无铅焊料合金与焊剂上课讲义
- 格式:ppt
- 大小:1007.50 KB
- 文档页数:23
无铅焊料合金与焊剂
一、无铅焊料合金
1、关于无铅焊料合金的定义
无铅焊料合金是一种金属焊料,其中没有含铅元素,而是由其他各种
金属元素组成,它既可以用于电阻焊,也可以用于氩弧焊和填充焊。
据统计,无铅焊料合金的焊接工艺技术和材料都有很大的进步,它可以满足工
业用户的需求,可靠性高、焊接性能好,广泛应用于电子、计算机、家电
等行业。
2、无铅焊料合金的特点
(1)无铅合金由镍、钴、铜、锡等元素组成,拥有优异的焊接性能,焊后强度高,塑性优良,成果非常稳定可靠。
(2)无铅合金熔化点适中,在焊缝表面形成一层厚厚的焊渣保护,
能够有效抵抗高温和低温的老化,也可以有效的防止电火花的生成,确保
焊接的质量。
(3)无铅合金焊料熔接时发出的烟雾少,烟味清淡,不污染环境,
远离危害。
3、无铅焊料合金的应用
无铅焊料合金主要应用于电子、机械制造等行业,主要用于制造电子
元器件、汽车零部件和机械部件。
它主要用于锻造、汽车部件的组装、汽
车零部件的维修,以及汽车悬架的重修。
它还可以用于制造食品、饮料和
医药行业的液体容器,还可以用于制造钢结构件。
二、无铅焊剂。
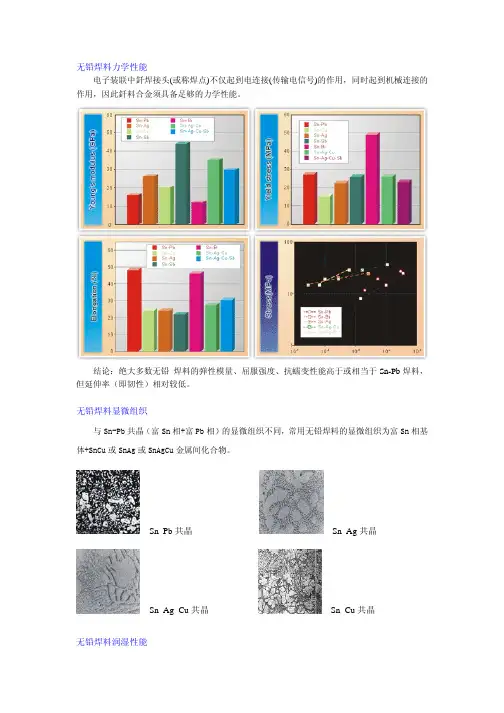
无铅焊料力学性能电子装联中釺焊接头(或称焊点)不仅起到电连接(传输电信号)的作用,同时起到机械连接的作用,因此釺料合金须具备足够的力学性能。
结论:绝大多数无铅焊料的弹性模量、屈服强度、抗蠕变性能高于或相当于Sn-Pb焊料,但延伸率(即韧性)相对较低。
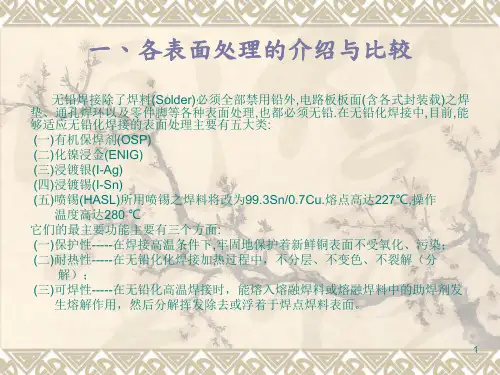
无铅焊料显微组织与Sn-Pb共晶(富Sn相+富Pb相)的显微组织不同,常用无铅焊料的显微组织为富Sn相基体+SnCu或SnAg或SnAgCu金属间化合物。
Sn_Pb共晶 Sn_Ag共晶Sn_Ag_Cu共晶Sn_Cu共晶无铅焊料润湿性能熔融态焊料合金在固态金属(如铜)表面的润湿与铺展是形成有效连接的必须条件。
焊料合金的润湿性能有多种表达方式,润湿角是其中一种。
润湿角越小,润湿性能越好。
结论:所有无铅焊料的润湿性能均低于Sn-Pb焊料。
因此无铅焊接工艺中釺剂的选择非常重要。
建议通过对不同焊剂进行充分测试来进行选择。
NCMS(美国国家制造科学研究中心)提出的无铅焊料性能的评价标准性 能 可接受水平液相线温度 <225℃熔化温度范围 <30℃润湿性(润湿称量法) F max>300μN,t0<0.6s,t2,3<1s 铺展面积 >85%的铜板面积热机疲劳性能 >Sn/Pb共晶相应值的75%热膨胀系数 <29ppm/℃蠕变性能(室温下167小时内导致失效所需的应力值)>3.5Mpa延伸率(室温,单轴拉伸) >10%无铅焊料的品种和特点分 类 规 格 熔点(o C) 特 点Sn-Ag系列 Sn96.5-Ag3.5 221 Sn-Ag系列 Sn95-Ag5 221-245 Sn-Ag系列 其它合金比例 220-245高强度,抗蠕变,力学性能良好,可焊性良好,热疲劳可靠性良好,最适宜用于含银件焊接Sn-Cu系列 Sn99.5-Cu0.5 200-227Sn-Cu系列 Sn99-Cu1.0 200-230 Sn-Cu系列 其它合金比例 200-230熔点最高,力学性能略差,但制造成本低Sn-Ag-Cu系列 Sn96.5-Ag3-Cu0.5 217熔点低,其可焊性和可靠性比前者两系列更好,应用较广泛Sn-Sb系列 Sn95-Sb 232-240Sn-Sb系列 Sn99-Sb 234高强度,可焊性好Sn系列 Sn100 232 针对工艺品的焊接合金成份 熔 点 评 价Sn/Cu0.7227℃成本低、熔点高,润湿性差、毛细作用力小、疲劳特性差,可用于较低要求的焊接场所Sn/Cu0.7/Ag0.3217-227℃Sn/Cu系列合金,润湿性较Sn/Cu0.7好,但各项性能仍劣于Sn/Ag3/Cu0.5系列合金Sn/Ag3.5221℃成本较高,在用传统无铅焊料,有可能因为银相变化而无法通过可靠性试验Sn/Ag3/Cu0.5-0.7 217-218℃成本较高,各项性能良好,目前选用厂家最多的无铅焊料(据统计,超过60%的在用厂家使用此合金)Sn/Ag2.5/Cu0.8/Sb0.5217℃AIM专利产品,CASTIN®合金,各项性能良好,熔点较Sn/Ag3/Cu0.5更低,且更细晶格的合金Sn/Ag4/Cu0.5-0.7 217-218℃无专利问题,成本较Cu/Ag3/Cu0.5高,各项性能良好,目前在用无铅焊料Sn/1.0Ag/4.0Cu217-353℃ 防止被Cu腐蚀,高温用Sn/2.5Ag/1.0Bi/0.5Cu214-221℃ SnAgCuBi系推荐产品,属Oatey专利产品。
无铅培训讲义一、 PCB及零件设计对无铅制成之影响绿色电子产品的概念:电子产品中含铅、镉、汞、六价铬等重金属和PBB及PBDE等溴化物阻燃剂的含量要求达到相关法律规定的,并非只是无铅。
电子垃圾和铅污染的机理:废弃电子器件埋入地下,被雨水和与其他废物反应所侵蚀。
带有金属的滤液可能转移到本地的地下水,并污染它。
人在饮用含有铅的水后,体内血液中的铅的含量升高。
铅对脑、中枢神经系统、肾脏、肝脏和血的产生都有损坏。
业界关于电子产品的相关法规的介绍(ROHS和WEEE)RoHS指令欧盟为了限制有害物质在电子电器产品中的使用,并透过妥善的回收及处理废弃电子电器产品达到保护人类健康的目的,于2003年颁布2002/95/EC号法令,即RoHS法令(Restriction of the use of Hazardous Substances in Electrical and Electronic Equipment Pirective)——电子电机产品之危害物质限用法令。
WEEE指令主要规定是藉着赋予各家电器与电子设备制造/销售厂商,对于这些产品使用完尽后所生成废弃物的”延伸制造者回收责任,来达到加强回收WEEE的目标。
规定各会员国应该在2006年年底之前达到至少回收70%WEEE与回收再利用50%以上WEEE材料与组件(各类电器回收率目标不同)的目标 。
WEEE&RoHS法令中所规范的电器及电子设备产品 大型家电用品(Large household appliances) 小型家电用品(Small household appliances) 信息及电讯设备(IT&Telecommunication equipment) 消费性设备(Consumer equipment) 发光设备(Lighting equipment) 电子及电器工具(Electrical & electronic tools) 玩具、娱乐运动设备(Toys) 医疗设施(Medical equipment system) 监视及控管设备(Monitoring & controling struments) 自动贩卖机(Automatic dispensers)无铅的定义和无铅豁免条例:电子工业中的所谓无铅就是指用其它一种或几种对人体无害(或微小可预防)的金属代替工业制造用料中的铅金属,从而大大减少或避免由于人们使用含铅产品而造成的健康受损。
无铅制程基础培训教材无铅焊锡基础知识•一.无铅焊料的定义:无铅焊锡的问题点及其改善方法νν选择用于无铅焊锡烙铁时的注意点无铅化后选择烙铁时的四大要点选择热容量大的烙铁头、加热器。
(温度设定在350℃左右)νν选择焊接作业时温度下降幅度小的烙铁。
选择吃锡良好、不容易被锡侵蚀的烙铁。
(可以只更换烙铁头的类型比较经济)νν在氧化、漏焊、锡尖等现象频发时、请使用氮气气体。
无铅焊锡的问题点熔点高、锡丝不容易熔化。
烙铁头消耗变快。
烙铁头氧化变快。
浸润性、延展性变差。
容易出现锡尖、短路等现象。
恰当的设定温度为多少度呢?无铅锡丝的熔点与共晶锡丝的183℃相比、要高25~35℃。
(Sn-Cu227℃、Sn-Ag-Cu218-219℃)如果觉得热容量不够的话,最好不要提高设定温度,而是选择增加加热器的能力。
烙铁头的温度可设定在比熔点+100~150℃范围,350℃左右最恰当(即使高也最好别超过380 ℃)烙铁头的氧化及碳化物的附着温度设定越高烙铁头消耗越快。
烙铁头消耗的原理。
铁质材料被锡丝中的锡侵蚀。
此现象称为腐蚀(熔解)。
锡槽的不锈钢(SUS)、烙铁头镀的为铁(Fe)的原因,容易被锡腐蚀。
无铅化后锡丝中锡的含量增加了。
Sn-Pb为63%、而Sn-Ag-Cu为96.5%。
(锡的含量增加了50%以上。
)从Sn-Pb转为无铅化,烙铁头的寿命缩短了2~3倍。
烙铁头的腐蚀形成Fe与Sn的化合物镀铁层的Fe熔解到锡丝内烙铁头侵蚀断面的解析,镀铁Fe的侵蚀随着时间成比例增加1.总结:无铅焊锡的问题点及其改善方法烙铁头温度高的话,烙铁头容易氧化、碳化物也容易附着。
→温度设定不要过高350℃左右,设定温度高的话,烙铁头消耗加剧。
→温度设定不要过高350℃左右由于镀铁被锡侵蚀(腐蚀、熔解)造成的烙铁头消耗,→选择不易消耗的高品质的烙铁头,锡丝附着的时间越长,烙铁头的消耗就越快,→经常关闭电源、清洗烙铁头。
无铅专用焊台温度都十分稳定,能够在最短的时间传递足够的热量,而且不需要操作者调节温度。