全钢载重子午线轮胎胎里拱的原因分析及解决措施
- 格式:pdf
- 大小:127.41 KB
- 文档页数:2
全钢载重子午线轮胎胎体帘布质量缺陷原因分析及解决措施对于全钢载重子午线轮胎,若胎体钢丝帘线排列不均、密度变小或接头开,则会造成轮胎在使用过程中发生胎侧鼓包,甚至爆破;若胎体帘线弯曲或交叉,则会导致轮胎在使用过程中受力不均,经多次屈挠变形、摩擦后生热大,出现轮胎脱层或瀑破。
1产生原因1.1胎体帘线密度不均(1)钢丝帘布压延时,锭子制动器的风压不稳或压延机与其前后两个区段的帘线张力不恒定均一,导致个别张力较小的帘线从精密辊及压延机辊筒上跳线。
(2)精密辊使用时间过长,辊筒磨损严重。
(3)供胶温度过低或压延时辊筒间存胶量过大,造成附胶帘布密度不均匀。
(4)胶料塑性值不稳定、不均匀,挤稀辊筒上的帘线或固定不住帘线,使其不能正常排列。
(5)钢丝帘线的平直度和残余应力不符合技术要求,帘线从锭子房导出时发生打弯扭曲现象,致使帘线在压延过程中易跳动,造成帘线排列不均。
(6)成型操作时帘布受到局部拉伸使帘线变稀或定型压力太大使胎体接头脱开。
(7)成型过程中胎体帘布表面有气泡或胎体帘布与气密层、胎侧及带束层间有气泡,硫化时气泡在硫化的压力的作用下易将帘线顶稀。
(8)内衬层或胎侧接头过大,硫化时该部位多余胶料在硫化内压力的作用于下被挤入胎体帘线的缝隙中使帘线变稀。
(9)硫化胶囊裂缝或胶囊卡盘泄漏,使硫化胶囊与胎体之间存有水或湿气,硫化时这些水或湿气在高温作用下汽化,水蒸气排不出去,则在硫化内压的作用下将胎体帘布顶稀。
1.2胎体帘线裂缝胎体帘线裂缝表现为胎体帘线在接头处(90°帘布裁断机接头处或成型接头处)裂开。
(1)90°帘布裁断机接头装置风压低或接头装置间隙过大。
从外观看,90°帘布裁断机接头后在接头处开缝或接头处胶料过多,帘线间距大于正常压延间距,甚至是正常帘线间距的几倍。
(2)附胶帘布停放时间过长、帘布粘性不好或帘布喷霜。
(3)成型或硫化时定型压力过大。
(4)成型过程中供料与导开速度不匹配,帘布受到拉伸。
全钢载重子午线轮胎胎里周向不平的原因分析及解决措施248轮胎工业2008年第28卷全钢载重子午线轮胎胎里周向不平的原因分析及解决措施张春生(杭州朝阳橡胶有限公司,浙江杭州310018)摘要:分析零度带束层伸张值,胎肩压合宽度,辅鼓周长和硫化定型压力等结构及工艺参数对胎里周向不平的影响.通过优化零度带束层伸张值,合理匹配胎肩压合宽度与模具行驶面宽度,调整成型时锁块压力,硫化定型压力等措施,有效地解决了全钢载重子午线轮胎胎里周向不平的质量缺陷.关键词:全钢载重子午线轮胎;胎里周向不平;零度带束层伸张值;压合宽度中图分类号:U463.34l.3/.6文献标识码:B文章编号:1006—8l7l(2008)04—0248—02 全钢载重子午线轮胎肩部损坏是在国内强载和高速公路运输情况下较常见的一种损坏现象.胎里周向不平不仅影响轮胎的速度和耐久性能,而且导致轮胎在使用过程中发生肩空,肩爆和内露线等质量问题.本工作针对10.00R20,12.00R20和225/70R19.5等规格轮胎胎里周向不平缺陷从结构和工艺两个方面进行分析,提出相应的解决措施.1原因分析我公司生产的部分规格全钢载重子午线轮胎阶段性出现胎里周向不平外观缺陷,而且零度带束层结构轮胎比3层或4层带束层结构轮胎更容易发生胎里周向不平.分析认为,产品施工设计过程中零度带束层伸张值过大,或轮胎进行轻量化后未对零度带束层伸张值进行修正,胎坯入模硫化时受零度带束层的束紧作用,相应部位出现反拱;胎面肩宽过大,在成型过程中胎肩压合宽度过大,导致合模时冠部胎面和带束层向内侧收缩而出现反拱;胎肩压合宽度过小,肩部材料不足,带束层边部对应位置的内部材料外移造成肩部材料过薄;另外,硫化定型压力和成型锁块锁紧压力等均会对胎里周向不平外观缺陷产生影响.作者简介:张春生(1975一),男,黑龙江宾县人,杭州朝阳橡胶有限公司工程师,学士,主要从事轮胎结构设计及工艺管理_=[作.1.1零度带束层的影响零度带束层结构轮胎肩部的刚性较大,能有效地减轻轮胎扭转引起的肩部损坏.零度带束层保证了轮胎在高速行驶时的尺寸稳定性,减小了带束层边部应力和生热,提高了轮胎的使用性能.但此种结构轮胎因受零度带束层箍紧的作用,制造过程中容易产生胎里周向不平,使用过程中容易磨肩.零度带束层一般采用高伸长的3×7×0.20HE钢丝帘线,其破断伸长率较高,弹性模量较低.零度带束层伸张率一般控制在0.02~0.47.零度带束层伸张值过大,胎坯硫化过程中在内压作用下膨胀,受到零度带束层的束缚而发生内拱,导致肩部材料不足,内层胶料径向流动,通过埋线分析可以看到内衬层,胎体等胶料界面外移;零度带束层伸张值过小,容易出现零度带束层弯曲.零度带束层在引出过程中阻力过大,会造成零度带束层张力过大,导致轮胎发生胎里拱.1.2胎面肩宽的影响胎面肩宽设计过小,成型时胎肩压合宽度不足,硫化时胎肩部位材料过少,内衬层,胎体胶料外移填充,在对应部位发生胎里露线和反弧现象.胎面肩宽设计值过大,在带束层端点对应部位或胎冠中部材料过剩,装模时形成胎里反弧;若胎面胶和胎肩垫胶的尺寸过大,还会造成胎肩帘线弯曲或花纹沟处稀线.第4期张春生.全钢载重子午线轮胎胎里周向不平的原因分析及解决措施249 1.3其它原因(1)胎面气孔率过大,尤其是气孔集中在胎面中心,硫化时压缩率增大,胎面中心厚度减小,导致胎面中心部位内凹.(2)成型鼓扇形块压力不足,不能有效锁紧胎圈,在内压作用下,使胎体内抽,造成内轮廓变形,产生胎里反弧.(3)胎肩垫胶定位偏内或偏外均导致肩部材料分布不均匀而出现局部反弧.(4)胎冠组合件整体偏歪,造成冠部材料分布不均.(5)硫化定型时压力过大,胎体内抽,胎面和带束层压缩内凹.2解决措施2.1挤出工艺(1)在保证胎面质量大小不变的前提下,胎肩宽度加大12mm,胎肩厚度减小1.5mm.(2)通过调节挤出机螺杆转速,提高机头压力,减小胎面气孔率.(3)定期检查胎面,胎肩垫胶等部件尺寸,并安装离线检测设备,避免因局部尺寸不合适而造成胎里拱起.2.2成型工艺(1)针对10.00R20规格轮胎胎里周向不平缺陷,测算零度带束层伸张率为0.83,将辅鼓周长增大15mm后,测算零度带束层伸张率为0.35.另外对12.00R20规格轮胎也进行了相应调整,效果很好.(2)增设胎肩压合宽度标定灯标,确保成型时肩宽在设定范围内.(3)避免胎面不正或偏移.胎坯存放时间以2~24h为宜,特殊情况不超过72h,避免因胎坯存放时间过长胎面等部位变形.每班或更换规格时检查传递环是否到位以及主辅鼓中心灯标对中情况.(4)降低成型时定型压力,保证胎坯形状达到设计要求,左右胎体滑移控制在2mm以内.2.3硫化工艺e1)制定模具脱模剂,胶囊隔离剂喷涂标准,避免模具表面脱模剂过多,定型不正.脱模剂和隔离剂喷涂由手动喷枪改为气动喷枪.(2)调整定型压力.一次定型压力为0.03~0.05MPa,二次定型压力为0.05t0.07MPa.(3)检查标定硫化胶囊径向和周向伸张,避免因其偏大或形状不合适,导致轮胎硫化后内轮廓发生变化而出现胎里拱起现象.(4)增加对活络块收缩的检查,避免因活络块回缩,冠部整体偏歪而出现胎里拱起现象.3结语通过调整胎肩部位结构设计,加强工艺控制,优化挤出,成型,硫化等工艺参数,有效地解决了10.00R20,12.00R20和225/70R19.5等规格轮胎胎里不平缺陷.收稿日期:2007-l】一l9ATC公司工程机械轮胎进入亚洲市场中图分类号:U463.341.2文献标识码:D美国《橡胶世界》(www.rubberworld.eom) 2008年2月13日报道:美国ATC轮胎公司生产的Colorado牌工程机械轮胎从2008年开始进入亚洲市场.目前已经有几个装载了轮胎轮辋直径为889和1245 ram(35和49英寸)的Colorado牌工程机械轮胎的集装箱被运抵南亚和中东地区,在未来10个月里还将有10多个集装箱的工程机械轮胎被运往该地区.此外,ATC公司轮胎轮辋直径为l295和1448ram(51和57英寸)的工程机械轮胎也将很快运抵亚洲市场.亚洲工程机械轮胎市场长期以来被日本,法国,俄罗斯和中国所占据,这是ATC公司首次直接进入亚洲国家.根据目前亚洲市场对工程机械轮胎的需求,2008年ATC公司将向亚洲市场投放价值1亿美元的工程机械轮胎,这不仅会给中国和俄罗斯的工程机械轮胎产品带来威胁,而且ATC公司将采取相应的措施与普利司通,米其林等世界轮胎巨头展开竞争.ATC公司是美国四大工程机械轮胎公司之一,主要服务于全球矿山,建筑和港口运输领域. (《RubberAsia》北京办事处梁金兰摘译)。
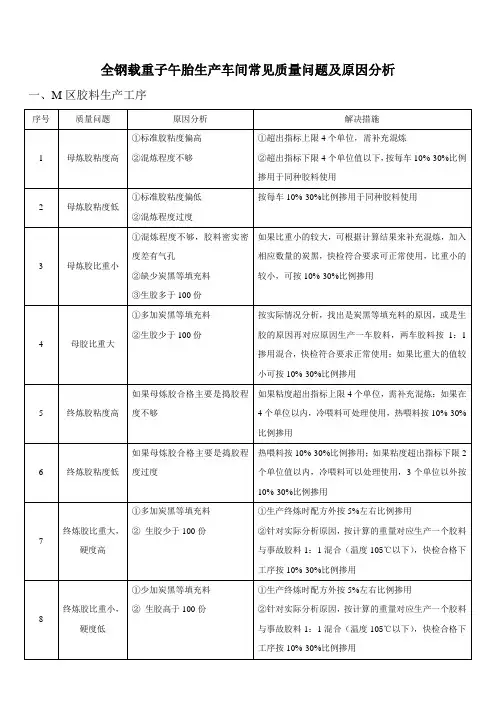
全钢载重子午胎生产车间常见质量问题及原因分析全钢载重子午胎生产车间是制造全钢载重子午胎(简称全钢胎)的关键环节。
在全钢胎生产过程中,存在一些常见的质量问题,了解并解决这些问题在提高生产效率和产品质量方面非常重要。
下面将对全钢胎生产车间常见的质量问题及原因进行分析。
一、胎面破损胎面破损是指全钢胎的外表面出现裂纹、划痕或其他损伤。
胎面破损会降低胎面的耐久性和给胎面造成安全隐患。
1.原因分析:(1)胎面材料质量不合格,如硫化过程中掺入了杂质。
(2)硫化温度过高或硫化时间过长,导致胎面过硬。
(3)硫化模具缺陷,如模具表面粗糙或凹凸不平。
2.解决方案:(1)加强原料检验,确保胎面材料质量合格。
(2)控制硫化温度和时间,确保胎面硫化到位,并避免过硬。
(3)定期检查模具,并及时更换或修复损坏的模具。
二、胎纹不清晰胎纹不清晰是指全钢胎的花纹不鲜明,影响了胎面的附着力和排水性能。
1.原因分析:(1)硫化时间不足,胎面未完全形成。
(2)硫化模具表面质量不良,导致花纹模糊不清。
2.解决方案:(1)加强硫化过程控制,确保胎面能够完全形成。
(2)定期检查模具表面质量,确保花纹能够清晰可见。
三、胎体开裂胎体开裂是指全钢胎胎体出现裂纹和断裂现象。
胎体开裂会导致胎压不稳定和胎面变形,进而影响行驶安全。
1.原因分析:(1)胎体成型时混入了空气或其他杂质。
(2)硫化温度和时间不足,导致胶料未完全熟化。
(3)硫化压力不够,无法将胶料牢固固定。
2.解决方案:(1)加强胎体成型过程监控,确保胎体无杂质混入。
(2)控制硫化温度和时间,确保胶料完全熟化。
(3)增加硫化压力,确保胶料能够牢固固定在胎体上。
四、轮胎不均衡轮胎不均衡是指全钢轮胎在使用过程中出现抖动或振动。
不均衡的轮胎会导致驾驶不舒适,并可能损坏车辆的其他部件。
1.原因分析:(1)施胶不均匀,导致轮胎重心偏移。
(2)胎体结构不均衡,如钢帘线紧张度不一致。
(3)胎面花纹设计不合理,导致轮胎不平衡。
112 轮 胎 工 业2024年第44卷全钢子午线轮胎胎侧径向单条实鼓的原因分析及解决措施金玉龙,陈 薇,张道梁*,周 强[中策橡胶(建德)有限公司,浙江建德 311607]摘要:分析全钢子午线轮胎胎侧径向单条实鼓的原因并提出相应的解决措施。
径向单条实鼓分为强光下呈现胎侧部位凹陷和凸起两种形式,产生的原因主要有对应位置胎体帘线密、胎体帘线稀开、胎侧/内衬层复合件接头大或裂开等。
通过采取调整缝合器压合轮间隙、碟簧片间距,规范压合底辊形式,打磨压合轮及规范胎侧/内衬层接头大小等措施,有效解决了全钢子午线轮胎胎侧径向单条实鼓的问题。
关键词:全钢子午线轮胎;径向单条实鼓;缝合器;胎侧/内衬层复合件接头中图分类号:TQ336.+1;TQ330.6+6 文章编号:1006-8171(2024)02-0112-04文献标志码:A DOI:10.12135/j.issn.1006-8171.2024.02.0112随着我国经济的快速发展,全钢子午线轮胎因优越的性能已经成为轮胎行业的主流产品。
胎侧径向单条实鼓是全钢子午线轮胎的一种常见现象,由于实鼓是由材料分布不均匀导致充气或行驶过程中受压不均匀出现的鼓包现象,在长期行驶过程中影响轮胎的使用性能及舒适性[1-3]。
市场退赔的径向单条实鼓轮胎较多会引起客户抱怨,同时给公司带来经济损失。
我公司产生胎侧径向单条实鼓的轮胎规格主要为12R22.5。
本工作主要从帘线疏密程度、胎侧/内衬层接头大小等方面分析轮胎胎侧径向单条实鼓的产生原因[4-6],并提出相应的解决措施。
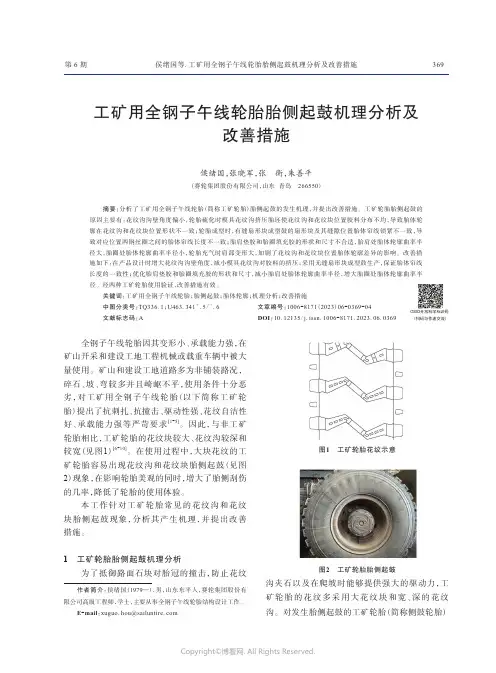
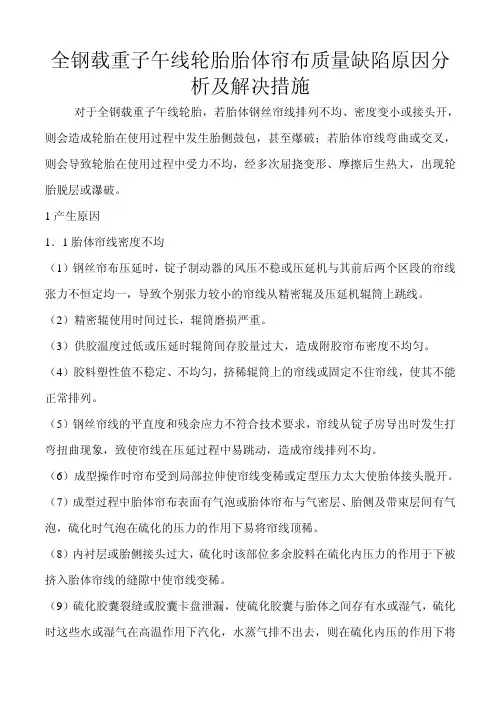
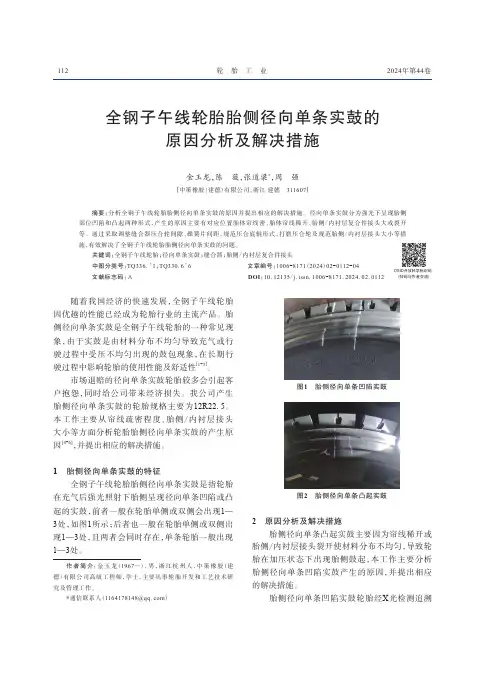
1 胎侧径向单条实鼓的特征全钢子午线轮胎胎侧径向单条实鼓是指轮胎在充气后强光照射下胎侧呈现径向单条凹陷或凸起的实鼓,前者一般在轮胎单侧或双侧会出现1—3处,如图1所示;后者也一般在轮胎单侧或双侧出现1—3处,且两者会同时存在,单条轮胎一般出现1—3处。
图1 胎侧径向单条凹陷实鼓图2 胎侧径向单条凸起实鼓2 原因分析及解决措施胎侧径向单条凸起实鼓主要因为帘线稀开或胎侧/内衬层接头裂开使材料分布不均匀,导致轮胎在加压状态下出现胎侧鼓起,本工作主要分析胎侧径向单条凹陷实鼓产生的原因,并提出相应的解决措施。

全钢子午胎成型基本缺陷及处理措施4、胎里气泡和脱层胎里气泡和脱层是指内衬层与胎体之间存有空气、水、汽油或隔离剂,硫化后胎里产生气泡或脱层的现象。
4.1 原因分析(1)成型贴合时部件间因间隙超标存在空气或组合压辊各段压力和轨迹设置不当,以及超定型压力不足,造成胎肩垫胶、气密层等部件未压实,存有空气。
(2)部件层间夹有塑料垫布和胶带断头及纸片等杂质。
(3)硫化前、中期掉压时间超过6min,部件层间形成气孔。
(4)成型贴合时涂刷的汽油未挥发干即进行下一步操作,胎体气泡未刺破。
(5)胎肩垫胶定位偏歪,带束层与胎体帘布层间产生空隙。
(6)炼胶或半成品加工过程中温度偏高致使半成品焦烧时间短,胶料或半成品部件未按顺序使用,半成品过期后粘性差,喷霜后未经处理;汽油胶浆未干,成型过程中压辊不实,均会造成胎里脱层。
(7)内衬层复合时未压实,层间存有气体。
(8)胶囊排气线不通畅,内压作用下胶料中的气体进入气密层与胎体帘布层间。
4.2 解决措施(1)如有必要,重新设定成型机压力、各个压合辊轨迹参数以及各种定位参数,保证成型时各部件的贴合质量,使胎肩垫胶和气密层等部件接牢、压实。
(2)检查各半成品部件的灯光定位,防止定位灯光偏移。
(3)半成品部件按顺序使用,汽油挥发完后方可贴合下一个部件。
(4)成型时除净塑料及纸片等杂质。
(5)适当延长硫化定型时间、提高定型压力,使胶囊充分伸展,保证胶囊排气线畅通。
(6)确保硫化温度、压力曲线正常。
(7)气泡刺破。
5、胎里窝气胎里窝气是指轮胎硫化时由于硫化胶囊和胎体之间的空气未排干净而导致硫化后胎里周向呈现的胶囊棱筋不全或棱筋不清晰,严重者呈海绵状的现象。
5.1 原因分析(1)胶囊及其夹环排气线不畅通或胶囊隔离剂喷涂过多且未挥发干就装胎胚,造成胎里和胶囊之间有水分存在,或合模后未及时充内压。
(2)冬春季节节假日后,新换的胶囊没有充分预热,装胎时胶囊没有充分伸展;硫化机管路内的凉水未排干净,胎胚硫化前未预热,胶囊与胎胚轮廓吻合不好。
第 3 期郭 优等.全钢载重子午线轮胎胎侧周向实鼓的原因分析及解决措施179全钢载重子午线轮胎胎侧周向实鼓的原因分析及解决措施郭 优,李庆瑞,王 欢,申 勇(风神轮胎股份有限公司,河南焦作 454150)摘要:分析全钢载重子午线轮胎胎侧周向实鼓的产生原因,并提出相应解决措施。
通过采取避免使用有缝扇形块成型鼓、保证反包指滚轮灵活且完整无缺失、定期清洗成型鼓扇形块、成型鼓反包指压力设定值保证在0.5~0.6 MPa间、扇形块压力设定应保证实际压力值在0.6~0.8 MPa间以及调整成型机反包时成型鼓拉平宽值等措施,有效解决了全钢载重子午线轮胎胎侧周向实鼓问题。
关键词:全钢载重子午线轮胎;胎侧;周向实鼓中图分类号:U463.341+.3/.6;TQ336.1 文章编号:1006-8171(2019)03-0179-03文献标志码:B DOI:10.12135/j.issn.1006-8171.2019.03.0179全钢载重子午线轮胎胎侧周向实鼓会影响轮胎的动平衡性能,由于实鼓材料分布不均匀,导致轮胎在行驶过程中受压不均匀、胎侧部位变形,重则造成爆胎,影响轮胎的使用安全。
我公司从市场上返回的产生胎侧周向实鼓质量缺陷的全钢载重子午线轮胎数量较多,不但影响客户的正常使用,而且给公司带来很大的经济损失。
产生胎侧周向实鼓质量缺陷的轮胎主要集中在采用机械指形反包结构成型鼓的有内胎轮胎规格,其中12.00R20全钢载重子午线轮胎占总返回量的80%以上。
本文主要分析采用机械反包成型鼓的全钢载重子午线轮胎胎侧周向实鼓的产生原因,并提出相应解决措施。
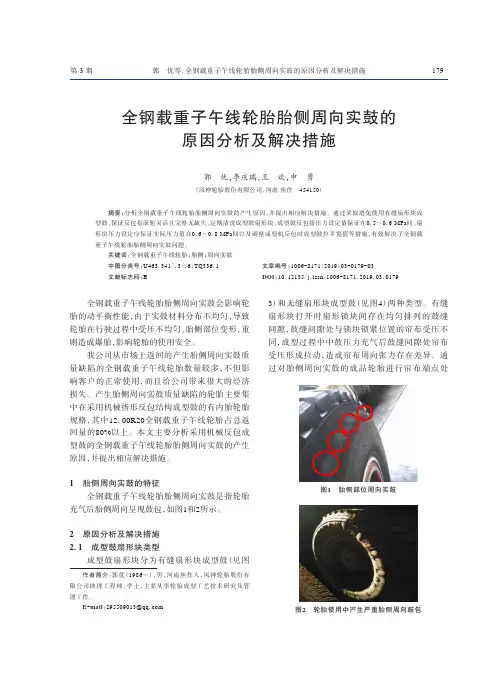
1 胎侧周向实鼓的特征全钢载重子午线轮胎胎侧周向实鼓是指轮胎充气后胎侧周向呈现鼓包,如图1和2所示。
2 原因分析及解决措施2.1 成型鼓扇形块类型成型鼓扇形块分为有缝扇形块成型鼓(见图3)和无缝扇形块成型鼓(见图4)两种类型。
有缝扇形块打开时扇形锁块间存在均匀排列的鼓缝间隙,鼓缝间隙处与锁块锁紧位置的帘布受压不同,成型过程中中鼓压力充气后鼓缝间隙处帘布受压形成拉动,造成帘布周向张力存在差异。
全钢载重子午胎质量缺陷产生原因及解决措施1胎里露线胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。
胎里露线多在肩部或侧部出现。
经过里程实验,出现露线的外胎在耐久实验15小时左右即出现肩部鼓包或爆破,基本没有使用价值,由于影响因素较多,因此,胎里露线是废品率很高的一种缺陷,也是全钢胎制造过程中最容易出现、最难解决的问题。
1.1原因分析1.1.1胎里露线主要原因是机头平宽设计偏小或在成型过程中胎圈定位撑块出现漂移造成。
成型机头宽度窄,两胎圈之间的帘线长度短,当硫化给内压时,由于胎胚外直径小于设计尺寸,伸张变形大,这样帘线会抽出内衬层导致胎里露线。
1.1.2材料分布不足也会产生胎里露线,如果胎面或垫胶的厚度或长度不够标准,在成型时强行拉伸,导致局部材料缺失,肩部内轮廓帘线伸展过渡,易出现胎里露线现象。
1.1.3内衬层的厚度及各部位的尺寸低于设计尺寸,或成型时贴合偏移,造成局部材料分布不均,或密封层的塑性过大均会造成肩部漏钢丝的现象。
1.1.4硫化定型失控也是造成成品肩部漏钢丝的不可忽视的原因。
在硫化定型时,如果定型压力不能稳定在规定值,那么在合模过程中,胎胚外直径一直处于逐渐增大的状态,这样会有肩部部分胶料随着花纹块下移,造成上模花纹块处缺胶,成品胎里肩部露线。
1.1.5硫化机机械手定位高度过低,胎胚的中心线与胶囊中心线不吻合,定型时胎胚上部过度伸张,钢丝帘线析出内衬层表面,出现露线现象。
1.2 解决措施:1.2.1 结构设计是内在因素,工艺和操作是外部因素。
若存在着普遍的胎里露线现象,并且通过X光检测,发现胎体帘线成直线排列,则应重新考虑平宽的选取,一般增大2~4mm可解决。
严格控制挤出、压型半成品部件的的尺寸,不合格的半成品部件严禁使用。
1.2.2 严格控制成型操作,每班开产前必须对成型鼓的平宽、送料架的定位尺寸进行测量,不符合要求的应通知维修人员解决后方可生产。
同时要检查各种半成品部件是否符合施工条件,不合格的半成品严禁使用。
全钢载重子午线轮胎质量缺陷问题分析子午线轮胎制造工艺复杂,要求精度高。
根据全钢载重子午线轮胎常见质量缺陷,进行了原因分析,并提出了相应的解决措施。
1、胎里露钢丝与肩部帘线弯曲胎里露线是指轮胎里面钢丝骨架材料内表面覆胶不足,钢丝露出胎里表面。
胎里露线多在肩部或侧部出现帘线露出或“露肋骨”现象。
在使用中胎里露出的钢丝容易损坏内胎,使轮胎胎体鼓包甚至爆破。
肩部帘线弯曲是指轮胎肩部胎体帘线出现周向弯曲。
帘线弯曲在轮胎行驶当中受力不均,使钢丝与胶的生热增加,导致轮胎脱层或爆破,引起轮胎的早期损坏。
全钢丝载重子午线轮胎胎里露线和肩部帘线弯曲是生产和使用中困扰轮胎技术人员的一大难题。
由于胎里露线和肩部帘线弯曲是相辅相成的,是一对矛盾的统一体,所以将两个问题一起讨论。
1.1 原因分析(1)胎里露钢丝与肩部帘线弯曲主要原因是机头宽度与帘线假定伸张值选取不合理。
胎体由一层钢丝帘布组成,帘线断裂伸张率为1.8~2.3之间,胎体的钢丝帘线伸张值一般在 1.0%~1.8%之间。
帘线伸张值大,成型机头宽度窄,帘线长度短。
当伸张值达到极限值;帘线会抽出内衬层导致胎里露线。
帘线伸张值小,成型机头宽度宽,帘线长度长,容易导致肩部胎体帘线弯曲。
半成品的尺寸和重量是根据材料分布图计算出来的,当半成品尺寸和质量过大,会导致胎体帘线的材料过剩从而使胎体帘线弯曲。
材料分布不足就会产生胎里露线,胎面或垫胶的厚度或长度超公差,使得肩部材料过剩,厚度增加,内轮廓帘线舒展不开,导致肩部帘线弯曲。
反之,内轮廓帘线伸展过渡,易出现胎里露线现象。
(2)胎坯外周长的大小也是影响胎里露线和肩部帘线弯曲的一个因素。
胎坯外周长达不到标准,则轮胎在硫化过程中伸张变形大,出现胎里露线;反之,胎坯外周长大,轮胎在硫化过程中伸张变形小,将易出现帘线肩部弯曲。
(3)一次法成型机传递环故障或鼓的撑块出现故障,成型过程中胎圈定位、撑块定位发生漂移或者平宽设定有误,造成内轮廓帘线较标准帘线长度增大,胎体帘线伸张不足,硫化后产生肩部帘线弯曲。
全钢载重子午线轮胎质量缺陷原因分析及解决措施宋如梅(山东玲珑橡胶有限公司,山东招远 265400) 摘要: 关键词:全钢载重子午线轮胎;胎趾圆角;胎侧接头开裂;胎体疏线中图分类号:U4631341+16 文献标识码:B 文章编号:100628171(2003)1120677203中常出现一些质量缺陷,严重影响产品使用寿命。
我公司全钢子午线轮胎应用意大利倍耐力公司技术,采用LCZ 23B 一次法成型机和B 型硫化机生产。
我们对全钢载重子午线轮胎经常出现的质量缺陷进行了分析,并提出了相应的解决措施。
1 胎趾圆角胎趾圆角是指在胎趾一侧或两侧出现圆角现象,小的长30~40mm ,大的在整个圆周方向上连续或断续出现圆角现象。
造成这种缺陷主要有胎圈区缺胶、胶囊破裂或卡盘蒸汽泄漏、排气不畅等原因。
111 胎圈区缺胶胎圈区胶料的流动方式是自上而下,由于胶料的流动性有限,首先满足的是上部的材料要求,如果胎圈区半成品部件的尺寸不够或定位达不到要求,就会造成该部位缺胶,在最后填充区胎趾部位产生圆角现象。
胎圈区缺胶一般由以下几种情况造成:作者简介:宋如梅(19732),女,山东莱州人,山东玲珑橡胶有限公司助理工程师,主要从事全钢子午线轮胎结构设计工作。
和耐磨胶的复合件定位过宽。
(4)胎圈三角胶尺寸过小。
(5)胎侧钢丝包布定位过高。
(6)钢丝圈直径过大,钢丝圈底部相应需要更多的胶料来填充,胶料不够易造成圆角。
解决措施:严格控制各半成品部件的尺寸及其定位尺寸,采取本工序操作工自检、下道工序对上道工序把关检查和质检部门抽检的措施,杜绝不合格半成品部件流入下道工序。
112 胶囊破裂或卡盘蒸汽泄漏胶囊破裂或卡盘蒸汽泄漏的水蒸汽排不出去,积存在胎趾部位,造成该部位圆角。
这种情况下,一般胎趾部位有海绵现象产生。
解决措施:检查上下卡盘,如果泄漏及时修理;检查胶囊,有问题及时更换。
113 排气不畅胎圈部位模型与胎坯之间的空气一部分沿胎圈装配线部位的排气孔排出去,另一部分则由装配线部位到胎踵再到胎趾,通过胶囊和胎圈部位之间的间隙排出去;胶囊和胎里之间的空气则沿胶囊上的排气沟通过胎趾部位排出去。
全钢载重子午线轮胎常见质量缺陷原因分析及解决措施叶 斌(银川佳通轮胎有限公司,宁夏银川750011)摘要:分析全钢载重子午线轮胎常见质量缺陷原因,并提出相应解决措施。
通过采取检查整经辊和压力辊、裁断修边刀、喂料装置、自动定中系统及接头机接头轮的工艺参数和稳定性及严格控制成型平宽、半成品部件尺寸、挤出机各段温度、机头挤出压力和0°带束层胶料门尼粘度等措施,有效减少了全钢载重子午线轮胎生产过程中容易出现的胎体劈缝、肩弯和0°带束层散丝等质量缺陷,大幅提高了轮胎质量和生产合格率。
关键词:全钢载重子午线轮胎;质量缺陷;原因分析;解决措施中图分类号:U463.341+.3/.6;TQ330.6+6 文章编号:2095-5448(2020)01-0044-04文献标志码:A DOI:10.12137/j.issn.2095-5448.2020.01.0044随着我国经济的迅猛和持续发展,以及国家对全钢载重子午线轮胎的政策性支持,在交通运输业和汽车工业中起着重要作用的轮胎,特别是子午线轮胎近年来呈现快速发展的态势[1]。
全钢载重子午线轮胎由于生产工艺复杂,在生产过程中常会出现一些质量问题[2-4],下面从工艺控制及操作等方面分析质量缺陷产生的原因,并提出相应的解决措施。
1 胎体劈缝胎体劈缝是指胎体帘线钢丝排列不均、局部密度变小不符合标准要求。
胎体劈缝会导致胎侧起鼓甚至爆胎,劈缝严重时轮胎充气后即可观察到局部鼓包,严重影响成品轮胎的使用寿命及安全性能。
1.1 原因分析(1)压延时由于钢丝帘线导开张力不均或气泡、熟胶等将帘线挤疏造成覆胶钢丝帘布密度不均,硫化后钢丝帘布局部伸张过大产生劈缝现象。
(2)帘布裁断修边工艺不稳定,露钢丝或多胶,造成接头虚接。
(3)裁断机喂料装置及自动定中系统不稳定;接头机接头轮间隙和压力等调整不当,使裁断接头虚接或搭接。
(4)成型使用了粘性不好或喷霜严重的内衬层、胎体帘布等半成品;为提高半成品粘性或处理粘合在一起的半成品部件等而涂刷过多汽油导致帘布拉伸。
494轮胎工业2019年第39卷全钢载重子午线轮胎胎圈出边的原因分析和解决措施李静(风神轮胎股份有限公司,河南焦作454000)摘要:从工艺方面分析全钢载重子午线轮胎胎圈出边的原因,并提出相应解决措施。
通过采取调整内衬层、过渡层与气密层的宽度和厚度、恢复硫化机机械手强制定中装置、确保机械手转动盘中心套筒和胶囊上卡盘立柱与套筒直径匹配、避免中心机构内芯子杆偏歪和弯曲、将变形后的椭圆形胎圈恢复为圆形以及调整机械手张开直径等措施,成品轮胎胎圈出边质量缺陷率由0.063%降低至0.015%。
关键词:全钢载重子午线轮胎;胎圈出边;胎侧中图分类号:TQ33&1+3文献标志码:B随着汽车工业的发展,对轮胎的性能要求不断提高,尤其是不同车型、使用环境等方面的细化,对轮胎质量的要求越来越高切。
全钢载重子午线轮胎胎圈是轮胎行驶过程中的主要承重部位,在装配过程中需要与轮網紧密配合,且胎圈部位部件较多、结构复杂,生产过程中一旦发生部件波动或设备异常,都将对胎坯胎圈部位的形状及胶料产生不良影响,硫化后发生胎圈出边质量缺陷,造成成品轮胎损失以及人力和物力的浪费。
本工作从工艺方面对全钢载重子午线轮胎胎圈岀边的产生原因进行分析,并提岀相应解决措施。
1胎圈整周出边因胎圈部位胶料过于充足造成胎坯胎圈直径变小,在硫化合模过程中,上钢棱圈与上卡盘配合过程挤压胎坯上胎圈,上胎圈部位胶料流入卡盘与胶囊缝隙,造成成品轮胎胎趾处出现整周垂直于胎唇方向的胶边。
1.1原因分析(1)内衬层胶料宽度和厚度过大,致使在成型作者简介:李静(1990-),女,河南驻马店人,风神轮胎股份有限公司助理工程师,学士,主要从事硫化工艺过程控制及优化、成品外观质量控制及提升等工作。
E-mail:caiyoulijing@ 文章编号:1006-8171(2019)08-0494-02DOI:10.12135/j.issn.1006-8171.2019.0&0494过程中,胎圈反包后内衬层向胎趾部位延伸过多,与胎侧耐磨胶重叠部位厚度和宽度增大,造成胎圈胶料厚度增大,胎圈直径变小。