.连续3点中有2点接近控制线。
判异条件a
b. 连续7点中有3点以上接近控制线。
判异b条件
c.连续10点中有4点接近控制线。
d.连续11点中有10点落在中心线的某一侧。 e.连续14点中有12点落在中心线的某一侧。
f.连续17点中有14点落在中心线的某一侧。
g.连续20点中有16点落在中心线的某一侧。
h.当连续7点上升或下降时,即非随机排列。
差异h条件
j.当点线呈现有规律的周期性波动时。
判异j条件
判明品质异常之后,最为重要的是要查明原因,消除造成不良的因素,使品质恢复稳定状态。
5.其他:
①当品质特性呈正态分布时,所设定的控制线不同,任意测定所得的值,其分布在控制线内的概率不同,换言之,即使是正态分布,亦有极少数产品不符合品质规格要求,要小心区分差异和判稳的原则。
控制线范围 分布概率 备注 μ±σ 68.26%
μ±2σ 95.45%
μ±3σ 99.73% 绝大多数企业采用
μ±4σ 99.99% 与3σ无多大区别
②如果点子落在控制线以外时,不论是正常还是异常分布,均要在点子处做上记号,注明发生原因和处理方法。
①产品品质(狭义)得以稳定,并能提高。
②不良品下降,内外投诉事件减少。
③生产成本下降,为增加产量打下基础。
④人机怠工减少,返工减少。
⑤检查频度和数量得以减少,各种试验费用随之减少。
⑥各种装置、设备、夹具的修理、改善或增设,都得 P卷轴压入治具松,已调整!
P 1998/5/15 采用QC7手法的间接效果: 到合理的、有重点的进行。
①不是凭直觉或者经验,而是可以科学地、有效地分析现场,把握现场问题。
②只要明确判断标准,谁都可以同样作出正确的判断。
③平日被忽略的问题点突出地表现出来,避免管理遗漏。
④可以从杂乱的变化中发现问题总的规律性。
⑤不会被个别的问题分散了注意力,可以看到整体。
⑥因为具有客观性,容易统一众人的意见。
⑦在状况说明时,因为有统计分析过的数据,说明可以简单地进行。
⑧看一眼图表就能大致明白现状,可以提高全员对品质的责任心和关心。
采用 QC7手法的间接效果: QC7手法的使用心得: