连铸设备基础知识资料
- 格式:ppt
- 大小:4.81 MB
- 文档页数:69
连铸设备的基础知识介绍连铸设备: 1钢包-2中间包-3结晶器-4结晶器振动装置-5二次冷却设备-6拉坯矫直设备-7铸坯导向设备-8切割设备-9出坯设备凡是共用一个钢包同时浇铸一流或多流铸坯的一套设备就是一台连铸机。
一台连铸机可以有多个机组(机组是指拥有独立的传动系统和工作系统的连铸设备)。
连铸机流数是指同时浇铸的铸坯数量。
一、钢包1钢包又叫钢水包或大包。
其作用是盛放、运载钢水及部分熔渣, 在浇铸过程中可以通过开启水口的大小来控制钢流量, 还可以用于炉外精炼, 通过炉外精炼可以使钢水的温度调整精度, 成分控制命中率及钢水纯净度进一步提高。
故钢包的作用可以简洁的总结为:盛放、运载、精炼、浇铸钢水, 还具有倾翻, 倒渣落地放置等作用。
二、钢包容量的确定钢包容量与炼钢炉的最大岀钢量相匹配, 另外考虑到岀钢量的波动留有10%的余量和一定的炉渣量(大型钢包炉渣量为金属量的3%~5%而小型钢包的渣量是金属的5%~10%)。
除此之外, 钢包上口还应该留有200mm以上的净空, 为了更好的用于炉外精炼要留出更大的空间。
三、钢包的形状确定(1)钢包是截面为圆形的桶状容器, 其形状与尺寸应该满足以下条件:钢包的直径与高度比。
钢包容量一定时, 为了减少散热损失和有利于夹杂物的上浮应该尽量减小钢包的内表面面积, 故钢包平均内径与高的比值为0.9~1.1。
四、锥度。
为了在浇铸后方便倒出残留的钢液, 钢渣以及取出包底凝固块, 一般的钢包内部都设计成上大下小带有一定锥度, 钢包壁应该有10%~15%的倒锥度。
大型钢包底应该向水口方向倾斜3%~5%。
五、(3)钢包外形。
为了有利于钢液中气体的排出, 夹杂物的上浮, 减少浇铸时钢液的冲击, 钢包外形不能做成细高形, 尽量做成矮胖型。
六、钢包结构1.钢包本体(1)外壳。
支座和氩气配管等, 外壳是钢包的主体构架, 由钢板焊接而成, 外壳有一定数量的排气孔, 可以排除耐火材料中的湿气。
(2)加强箍。
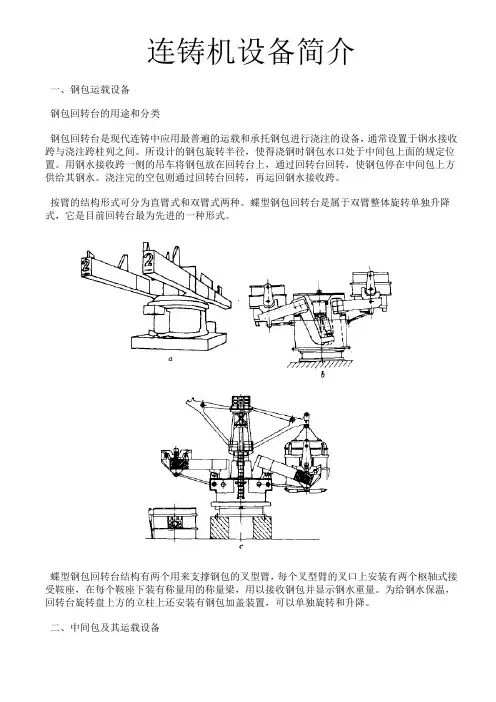
连铸机设备简介一、钢包运载设备钢包回转台的用途和分类钢包回转台是现代连铸中应用最普遍的运载和承托钢包进行浇注的设备,通常设置于钢水接收跨与浇注跨柱列之间。
所设计的钢包旋转半径,使得浇钢时钢包水口处于中间包上面的规定位置。
用钢水接收跨一侧的吊车将钢包放在回转台上,通过回转台回转,使钢包停在中间包上方供给其钢水。
浇注完的空包则通过回转台回转,再运回钢水接收跨。
按臂的结构形式可分为直臂式和双臂式两种。
蝶型钢包回转台是属于双臂整体旋转单独升降式,它是目前回转台最为先进的一种形式。
蝶型钢包回转台结构有两个用来支撑钢包的叉型臂,每个叉型臂的叉口上安装有两个枢轴式接受鞍座,在每个鞍座下装有称量用的称量梁,用以接收钢包并显示钢水重量。
为给钢水保温,回转台旋转盘上方的立柱上还安装有钢包加盖装置,可以单独旋转和升降。
二、中间包及其运载设备1 中间包1.1 中间包的作用中间包也叫做中包。
中间包是位于盛钢桶与结晶器之间用于钢液浇注的装置,其主要作用有:(1)中间包可减少钢液静压力,使注流稳定;(2)中间包利于夹杂物上浮,净化钢液;(3)在多流连铸机上,中间包将钢液分配给每个结晶器;(4)在多炉连浇时,中间包贮存一定量的钢液,更换盛钢桶时不会停浇;(5)根据连铸对钢质量要求,也可将部分炉外精炼手段移到中间包内实施,即中间包冶金。
可见,中间包有减压、稳流、去渣、贮钢、分流和中间包冶金等重要作用。
1.2 中间包容量及主要尺寸的确定中间包的容量是盛钢桶容量的20%~40%。
在通常浇注条件下,钢液在中间包内应停留8-10min,才能起到上浮夹杂物和稳定注流的作用;为此,中间包有向大容量和深熔池方向发展。
2.中间包小车2.1 中间包小车的作用中间包小车是用来支承、运输、更换中间包的设备。
小车的结构要有利于浇注、捞渣和烧氧等操作;同时还应具有横移和升降调节装置。
2.2 中间包车的类型中间包小车有悬臂型、悬挂型、门型、半门型等。
悬臂型中间包小车,中间包水口伸出车体之外,浇注时小车位于结晶器的外弧侧;其结构是一根轨道在高架梁上,另一根轨道在地面上小车行走迅速,同时结晶器上面供操作的空间和视线范围大,便于观察结晶器内钢液面,操作方便;为保证小车的稳定性,应在小车上设置平衡装置或在外侧车轮上增设护轨。
连铸作业区拉钢工岗位培训讲义连铸岗位人员培训一、连铸主要技术参数连铸机全称:R10m五机五流全弧形合金钢连铸机连铸机半径:10米,全弧形(合金钢要求连铸机半径R≥40D)流间距*流数:1350mm*5流冶金长度:29.8m(结晶器液面到最后一对拉矫辊之间的距离),全凝固矫直长度:15.28m(到拉矫机长度)连铸机长度:52.941米(连铸机外弧基准线至固定挡板)连铸机断面范围:150~240mm目前主要的浇注断面为:150*150、165*225、200*200、240*240mm2(预留)定尺范围:3~10.5m大包回转台:2.按铸机断面分类2.1将断面小于或等于150*150mm2叫做小方坯,而大于150*150mm2的断面叫做大方坯2.2板坯连铸机:铸坯断面为长方形,其宽厚比一般在3以上2.3圆坯连铸机:铸坯断面为圆形,直径¢60~¢400mm2.4异型坯连铸机:浇注异型断面如工字型2.5方板坯兼用连铸机:在一台铸机上,既能浇注板坯又能浇注方坯3.按照拉速分类有:高速连铸机和低拉速连铸机(高拉速带液心矫直低拉速为全凝固矫直)4.按钢水静压头分类:静压力较大的叫高头型连铸机,静压力较小的叫低头连铸机。
机型的特点:立式连铸机:结晶器、二冷段、拉坯和剪切沿垂直方向排列-无弯曲变形、裂纹少-占地面积少-夹杂物容易上浮-二冷均匀、简单·不能延长冶金长度、生产率低·钢液静压大,容易产生鼓肚立弯式连铸机结晶器下有垂直段,钢水完全凝固或接近完全凝固时定点弯曲进入圆弧段。
-机身高度比立式低,钢水静压小;-有垂直段,夹杂物容易上浮且分布均匀;-水平出坯,可以适当加长机身,提高拉速;-二次冷却结构较简单·同弧形连铸机相比,占地面积相当,厂房高度高,投资较大;·铸坯在一点弯曲,一点矫直,容易形成裂纹;·要求全凝固矫直,限制了生产率。
多点弯曲立弯式连铸机-有垂直段,夹杂物容易上浮,具有立弯式连铸机的优点;-多点弯曲。

连铸基础知识及提高连铸坯质量措施1.钢水由液体转变为固体的条件是什么?我们把一杯水(如20℃)放在-20℃的冷库里,当水的温度降到0℃时,杯子里就有晶体出现,此时是水和水的晶体共存,温度仍是0℃,只有当水完全结冰后,杯子整个温度下降到与冷库温度相同。
所以,把水开始结冰的温度叫凝固温度。
钢水的凝固结晶过程也同水一样,当温度降到凝固温度(1535℃)时,就有晶体出现。
由此可知,要实现液体转变为固体的过程,必须满足两个条件,即一定的过冷度和结晶核心。
所谓过冷度,就是实际温度低于凝固温度的度数。
如纯铁,只有过冷度达到295℃时,液体金属中许多体积很小、近程有序排列的原子集团才能形成胚胎晶核作为结晶核心而逐渐长大。
然而在实际生产中,把钢水浇到模子里,结晶所需的过冷度只有几度,这是因为:1)模子温度低,钢水温度高,模壁提供了冷却动力。
2)模型表面的凸凹不平,提供了“依托”,有利晶核形成。
3)钢水中悬浮的质点也可作为结晶核心。
2.钢水凝固过程中的收缩包括哪些?钢水由液态转变为固态,随着温度下降,收缩可分为: (1)液态收缩:由浇注温度降到液相线温度的收缩。
对于低碳钢一般为1%; (2)凝固收缩:液体完全变为固体的体积收缩。
对于钢一般为3~4%。
体积收缩会在钢锭中留下缩孔。
(3)固态收缩:从固相线温度冷却到室温的收缩。
一般为7~8%。
固态收缩表现为整个钢锭的线收缩,它与钢冷却过程的相变有关。
对钢锭产生裂纹有重要影响。
液体钢密度为7.0g/cm3,固体钢密度为7.8g/cm3,则液体变为固体收缩量为:((7.8-7.0)/7.0)×100%=11.4%,其中液态收缩量约1%,凝固收缩3~6%,固态收缩7~8%。
凝固时3~4%的体积收缩在钢锭中会留下缩孔,采用保护帽使缩孔集中在钢锭头部。
而连铸时钢水不断补充到液相,故连铸坯中无集中缩孔。
而带液芯的铸坯继续凝固时的线收缩对铸坯质量和生产安全性有重要影响。
因此结晶器应保持一定的倒锥度,二次冷却区支承辊的辊缝从上到下应符合铸坯线收缩的规律。