本钢炼铁厂5号、6号、7号高炉简介
- 格式:pdf
- 大小:393.93 KB
- 文档页数:1
高炉铜冷却壁破损分析与处理魏凯;李鑫;邹德胜【期刊名称】《金属世界》【年(卷),期】2015(000)006【总页数】5页(P63-67)【作者】魏凯;李鑫;邹德胜【作者单位】本溪钢铁集团有限公司炼铁厂,辽宁本溪 117000;本溪钢铁集团有限公司炼铁厂,辽宁本溪 117000;本溪钢铁集团有限公司炼铁厂,辽宁本溪 117000【正文语种】中文内容导读本钢新1号高炉有效容积4747 m3,炉腹至炉身下部采用铜冷却壁冷却,炉腰部位铜冷却壁在生产中渣皮稳定性差,脱落频繁,在生产不到6年后出现大面积破损,被迫多次休风,威胁到高炉安全生产。
通过分析发现,炉腰铜冷却壁受到高温炉料、煤气流冲击造成磨损;操作制度造成软熔带根部过低;铜冷却壁应力影响渣皮等原因是冷却壁破损的主要原因。
经过研究,提出了改用雾化冷却、插入微型铜冷却棒、炉皮强制打水等解决方案。
改造后,保证了安全生产,取得了良好的效果,但如果从根本上解决破损问题,应空料线停炉更换冷却壁。
本钢新1号高炉是本钢最大的现代化高炉,有效容积4747 m3,2008年10月9日投产,实现了本钢炼铁厂高炉向大型化、现代化的改造。
新1号高炉采用了先进的薄壁内衬理念,炉腹至炉身下部采用铜冷却壁冷却,依靠铜冷却壁热导率高的特点,通过在其热表面形成稳定渣皮来获得长寿。
然而,生产实践却发现渣皮稳定性差、经常脱落,在生产不到6年后,铜冷却壁就出现破损,尤其是在炉腰部位破损尤为严重。
因此,对铜冷却壁破损调查分析,分析铜冷却壁破损原因,提出应对措施,保障高炉长寿。
新1号高炉采用板壁结合的冷却方式,炉腹下部采用密集式八通道强化型铜冷却板渡,炉腹上部到炉身下部5层较高热负荷区域采用钻孔铜冷却壁,铜冷却壁结构参数见表1,铜冷却壁厚度120 mm,热面加工多个燕尾槽,燕尾槽间距107 mm,燕尾槽深度40 mm、燕尾槽宽度66 mm,以固结氮化硅结合碳化硅耐火材料,每块有4通道当量直径φ35 mm水道,通道间距210~230 mm。
![武钢炼铁厂5号高炉实习报告[1]](https://uimg.taocdn.com/04a31bd180eb6294dd886cb6.webp)
武钢炼铁厂5号高炉实习目的毕业实习是我们专业重要的教学环节,是专业课教学的一个组成部分。
通过在实习厂主要岗位的生产劳动、现场参观、现场教学和讨论,培养和锻炼我们在生产现场独立工作的能力,分析问题的方法和解决问题的能力,理论联系实际的能力及科学的思维方法。
在牢固掌握专业理论知识的基础上,我们深入到武汉钢铁集团炼铁厂5号高炉,详细了解炼铁工艺流程及其主要设备,收集毕业设计所需的参数等相关资料。
在学习工程技术人员和工人师傅在长期实践中积累的丰富知识和经验的同时,我们还要学习他们勤奋工作的精神和实事求是的工作作风,学习他们的生产实际知识和为“四化”勤奋工作的精神,增强热爱专业,热爱劳动的思想。
为毕业设计的顺利进行以及以后踏上工作岗位奠定坚实的基础。
实习时间共两周,即20xx年x月x日—20xx年x月xx日实习地点武钢炼铁厂5号高炉1 武钢炼铁厂简介武钢股份公司炼铁总厂于2008年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。
炼铁分厂(原炼铁厂)于1957年破土动工,1958年建成投产。
经过50年的建设、改造和发展,已拥有8座现代化大型高炉,其中3200 m3的有3座,3800m3的有1座(暂未投产),年生产能力超过15 00万吨,是我国生铁的主要生产基地之一。
炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。
武钢炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉,于1991年10 月19日点火投产。
高炉有效容积3200 m3,共有32个风口,皮带上料,环形出铁场,设有4个出铁口,对称的两个铁口出铁,另两个检修备用,日产生铁7000t以上。
世界最大炼铁高炉——沙钢5860立方米高炉(下)世界高炉之王——沙钢5860立方米炼铁高炉(下)工程投资额:18亿元以上工程期限:2008年——2009年1852年前后,日本佐贺藩研制的反射炉和铁制大炮,这是日本工业革命的开端,也是日本侵略亚洲诸国的起点。
当现在的中国人还在为工业落后的症结争执不休时,同样在工业发展中饱受挫折的日本,在历经屡屡失败后,认识到:只有做,才能成,无论经历多少失败,关键是要坚持下去。
此后日本通过不断对外侵略扩张,用掠夺来的资源加大技术投入,最终成为亚洲第一个工业强国。
日本早期炼铁技术由中国传入。
自1840年中国在第一次鸦片战争中战败后,西方国家的坚船利炮对日本幕府产生了极大震动。
同时西方殖民者也敲开了日本的国门,日本幕府为严守海防武力自保,开始转向欧洲学习铸炮技术。
1842年,长崎领主佐贺藩设立“兰传石火矢制造所”,秘密聘请荷兰人仿制荷兰式青铜大炮。
但此时西方已经开始从制铁向制钢时代转变,制铁技术逐渐向外扩散。
于是日本各藩镇竞相按照荷兰人的方式,建造熔炼铸炮生铁的反射炉。
但耗时3年多时间和大量资金试制的11门火炮全部失败。
经过不断改进,直至1852年,佐贺藩终于制成了第一门能实战的铁炮。
至明治维新时,共造了200多门。
由于反射炉所炼生铁性能很脆,熔铸非常困难,参与铸炮的大岛高任提出,应该使用洋式高炉从矿石制铁。
在南部藩的支持下,由商人出资,大岛高任开始在岩手县釜石市建造高炉。
1857年11月26日高炉点火,12月1日成功出铁水,日产2吨。
这天被日本定为打铁纪念日。
大岛型高炉使用水车送风,木炭消耗只有传统制铁法的1/3,到明治维新时共建成12座。
此间,幕府开始派遣武士留学生到欧洲学习,向日本移植铁路、舰船、电信、港口等新技术,以期实现富国强兵。
1874年2月,日本工部卿伊藤博文(甲午战争时的日本首相)提出船铁国造计划,由政府补贴资金,强力推动本国工业发展。
工部省于9月设立官营釜石制铁所。
武钢5号高炉实习报告一、实习时间200X年X月X日—X月X日二、实习地点武汉钢铁公司炼铁厂五号高炉、毕业设计办公室。
三、实习目的(1)对高炉结构、主要的技术指标及任务措施的认识了解。
大学的最后一个学期,我们在老师的带领下,到武汉钢铁公司炼铁厂五号高炉进行了为期两周的毕业实习。
在实习期间,对其高炉结构、主要的技术指标及任务措施做了全面的了解。
武钢股份有限公司炼铁厂现有六座现代化大型高炉,是我国生铁的重要生产基地之一。
炼铁厂 1958年9月13日建成投产。
经过49年的建设、改造和发展,年生产规模达到1000万吨。
炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉。
有效容积3200m3,32个风口,环形出铁场设有四个铁口,对称两个铁口出铁,另两个铁口检修备用,日产生铁达700 0t以上。
引进卢森堡PW公司的第四代水冷传动齿轮箱并罐式无钟炉顶设备,设计顶压可达0.245MPa。
矩形陶瓷燃烧器内燃式热风炉可稳定地提供1150℃的风温。
5号高炉1991年10月19日点火投产。
投产初期高炉强化冶炼水平不高,技术经济指标较差。
经过广大技术人员及职工的共同努力,高炉冶炼技术不断进步,从1993年开始进入强化冶炼期,生产水平逐年提高,主要技术经济指标达到并超过了国内先进水平。
具体参数见表1。
表1 5号高炉主要技术经济指标项目 1992年 1993年 1994年 1995年 1996年 1997年 19 98年 1999年 2000年 2001年实产生铁,万t 165.9 200.2 213.2 192.2 183.5 233.0 245.2 241.9 245.4 249.7利用系数,t/(m3?d) 1.424 1.718 1.829 1.812 1.572 2.082 2.1 89 2.160 2.185 2.229风量,m3/min 4941 5843 5902 6001 5313 6133 6224 627 4 6283 6285风速,m/s 210 218 221 228 212 232 233 234 236 237透气性,Q/△P 34.08 37.70 38.08 38.22 36.90 39.06 40.42 40.74 42.17 41.08顶压,kPa 152 187 191 188 168 199 207 210 208 204热风温度,℃ 1034 1088 1130 1133 1075 1136 1130 11 25 1102 1104富氧率,% / 0.06 1.09 1.33 1.368 1.213 1.433 1.568 1. 520 1.588入炉焦比,kg/t 491.3 485.9 470.8 477.7 477.0 428.9 412.8 40 5.9 398.7 396.1小焦比,kg/t 9.8 17.4 15.5 16.3 22.6 30.0 32.4 29.7 22.8 26.2煤比,kg/t 31.5 69.4 77.9 82.8 79.5 99.5 108.2 120.0 122.1 123.3综合焦比,kg/t 540.7 545.9 536.8 550.0 547.3 527.6 523.6 52 5.6 514.6 515.6CO利用率,% 40.04 42.08 43.10 42.93 41.33 44.66 44.57 44.25 44.19 44.192 主要技术措施1991年5号高炉投产以后,广大技术人员通过提高精料水平、改进高炉管理和操作方式,提高了高炉利用系数,对炼铁工艺的薄弱环节展开攻关活动,高炉的各项技术经济指标得到了明显的改善,实现了高炉的优质、高产、低耗、长寿。
现代炼铁的主要方法,钢铁生产中的重要环节。
这种方法是由古代竖炉炼铁发展、改进而成的。
尽管世界各国研究发展了很多新的炼铁法,但由于高炉炼铁技术经济指标良好,工艺简单,生产量大,劳动生产率高,能耗低,这种方法生产的铁仍占世界铁总产量的95%以上。
高炉生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于炉子下部沿炉周的风口吹入经预热的空气。
在高温下焦炭(有的高炉也喷吹煤粉、重油、天然气等辅助燃料)中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,从而还原得到铁。
炼出的铁水从铁口放出。
铁矿石中不还原的杂质和石灰石等熔剂结合生成炉渣,从渣口排出。
产生的煤气从炉顶导出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。
简史和近况早期高炉使用木炭或煤作燃料,18世纪改用焦炭,19世纪中叶改冷风为热风(见冶金史)。
20世纪初高炉使用煤气内燃机式和蒸汽涡轮式鼓风机后,高炉炼铁得到迅速发展。
20世纪初美国的大型高炉日产生铁量达450吨,焦比1000公斤/吨生铁左右。
70年代初,日本建成4197米3高炉,日产生铁超过1万吨,燃料比低于500公斤/吨生铁。
中国在清朝末年开始发展现代钢铁工业。
1890年开始筹建汉阳铁厂,1号高炉(248米3,日产铁100吨)于1894年5月投产。
1908年组成包括大冶铁矿和萍乡煤矿的汉冶萍公司。
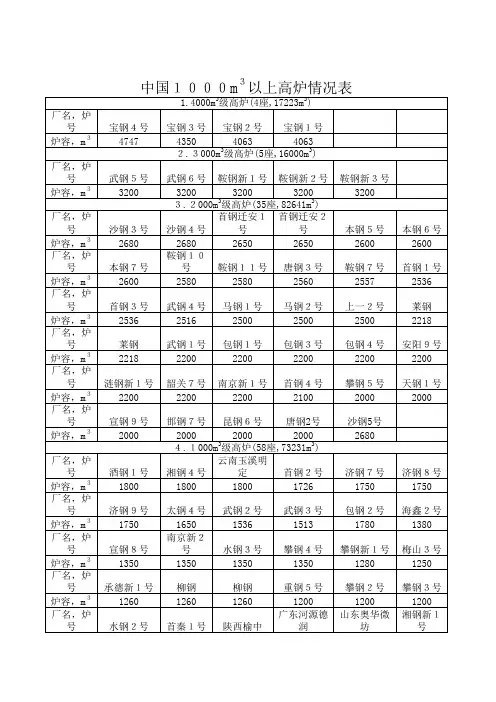
1980年,中国高炉总容积约8万米3,其中1000米3以上的26座。
1980年全国产铁3802万吨,居世界第四位70年代末全世界2000米3以上高炉已超过120座,其中日本占1/3,中国有四座。
全世界4000米3以上高炉已超过20座,其中日本15座,中国有1座在建设中。
50年代以来,中国钢铁工业发展较快,高炉炼铁技术也有很大发展,主要表现在:①综合采用精料、上下部调剂、高压炉顶、高风温、富氧鼓风、喷吹辅助燃料(煤粉和重油等)等强化冶炼和节约能耗新技术,特别在喷吹煤粉上有独到之处。
武钢股份有限公司炼铁厂简介武钢股份有限公司炼铁厂现有六座现代化大型高炉,是我国生铁的重要生产基地之一。
炼铁厂1958年9月13日建成投产。
经过47年的建设、改造和发展,年生产规模达到1000万吨。
炼铁厂具有精良的生产装备和先进的技术优势,1958年9月13日炼出第一炉铁水至今,已累计生产生铁16648万吨。
40多年来,炼铁厂依靠科学管理和技术进步,不断加大技术投入。
尤其是以1991年10月五号高炉建成投产为标志,炼铁生产以科技进步为特征进入加速发展时期,并坚持“优质、低耗、高产、长寿、创新”的高炉技术操作方针,走引进、消化、移植与自主开发之路,无料钟炉顶、软水密闭循环、INBA炉渣处理系统、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中。
2004年7月16日,六号高炉投产,使炼铁厂各项经济技术指标日新月异,焦比、煤比、风温、工序能耗、高炉利用系数、全员劳动生产率均居国内同行业前茅。
武钢股份有限公司热轧厂简介武钢热轧厂是毛泽东主席和周恩来总理生前批准引进的。
以高速化、大型化、连续化、自动化的生产装备和规格齐全、质量上乘的钢铁产品闻名遐迩,被人们称为镶嵌在长江之滨的钢铁明珠。
一热轧投产27年来,坚持把“为中国工人阶级争气、为社会主义祖国争光、各项工作争一流”的“三争”精神作为建设和发展热轧厂的强大精神支柱,取得了产品创“十大名牌”、质量攻“六大高地”、产量破设计水平、热轧板卷销往日本、韩国、东南亚、欧洲的可喜成绩。
到2004年10月31日为止,热轧厂已累计为国家经济建设提供优质板材8965万多吨,产品总长度可以绕地球58圈,成为全国最大的板材基地之一。
一热轧在投产时仅有8个品种的基础上,大胆创新开发出20余系列的100多个品种的产品,瓶钢、耐候钢、汽车用钢、集装箱用钢、2C、3C船板、高强度石油管线钢等十大品种均由热轧厂填补国内生产空白。
其中4项产品获全国金银奖,7项产品获实物质量金杯奖,40余项产品荣获部、省、市优产品称号,92%产品的实物质量达国际先进水平。
武钢7号高炉1 武钢炼铁厂简介武钢股份公司炼铁总厂于2008年6月成立,包括烧结分厂、炼铁分厂,是武钢生产烧结矿和制钢生铁、铸造生铁的首道工序厂,具有精良的生产装备和先进的技术优势,主要经济技术指标在国内外同行业中处于领先地位。
炼铁分厂(原炼铁厂)于1957年破土动工,1958年建成投产。
经过50年的建设、改造和发展,已拥有8座现代化大型高炉,其中3200 m3的有3座,3800m3的有1座(暂未投产),年生产能力超过1500万吨,是我国生铁的主要生产基地之一。
炼铁分厂坚持走引进、消化与自主开发之路,无料钟炉顶、软水密闭循环、环保型INBA炉渣处理系统、薄炉衬铜冷却壁、高炉专家系统等一大批当代先进的炼铁工艺广泛应用于高炉生产之中,高炉利用系数进入国际一流、国内领先水平。
武钢7号高炉概述:武钢7号高炉于2004年12月15日动工建设,2006年6月28日,历经20多个月的艰苦鏖战,武钢炼铁厂7号高炉点火送风,标志着该项工程全面竣工投产。
高炉本体设计一代炉龄大于15年,热风炉一代寿命大于25年,在全面承续武钢6号高炉成功经验基础上,公司在武钢7号高炉建设中更加强调现代高炉“高产、高效、经济、长寿、节能、环保”的特点。
在设计中,进一步加大了富氧能力,提高了喷煤水平;采用平坦化无填沙层矩形出铁场,操作更便利;加强了炉前除尘,炉前环境进一步改善;采用了更先进的五电一体化系统,提高了自动化控制水平;对各系统工艺和设备进一步改进和完善,操作、维护、检修的方便性、设备运行的可靠性得到进一步加强。
武钢7号高炉设计生产利用系数2.5t/m3?d,最大可达2.75 t/m3?d,送风温度1200-1250℃,焦比300kg/t?p,煤比200kg/t?p,年产生铁量284万t/a,设计一代炉龄20年,高炉总体装备水平达到国内外同级别高炉领先水平,成为我国当代大型高炉最高水平的代表。
自2004年10月15日该项目开工以来,公司工程技术人员与武钢高炉工程指挥部及施工、监理人员密切合作,本着精益求精的原则,不断优化设计,突出精细管理,落实设计审核,确保了项目建设进度和质量,只用二十个月时间建成一座现代化特大型高炉。
一、概述武钢6号高炉于2002年动工新建,2004年7月16日上午点火开炉,送风后1. 5 h就开始自动下料,22 h后出第一炉渣铁,开炉12天后高炉利用系数达到2. 0。
6号高炉的有效容积为3 200m³,炉喉、炉缸直径分别为9.0m与12.4m,32个风口,4个铁口。
6号高炉采用了当时的先进技术与工艺:最新一代PW并罐无料钟炉顶,串联软水密闭循环冷却,陶瓷杯技术与炭砖水冷薄炉底结构,薄炉衬全冷却壁带3段铜冷却壁结构,旋风粗煤气除尘与比肖夫煤气处理系统,带陶瓷燃烧器的高温内燃式热风炉,皮带上料,烧结矿分级入炉,环形出铁场,全自动液压泥炮、直进开口机与揭盖机,一代环保型INBA炉渣粒化系统等。
6 号高炉的顺利开炉投产,使武钢年产铁能力达1 000 万t左右,焦比、煤比、风温、工序能耗、高炉利用系数、全员劳动生产率均居国内同行业前茅,为武钢整体规模效益的实现提供了保障。
二、上料及炉顶系统矿槽和焦槽分列布置,合格炉料经过集中转运站,通过主皮带运至高炉炉顶。
主皮带宽1800mm,长397m,由4台电机驱动。
为了改善原燃料质量,在烧结矿槽和焦炭槽下均设有振动筛,分别筛去小于的烧结矿粉和小于的碎焦。
为了保护皮带不被撕裂,在供矿皮带和供焦皮带上均设有除铁装置为了改善环保,供料系统设有除尘设施。
为了提高炉顶压力,灵活布料,控制煤气流,保护内衬,降低能耗和提高产量,设计选用PW型无料钟炉顶。
炉顶设有2个并列布置的料罐,上、下密封阀和料流调节阀液压驱动,采用比例阀控制料流。
传动齿轮箱采用水冷氮气密封。
布料溜槽长4000mm,旋转速度8r/min,倾动速度1.6°/s,溜槽工作倾角2~53°。
布料可自动控制进行环形、螺旋布料,也可远距离手动进行环形、扇形及定点布料。
料罐采用一次均压,使用半净煤气。
炉顶还采用了红外线摄像仪和台电动探尺来监测料面温度、料线高度, 以控制上料和布料。
采用的新技术:⑴小焦回收槽下筛下的碎焦( < 30 mm) 经碎焦皮带运往碎焦筛分间过筛分级,合格的小焦( 10~30 mm) 装入焦丁称量漏斗,再由焦丁皮带转运至供矿皮带上,与大粒度烧结矿混装入炉, 实现小焦回收,节能降耗。
世界5000立方米以上特大型炼铁高炉概况曰本新日铁大分制铁所1号高炉容积5775立方米1972年11月投产(原4158m³),2009年8月2日扩容复产(原4884m³)曰本新日铁大分制铁所2号高炉容积5775立方米1976年10月投产,1989/2004年5月扩容复产(原5245m³)曰本新日铁君津制铁所4号高炉容积5555立方米1975年10月投产,1987/2003年5月扩容复产(原5151m³)曰本新日铁名古屋制铁所1号高炉容积5443立方米1979年3月投产,1992年5月/2007年4月扩容复产(原4650m³)曰本JFE京浜厂2号高炉容积5000立方米1979年投产,1990年7月/2004年3月扩容复产(原4052m³)曰本JFE福山厂4号高炉容积5000立方米1971年4月投产,1990年6月/2006年5月扩容复产(原4288m³)曰本JFE福山厂5号高炉容积5500立方米1973年11月投产,1986年2月/2005年3月扩容复产(原4664m³)曰本JFE千叶厂6号高炉容积5153立方米1977年投产,1998年5月扩容复产(原4500m³)曰本JFE仓敷厂4号高炉容积5005立方米2002年1月扩容复产(原4826m³)曰本住友金属鹿岛厂1号高炉容积5370立方米1971年1月投产,1979年/2004年9月新建投产曰本住友金属鹿岛厂3号高炉容积5370立方米1976年9月投产,1990年/2007年5月扩容复产(原5050m³)曰本神户制钢加古川厂2号高炉容积5400立方米2007年5月扩容复产(原3850m³)德国蒂森斯韦尔根厂2号高炉容积5513立方米—俄罗斯切列波维茨厂5号高炉容积5580立方米1986年4月投产,2005年9月大修复产乌克兰克里沃罗格厂9号高炉容积5026立方米1974年投产,2003年11月大修复产韩国浦项制铁光阳钢厂4号高炉容积5500立方米1992年9月投产,2009年7月扩容复产(原3795m³)中国京唐钢铁1号高炉容积5500立方米2009年5月投产中国京唐钢铁2号高炉容积5500立方米2010年投产中国沙钢华盛容积5860立方米2009年10月投产巴西米纳斯吉拉斯Ipatinga厂容积5000立方米2011年投产我国4000-5000立方米高炉概况宝钢1号高炉容积4966立方米,1985年9月投产,1996年4月/2008年12月扩容复产(原4063m³),年产405万吨。
能源审计报告编写规范第1节标题要求1.11一级标题要求一级标题采用二号、黑体的中文字体,西文字体采用“Rimes New Roman”字体。
段落格式为段前12磅,段后12磅。
中英文字体不得“加粗”。
“第*章”与“章名”之间相隔两个字符。
对齐方式为“居中”。
“第1章”不得写为“第一章”。
1.1.2 二级标题要求二级标题采用小二号、黑体的中文字体,西文字体采用“Rimes New Roman”字体。
段落格式为段前12磅,段后12磅。
中英文字体不得“加粗”。
“第*章”与“章名”之间相隔两个字符。
对齐方式为“居中”。
“第1节”不得写为“第一节”。
1.1.3 三级标题要求三级标题采用三号、黑体的中文字体,西文字体采用“Rimes New Roman”字体。
段落格式为段前12磅,段后12磅。
中英文字体不得“加粗”。
“1.1.3”与“章名”之间相隔“一”个字符。
对齐方式为“两端对齐”。
数字之间用“.”隔开。
“1.1.3”不能出现“汉字字体”。
图1.1.1 三级标题要求分解图1.1.4 四级标题要求四级标题采用四号、黑体的中文字体,西文字体采用“Rimes New Roman”字体。
段落格式为“单倍行距”,段前0.5行,段后0.5行。
中英文字体不得“加粗”。
“1.1.1.3”与“章名”之间相隔“一”个字符。
对齐方式为“两端对齐”。
四级标题要求分解与三级相同。
1.1.5 其它文章标题分为四级,以后各级标题为:1 2 3 41) 2) 3) 4) 数字字体为“Rimes New Roman”,括号采用英文格式下的半括号。
①②③④…………第2节正文要求正文中文部分全部采用四号、宋体的字体格式,西文字体采用“Rimes New Roman”字体。
段前采用“首行缩进”的格式。
文章对齐方式为:“两端对齐”。
行距采用默认的行距。
页面布局为:上 2.5cm,下2.5cm,左3cm,右2.5cm。
第3节图、表要求1.3.1 图号、表号的编制图1.3.1图号、表号的编制分解图表号的编制与图号完全相同。
辽宁省生态环境厅关于本钢板材股份有限公司炼铁厂5号高炉产能置换工程环境影响报告书的批复文章属性•【制定机关】辽宁省生态环境厅•【公布日期】2019.07.12•【字号】辽环函〔2019〕171号•【施行日期】2019.07.12•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】环境保护综合规定正文辽宁省生态环境厅关于本钢板材股份有限公司炼铁厂5号高炉产能置换工程环境影响报告书的批复本钢板材股份有限公司:你公司报送的《本钢板材股份有限公司炼铁厂5号高炉产能置换工程环境影响报告书》(以下简称“报告书”)收悉。
经我厅建设项目审查委员会2019年6月28日第5次会议审查,现就报告书批复如下:一、本项目(项目代码:2018-210500-31-03-033867)位于本溪市平山区本钢板材股份有限公司炼铁厂厂内,为新建产能置换项目。
项目新建公称容积2580m3高炉1座,配套建设供料系统、炉顶系统、炉体系统、出铁场系统、炉渣处理系统、热风炉系统等生产设施以及相应的公辅设施和环保设施,改造现有鼓风机站和中心转运站,依托现有粗煤气除尘系统、TRT发电系统、公共工程;新5号高炉投产前拆除现有的5号高炉,新建高炉换算产能为215万吨/年,使本钢板材公司仍然保持1000万吨级的炼钢产能。
本项目总投资15亿元,其中环保投资9684万元。
原辽宁省工业和信息化委以《本钢板材股份有限公司高炉建设项目产能置换方案公告》确认本项目产能置换符合国家产能政策要求,本溪市工业和信息化委员会以《关于〈本钢板材股份有限公司炼铁厂5号高炉产能置换工程〉项目备案证明》(本工信备字〔2018〕22号)对本项目依法予以备案。
因此,本项目符合国家产业政策。
原本溪市环境保护局以《关于本钢板材股份有限公司综合改造项目环保备案审查意见》(本环建字〔2016〕06号)和《关于本钢板材股份有限公司炼铁厂566m2烧结机项目环保备案审查意见》(本环备字〔2016〕09号),原则同意你公司既有设施环保备案。