第3章 常见表面加工方法-2孔加工
- 格式:ppt
- 大小:3.50 MB
- 文档页数:42
第1章切削加工基础知识1.1切削加工概述切削cutting; 加工 machining; 加工金属切削 metal cutting (metal removal); 金属切削金属切削工艺 metal-removal process; 金属切削工艺金属工艺学 technology of metals; 金属工艺学机器制造machine-building; 机械加工 machining; 机械加工冷加工 cold machining;冷加工热加工 hot working; 热加工工件 workpiece; 工件切屑chip; 常见的加工方法 universal machining method; 常见的加工方法钻削drilling; 镗削 boring; 镗削车削 turning;车削磨削 grinding; 铣削 milling; 铣削刨削 planning; 刨削插削slotting ; 锉filing ;划线lineation; 錾切carving; 锯sawing; 刮削facing; 钻孔boring; 攻丝 tap; 攻丝1.2零件表面构成及成形方法变形力 deforming force; 变形力变形 deformation; 变形几何形状 geometrical; 几何形状尺寸dimension ; 精度 precision; 精度表面光洁度 surface finish; 表面光洁度共轭曲线 conjugate curve; 共轭曲线范成法 generation method; 范成法轴shaft; 1.3机床的切削运动及切削要素主运动 main movement; 主运动主运动方向 direction of main movement; 主运动方向进给方向 direction of feed; 进给方向进给运动 feed movement; 进给运动合成进给运动 resultant movement of feed; 合成进给运动合成切削运动 resultant movement of cutting; 合成切削运动合成切削运动方向 direction of resultant movement of cutting ; 合成切削运动方向切削速度 cutting speed; 切削速度传动 drive/transmission; 传动切削用量 cutting parameters; 切削用量切削速度 cutting speed; 切削速度切削深度 depth of cut; 切削深度进给速度 feed force; 进给速度切削功率 cutting power; 切削功率1.4金属切削刀具合金工具钢alloy tool steel; 高速钢 high-speed steel; 高速钢硬质合金 hard alloy; 硬质合金易加工 ease of manufacturing ; 易加工切削刀具 cutting tool; 切削刀具刀具 cutter; 刀具车刀 lathe tool; 车刀主切削刃 main cutting edge; 主切削刃副切削刃assistant cutting edge; 刀体 tool body ; 刀体刀柄tool shank;前刀面 rake face; 前刀面主后刀面 major flank; 主后刀面刀尖 nose of tool; 刀尖主剖面系tool orthogonal plane system; 切削平面 tool cutting edge plane; 切削平面主剖面 tool orthogonal plane; 主剖面切削宽度 width of the uncut chip; 切削宽度进给平面系 assumed working plane system; 进给平面系加工表面 transient surface; 加工表面前角 rake angle; 前角后角 clearance angle; 后角主偏角 tool cutting edge angle; 主偏角刀尖角nose angle; 1.5刀具切削过程及磨削机理塑性变形 plastic distortion; 塑性变形微观组织,显微结构microstructure ; 切削力cutting force; 切削温度 cutting temperature; 切削温度积屑瘤built-up edge; 刀尖磨损nose wear; 月牙洼crater; 残留应力 residual stress; 应力 stress; 应力硬度 rigidity; 硬度磨削grinding; 砂轮砂轮 grinding wheel; 磨粒grain; 剪切剪切 shear; 摩擦摩擦 friction; 内力内力 internal force ; 1.6~1.8 切削加工质量、材料的切削加工性、切削液的选择 加工精度加工精度 machining accuracy; 表面质量表面质量 surface finish; 工艺性能technological performance; 材料切削加工性指标材料切削加工性指标 machinability index of material; 切削液切削液 cutting fluid ; 切削油切削油 cutting oil; 1.9 件的装夹及夹具定位梢定位梢 dowel; 定位定位 allocation; 机床夹具机床夹具 jig; 组装线Assembly line; 机械零件机械零件 mechanical parts; 钳工钳工 locksmith ; 精加工精加工 finish machining; 粗加工粗加工 rough machining; rough machining; 气动夹紧气动夹紧 pneuma-lock; 同心,同心度concentricity ; 垂直度perpendicular; 基准基准 benchmark; 基准线基准线 reference line; 夹具 fixture; 通用夹具通用夹具 universal fixture; 专用夹具专用夹具 Fixture for special purpose; 可调夹具adjustable fixture; 组合夹具组合夹具 modular fixture; 工序工序 process; 设计基准designing datum; 工艺基准工艺基准 datum features in process; 1.10 金属切削机床机床机床 machine tool; 机床运动机床运动 motion of machine; 机床型号机床型号 machine tool model; 机床加工精度机床加工精度 machining accuracy of machine tool; 车床车床 lathe; lathe; 普通车床engine lathe; 卧式车床horizontal lathe; 立式车床立式车床 vertical lathe; 钻床drill press; 镗床boring machine; 铣床铣床 milling machine; 磨床磨床 grinder (grinding machine ); 牛头刨床shaper; 龙门刨床planer; 插床插床 slotting machine (slotter ); 第2章 常用加工方法综述及加工方案选择一、车削车削车削 turning; 车刀车刀 lathe tool ; 车床车床 lathe lathe ; ; 普通车床engine lathe; 卧式车床horizontal lathe; 立式车床立式车床 vertical lathe; 仿形车床仿形车床 duplicating lathe (copy lathe); 转塔车床turret lathe; 细长轴细长轴 long slender shaft 纵向车削纵向车削 straight turning; 锥体车削锥体车削 taper turning; 仿形车削仿形车削 contour turning; 端面车削端面车削 facing; 回转表面回转表面 surface of revolution; 平面平面 flat surface; 圆面round surface ; 仿形表面contoured surface ; 退刀槽recess ; 卡盘卡盘 chuck; 尾架tailstock; 床头箱,主轴箱headstock; 销 pin; 卡箍卡箍 bar clasp; 花盘faceplate; 主轴主轴 spindle; 二、钻削钻削drilling; 钻床drill press; 钻头钻头 drill; 锪孔counter boring; 内表面internal surface ;铰孔、扩孔reaming; 攻丝攻丝 tapping; tapping; 孔加工孔加工 spot facing machining; 铰 ream; 铰刀 reamer; 铰刀盲孔blind hole; 麻花钻 twist drill; 麻花钻埋头孔countersink; 锥柄taper shank; 三、镗削镗削 bore; 镗削镗床boring machine; 镗杆boring bar ; 纵向镗削straight boring; 表面光洁度 surface finish; 表面光洁度卧式镗孔机horizontal boring machine; 四、铣削铣削mill; 铣床 milling machine ; 铣床铣刀 milling cutter; 铣刀缝Slot ; 槽groove; 平面 flat surface; 平面圆面round surface ; 仿形表面contoured surface; 周铣Peripheral milling ; 端铣face milling; multi model miller; 靠模铣床; copy milling machine; 仿形铣床 ; contouring machine; 仿形铣床五、磨削磨削grinding; 磨床 grinder(grinding machine); 磨床外圆磨削 external grinding; 外圆磨削内圆磨削 internal grinding(cylindrical grinding); 内圆磨削平面磨削 plane grinding abrasive; 平面磨削外圆磨床cylindrical grinding machine; 平面磨床surface grinder; 外圆磨床cylindrical grinding machine ; 内圆磨床internal cylindrical machine; 成形磨床form grinding machine; 仿形磨床copy grinding machine ; 万能工具磨床universal tool grinding machine; 六、拉削拉削broaching; 拉床 broaching machine; 拉床拉刀 broaching tool; 拉刀外表面拉削 external surface broaching; 外表面拉削内表面拉削internal surface broaching; 多功能机床 multifunction machine; 多功能机床多齿刀具 multitooth tool; 多齿刀具切屑槽 chip gullet; 切屑槽七、刨削刨削planning; 牛头刨床shaper; 龙门刨床planer; 龙门刨削 planning; 龙门刨削旋臂刨床 radial drilling machine ; 旋臂刨床仿形刨床copy shaping machine; 八、齿轮加工齿轮加工gear machining; 齿轮 gear; 齿轮滚齿 gear hobbing; 滚齿滚齿刀 hobbing cutter; 滚齿刀直齿圆柱齿轮 straight toothed spur gear; 直齿圆柱齿轮斜齿圆柱齿轮 helical-spur gear; 斜齿圆柱齿轮直齿锥齿轮 straight bevel gear ; 直齿锥齿轮齿轮齿条 pinion and rack; 齿轮齿条蜗杆蜗轮 worm and worm gear; 蜗杆蜗轮九、螺纹加工螺纹加工thread machining; 螺纹切削thread cutting; 攻丝 tapping; 攻丝丝锥tap; 板牙die; 螺钉 screw; 螺钉标准件 standard component; 标准件位移 displacement ; 位移截面 section; 截面十、光整加工光整加工 micro finishing; 光整加工研磨 mull (lapping); 研磨研磨剂lapping compound; 研磨膏paste; 研磨机床lapping machine 抛光 polishing ; 抛光抛光膏 buffing cream; 抛光膏抛光轮 polishing wheel; 抛光轮抛光机 polisher ; 抛光机珩磨 honing ; 珩磨珩磨轮 honing wheel; 珩磨轮珩磨机床honing machine; 超精加工机床 superfinishing machine; 超精加工机床超精加工 superfinish; 超精加工第3章机械加工工艺过程机械加工工艺过程 machining process; 机械加工工艺过程工步 step of an operation; 工步工位 work station; 工位工序 process; 工序工艺文件 manufacturing process document; 工艺文件工艺卡片 technological card; 工艺卡片工艺规程 process plan; 工艺规程机械加工工艺卡machining process sheet; 工艺设计 technological design; 工艺设计设计基准 designing datum; 设计基准工艺基准 datum features in process; 工艺基准基准重合 consistency of datum feature; 基准重合基面统一原则 unified datum principle; 基面统一原则机械加工工序卡machining operation sheet; 工艺过程设计process planning;; 工艺路线process route; 工艺过程卡process sheet; 产品规格product specification; 产品用途product use; 产品责任product liability; 生产线production line; 生产进度计划production schedule; 生产率productivity; 批量生产batch production; 第4章 切削加工零件结构工艺性切削cutting; 加工加工 machining; machining; 工件工件 workpiece; 零件part; part; 毛坯毛坯 rough; 工艺性能工艺性能 processing property; 装配结构的合理性装配结构的合理性 rationality of assembly structure; 零件结构合理性零件结构合理性 rationality of detail structure; 标准化标准化 standardization; 第5章 先进制造技术先进制造技术Advanced Manufacturing Technology; 信息技术information Technology; 产品产品 product; 设计设计 design ;加工machining; 检测check; 管理manage; 销售sell; 使用use; 服务serve; 回收回收 reclaim; 计算机集成制造系统Computer Integrated Manufacturing System(CIMS ); 智能制造系统Intelligent Manufacturing System (IMS); 精密工程精密工程 precise engineering; 成组技术group technology; 方式(法)methodology; 柔性制造系统Flexible Manufacturing System (FMS ); 数控机床numerically controlled machine tool; 加工中心Machining Center(MC); 计算机数字控制computerized numerical control (CNC); 自动换刀装置automatic tool changer(A TC); 直接数字控制Direct numerical control(DNC); 分布式数字控制Distributed numerical control(DNC); 群控DNC; 单机自动化stand-alone automatization ; 自动机床Automatic machine; 组合机床 combination machine; 组合机床专用机床special machine; NC钻床NC drilling machine ; NC磨床NC grinding machine ; NC车床NC lathe ; 卧式加工制造中心horizontal machine center; 立式加工制造中心 vertical machine center; 立式加工制造中心车间shop floor;库存inventory;工艺process;分类classification;编码系统coding system;零件外型part configuration;工艺规划process planning;单元式制造cellular manufacturing; 小车维修站Cart maintenance station; 零件清洗站Parts wash station; 装卸站Unload station; 回收系统Recovery system;小车转弯站 Cart turnaround station;小车转弯站集成化integration ;协调tradeoff;成族零件family-of-part;换刀装置Tool changer;机床控制装置machine control unit; 组装线 Assembly line; 组装线第6章先进制造运行模式先进制造运行模式Advanced Manufacturing Operation Model; 计算机集成制造系统Computer Integrated Manufacturing Systems (CIMS); 精益生产(LP亦称精良生产)Lean Production; 敏捷制造Agile Manufacturing(AM); 绿色制造Green Manufacturing; 计算机辅助设计Computer Aided Design(CAD); 计算机辅助制造Computer Aided Manufacturing(CAM); 计算机辅助工艺过程设计Computer Aided process planning(CAPP); 物料需求计划Material Requirements Planning(MRP); 计算机辅助教育Computer Aided Education (CAE); 虚拟制造Virtual Manufacturing(VM); 并行工程Concurrent Engineering (CE); 面向装配的设计 Design For Assembly(DFA); 面向装配的设计面向制造的设计 Design For Manufacturing(DFM); 面向制造的设计第7章特种加工特种加工(NTM)Nontraditional Manufacturing; 一、电火花加工电火花加工spark-erosion machining; 电火花线切割加工 electrical discharge wire – cutting; 电火花线切割加工电火花穿孔spark-erosion drilling; 电火花雕刻spark-erosion carving; 二、电解加工电解加工Electrolytic machining; 三、超声波加工超声波加工 Ultrasonic machining; 超声波加工变幅杆Transducer nose ; 铜垫圈Copper washer; 放大刀具夹持器Amplifying tool holder ; 超声波振动Ultrasonic vibration; 银钎焊Sliver braze; 仿形刀具 Shaped tool; 仿形刀具蜡焊缝Wax weld ; 支持材料Backup material; 磨料悬浮液Abrasive slurry; 吸入管Suction line ; 四、激光加工激光加工Laser processing; 激光束加工Laser beam machining ; 激光切割 laser cutting ; 激光切割激光打孔 laser drilling; 激光打孔激光焊接 laser welding; 激光焊接。
第三节孔加工与外圆表面加工相比,孔加工的条件要差得多,加工孔要比加工外圆困难。
这是因为:(1)孔加工所用刀具的尺寸受被加工孔尺寸的限制,刚性差,容易产生弯曲变形和振动;(2)用定尺寸刀具加工孔时,孔加工的尺寸往往直接取决于刀具的相应尺寸,刀具的制造误差和磨损将直接影响孔的加工精度;(3)加工孔时,切削区在工件内部,排屑及散热条件差,加工精度和表面质量都不易控制。
一、钻孔与扩孔1.钻孔钻孔是在实心材料上加工孔的第一个工序,钻孔直径一般小于。
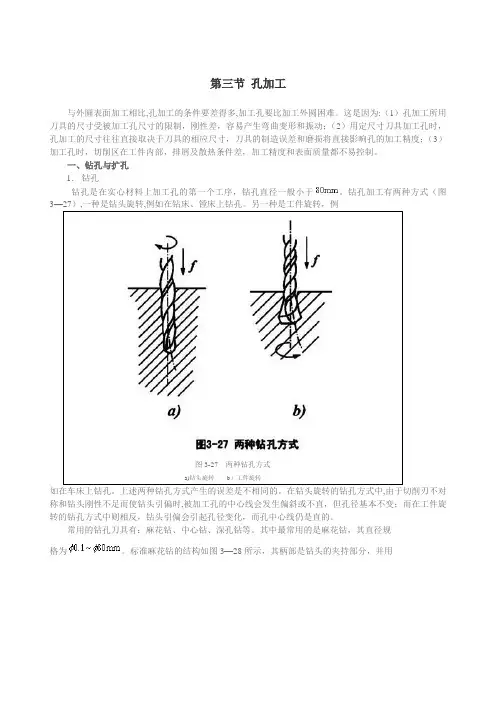
钻孔加工有两种方式(图3—27),一种是钻头旋转,例如在钻床、镗床上钻孔。
另一种是工件旋转,例图3-27 两种钻孔方式a)钻头旋转b)工件旋转如在车床上钻孔。
上述两种钻孔方式产生的误差是不相同的。
在钻头旋转的钻孔方式中,由于切削刃不对称和钻头刚性不足而使钻头引偏时,被加工孔的中心线会发生偏斜或不直,但孔径基本不变;而在工件旋转的钻孔方式中则相反,钻头引偏会引起孔径变化,而孔中心线仍是直的。
常用的钻孔刀具有:麻花钻、中心钻、深孔钻等。
其中最常用的是麻花钻,其直径规格为。
标准麻花钻的结构如图3—28所示,其柄部是钻头的夹持部分,并用图3-28 标准麻花钻的结构a)锥柄b)直柄来传递扭矩;钻头柄部有直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部供制造时磨削柄部退砂轮用,也是钻头打标记的地方,为制造方便直柄麻花钻一般不设颈部。
工作部分包括切削部分和导向部分,切削部分担负着主要切削工作,钻头有两条主切削刃,两条副切削刃和一条横刃,如图3图3-29 麻花钻的切削部分部分顶端的锥曲面为后刀面;刃带为副后刀面;横刃是两主后刀面的交线.对称的两主切削刃和两副切削刃可视为一正一反安装的两把外圆车刀.如图中虚线所示.导向部分有两条对称的螺旋槽和刃带,螺旋槽用来形成切削刃和前角,并起排屑和输送冷却液作用;刃带起导向和修光孔壁的作用;刃带有很小的倒锥,由切削部分向柄部每长度上直径减小,以减小钻头与孔壁的摩擦。
简述孔加工的方法和过程作者:孙浩来源:《科学与财富》2017年第36期摘要:内孔表面是组成机械零件的重要表面之一,在机械零件中,带孔零件一般要占零件总数的50%~ 80% 。
孔的种类也是多种多样的,有圆柱形孔、圆锥形孔、螺纹形孔和成形孔等。
常见的圆柱形孔又有一般孔和深孔之别,深孔很难加工。
本文仅就目前一般常见的孔加工和深孔加工的方法进行综述。
关键词:孔加工;加工方法;插补铣削;深孔钻一、一般孔加工随着刀具技术、机床技术的发展及U G等加工软件中固定路径编程功能的实现,螺旋插补铣削(即螺旋铣削)、圆周插补铣削和插铣(即Z 轴铣削)逐步成为加工大直径孔和凹腔的有效选择,对于此类孔的加工,钻削并非是最佳的加工方式。
以下介绍3种效率较高的孔加工方法:(1)螺旋插补铣削:用铣刀斜向铣入工件毛坯或已加工出的预孔,然后在X /Y向圆周运动的同时沿Z轴螺旋向下铣削,以实现扩孔加工。
(2)圆周插补铣削:铣刀围绕已加工预孔的外径或内径以全齿深进行走刀铣削,以实现扩孔加工。
(3)插铣(或Z 轴铣削):通过沿着工件的肩壁逐次进行插切,在粗铣出凹腔的同时加工(钻削)出一个新的孔。
为了钻削一个大直径孔,传统的加工方式是首先用一个较小直径的钻头钻孔,然后逐次换用更大直径的钻头以扩大孔径,所以必须购置所需要的各种钻头,并且花费额外的时间更换钻头。
而螺旋和圆周插补铣削能够利用有限的机床功率加工出原普通钻头或可转位钻头无法加工的大直径孔,采用一把铣刀同时在X、Y、Z三轴方向进行螺旋斜坡铣削,可以直接在无预孔的毛坯上加工出所需要的孔径尺寸,只要切削用量及工艺设计得当,高效铣刀能够加工出圆度在0. 013 mm以内并具有良好表面粗糙度的孔。
1. 螺旋插补铣削大多数现代数控机床都有用于螺旋插补加工的固定循环。
在三轴加工机床中,这种固定循环可以完成X、Y、Z三个轴的快速编程。
并且, CAM软件程序中甚至包括了插补加工所需要的更复杂算法,很容易生成螺旋刀位轨迹或圆周刀位轨迹。