第四章机械零件常见表面加工方案的确定
- 格式:pptx
- 大小:2.95 MB
- 文档页数:95
《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm、长为1200mm的长轴外圆。
已知:工件材料为45钢;切削用量为:v c=120m/min,a p=0.4mm, f =0.2mm/r; 刀具材料为YT15。
第4章典型零件的机械加工工艺分析本章要点本章介绍典型零件的机械加工工艺规程制订过程及分析,主要内容如下:1.介绍机械加工工艺规程制订的原则与步骤。
2.以轴类、箱体类、拨动杆零件为例,分析零件机械加工工艺规程制订的全过程。
本章要求:通过典型零件机械加工工艺规程制订的分析,能够掌握机械加工工艺规程制订的原则和方法,能制订给定零件的机械加工工艺规程。
§4.1 机械加工工艺规程的制订原则与步骤§4.1.1机械加工工艺规程的制订原则机械加工工艺规程的制订原则是优质、高产、低成本,即在保证产品质量前提下,能尽量提高劳动生产率和降低成本。
在制订工艺规程时应注意以下问题:1.技术上的先进性在制订机械加工工艺规程时,应在充分利用本企业现有生产条件的基础上,尽可能采用国内、外先进工艺技术和经验,并保证良好的劳动条件。
2.经济上的合理性在规定的生产纲领和生产批量下,可能会出现几种能保证零件技术要求的工艺方案,此时应通过核算或相互对比,一般要求工艺成本最低。
充分利用现有生产条件,少花钱、多办事。
3.有良好的劳动条件在制订工艺方案上要注意采取机械化或自动化的措施,尽量减轻工人的劳动强度,保障生产安全、创造良好、文明的劳动条件。
由于工艺规程是直接指导生产和操作的重要技术文件,所以工艺规程还应正确、完整、统一和清晰。
所用术语、符号、计量单位、编号都要符合相应标准。
必须可靠地保证零件图上技术要求的实现。
在制订机械加工工艺规程时,如果发现零件图某一技术要求规定得不适当,只能向有关部门提出建议,不得擅自修改零件图或不按零件图去做。
§4.1.2 制订机械加工工艺规程的内容和步骤1.计算零件年生产纲领,确定生产类型。
2.对零件进行工艺分析在对零件的加工工艺规程进行制订之前,应首先对零件进行工艺分析。
其主要内容包括:(1)分析零件的作用及零件图上的技术要求。
(2)分析零件主要加工表面的尺寸、形状及位置精度、表面粗糙度以及设计基准等;(3)分析零件的材质、热处理及机械加工的工艺性。
机械零件加⼯⼯艺过程的基本知识机械零件加⼯⼯艺过程的基本知识在制造⽣产过程中,由于零件的要求和⽣产条件等不同,其制造⼯艺⽅案也不相同。
相同的零件采⽤不同的⼯艺⽅案⽣产时,其⽣产效率、经济效益也是不相同的。
在确保零件质量的前提下,拟定具有良好的综合技术经济效益、合理可⾏的⼯艺⽅案的过程称为零件的⼯艺过程设计。
⼀、⽣产过程和⼯艺过程1.⽣产过程由设计图纸变为产品,要经过⼀系列的制造过程。
通常将原材料或半成品转变成为产品所经过的全部过程称作⽣产过程。
⽣产过程通常包括:(1)技术准备过程包括产品投产前的市场调查、预测、新产品鉴定、⼯艺设计、标准化审查等。
(2) 或⼯艺过程指直接改变原材料半成品的尺⼨、形状、表⾯的相互位置、表⾯粗糙度或性能,使之成为成品的过程。
例如液态成形、塑变成形、焊接、粉末成形、切削加⼯、热处理、表⾯处理、装配等,都属于⼯艺过程。
将合理的⼯艺过程编写成⽤以指导⽣产的技术⽂件,这份技术⽂件称作⼯艺规程。
(3)辅助⽣产过程指为了保证基本⽣产过程的正常进⾏所必须的辅助⽣产活动。
(4)⽣产服务过程指原材料的组织、运输、保管、储存、供应及产品包装、销售等过程。
2.⼯艺过程的组成零件的切削加⼯⼯艺过程由许多⼯序组合⽽成,每个⼯序⼜由⼯位、⼯步、⾛⼑和安装组成。
(1)⼯序指在⼀台机床上或在同⼀个⼯作地点对⼀个或⼀组⼯件连续完成的那部分⼯艺过程。
划分⼯序的依据是⼯作地点是否变化和⼯作是否连续。
图2-1所⽰阶梯轴的加⼯⼯艺过程见表2-1。
表2⼀1⼯序的划分,是由⼀个⼈在⼀台车床上连续完成车两端⾯、钻两顶尖孔后,便换⼀个⼯件加⼯,重复以上内容,则这部分⼯艺过程为⼀个⼯序。
该⼈⼜在同⼀台车床上连续完成粗车各外圆、半精车各外圆、倒⾓后,便换⼀个⼯件加⼯,重复以上内容,则这部分⼯艺过程⼜为⼀个⼯序。
如果是由⼀个⼈在⼀台车床上连续完成车两端⾯、钻两顶尖孔、粗车各外圆、半精车各外圆、倒⾓后再换第⼆个⼯件重复这些内容,则这部分⼯艺过程是⼀个⼯序,⽽不是两个⼯序。
7’•¹0fiflªI$U fi*‰⁵·4f; ¾¿¿零fl机械加工工艺路线时,要解决的$要有:零fl 各$面加工fi法和设备的选择;加工阶段的分;工序的中与分;加工顺序及辅助工序的安排等。
5·4·1 ëfl®$UªI fi Z§$?ü⁵·4·¹·¹加工方法的选择(¹)各种加工fi法的经济加工精度和粗糙度值不¼的加工fi法如车、铣、刨、钻、管、磨等,%$ 各不¼,所能达到的精度和$面粗糙度值也大不一样。
即使是¼一种加工fi法,在不¼的加工条fl下所得到的精度和$面粗糙度值也大不一样,这是因为在加工过程中,将有各种因素对精度和$面粗糙度值产生,如工人的技术水平、切削$ 量、刀具的刃磨质量、机床的调整质量等。
根据统计料,$一种加工fi 法的加工误}(或精度)和成本的关系如图⁵·¹¹所示。
在I段,当零fl 加工精度要求很高时,零fl成本将要提得很高,甚至成本再提高,%精度也不能再提高了,存在着一个极的加工精度,%误}为△a。
反,在Ⅲ段,虽然精度要求很低,成本也不能无低,%最低成本的极值为Sa。
因此在I、Ⅲ段应$此法加工是不经济的。
在Ⅱ段,加工fi法与加工精度是互适应的,加工误}与成本基本上是反比关系,可以较经济地达到一¿的精度,Ⅱ段的精度范围就称为这种加工fi法的经济精度。
所谓$种加工fi法的经济精度,是指在正常的工作条fl 下(包括完好的机床设备、必要的工艺装备、标准的工人技术等级、标准的fl$时间和生产 $)所能达到的加工精度。
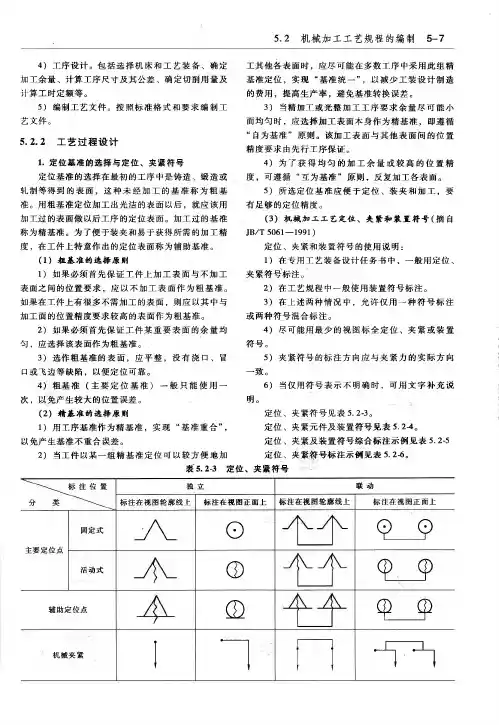
与经济加工精度7’•¹¹ªI§$fi¾?fi似,各种加工fi法所能达到的$面粗糙度值也有一个较经济的范围。