赵凯降低薄板烘丝机干头干尾量3
- 格式:ppt
- 大小:1.88 MB
- 文档页数:42


浅析薄板烘丝机入口端堆积物料的消除方法作者:张兴麟朱斌健龚朝伟穆林松吴炜来源:《中国科技博览》2019年第03期[摘要]薄板烘丝机入口端进料罩处有少量物料堆积,由于烘丝机内部温度较高,操作工无法及时进入烘丝机内部清理。
烟丝长时间堆积于滚筒长时间受热含水率变低甚至碳化,正常生产时该部分烟丝零星混入主流烟丝中影响正常烟丝质量。
通过对原因进行查找分析,发现进料罩面板处存在弧形台形成烟丝堆积空间。
通过对进料罩弧形台处安装导向板,消除弧形台,消除薄板烘丝机入口端物料堆积现象。
[关键词]薄板烘丝机;进料罩;物料堆积;混牌;烟丝碳化中图分类号:TS431 文献标识码:A 文章编号:1009-914X(2019)03-0155-01滚筒烘丝机是烟草企业制丝生产线上的关键设备之一,主要以蒸汽为加热源,采用复合干燥技术,通过传导、辐射、强制对流(热风)三种加热方式,使烟丝快速加热方式,使烟丝快速加热烘干[1]。
烟丝在滚筒内的滞留时间直接影响烟丝的干燥时间,以及物料与筒壁及工艺介质间的热质传递过程,从而会影响烟丝干燥效果[2]。
烘丝机进料罩存在弧形台,留有烟丝堆积空间。
堆积烟丝长时间滞留于滚筒内,会造成水分过低。
长时间堆积后的烟丝混入正常烟丝中无法剔除,影响烟丝的感官质量、化学成分及物理质量的稳定性。
卷烟工艺规范中写到:批次生产开始、结束时,烘丝机出口水分设定值±2.5%以外的即为干头干尾[3]。
干头干尾经过后序加工造碎率较高,会降低出丝率,增加烟丝的含末率和烟丝损耗,增大烟支吸阻,影响卷烟感官质量[4]。
同时,烘丝机内部温度较高,批次换牌时无法进入清除此部分烟丝,进入下一批次则会造成零星混牌的质量问题。
1、原因分析薄板式烘丝机主要由进料罩、筒体、机架、出料罩、热风管道、蒸汽管路系统、排潮管道、加热系统、气路系统、支架等几部分组成。
烟丝由烘丝机前室进入筒内,由于烘筒轴线从前室到后室与水平面成1.5°~2°倾角。

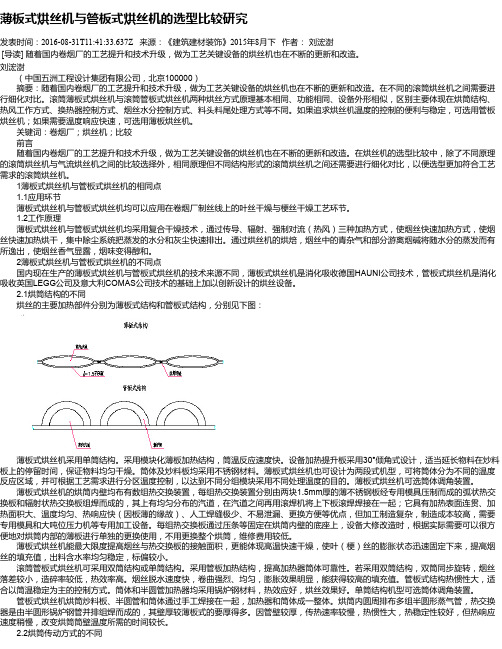
薄板式烘丝机与管板式烘丝机的选型比较研究发表时间:2016-08-31T11:41:33.637Z 来源:《建筑建材装饰》2015年8月下作者:刘浤澍[导读] 随着国内卷烟厂的工艺提升和技术升级,做为工艺关键设备的烘丝机也在不断的更新和改造。
刘浤澍(中国五洲工程设计集团有限公司,北京100000)摘要:随着国内卷烟厂的工艺提升和技术升级,做为工艺关键设备的烘丝机也在不断的更新和改造。
在不同的滚筒烘丝机之间需要进行细化对比。
滚筒薄板式烘丝机与滚筒管板式烘丝机两种烘丝方式原理基本相同、功能相同、设备外形相似,区别主要体现在烘筒结构、热风工作方式、换热器控制方式、烟丝水分控制方式、料头料尾处理方式等不同。
如果追求烘丝机温度的控制的便利与稳定,可选用管板烘丝机;如果需要温度响应快速,可选用薄板烘丝机。
关键词:卷烟厂;烘丝机;比较前言随着国内卷烟厂的工艺提升和技术升级,做为工艺关键设备的烘丝机也在不断的更新和改造。
在烘丝机的选型比较中,除了不同原理的滚筒烘丝机与气流烘丝机之间的比较选择外,相同原理但不同结构形式的滚筒烘丝机之间还需要进行细化对比,以便选型更加符合工艺需求的滚筒烘丝机。
1薄板式烘丝机与管板式烘丝机的相同点1.1应用环节薄板式烘丝机与管板式烘丝机均可以应用在卷烟厂制丝线上的叶丝干燥与梗丝干燥工艺环节。
1.2工作原理薄板式烘丝机与管板式烘丝机均采用复合干燥技术,通过传导、辐射、强制对流(热风)三种加热方式,使烟丝快速加热方式,使烟丝快速加热烘干,集中除尘系统把蒸发的水分和灰尘快速排出。
通过烘丝机的烘焙,烟丝中的青杂气和部分游离烟碱将随水分的蒸发而有所逸出,使烟丝香气显露,烟味变得醇和。
2薄板式烘丝机与管板式烘丝机的不同点国内现在生产的薄板式烘丝机与管板式烘丝机的技术来源不同,薄板式烘丝机是消化吸收德国HAUNI公司技术,管板式烘丝机是消化吸收英国LEGG公司及意大利COMAS公司技术的基础上加以创新设计的烘丝设备。
改进SH625型薄板烘丝机控制模式降低干头干尾量摘要:目前薄板烘丝机在烟草企业普遍应用,随着企业对生产过程控制精度要求的提高,此类烘丝机干头干尾量偏大的问题日益显现,对稳定产品质量和降低消耗产生了不利的影响。
为此,有必要采取措施尽可能地降低烘丝过程中产生的干头干尾量。
关键词:薄板烘丝机;控制模式;干头干尾;降耗一、SH625型烘丝机的工作原理及控制模式分析(一)SH625型烘丝机的工作原理及运行状态。
物料在烘丝滚筒中向前运行时,蒸气经管路系统至旋转接头后进人烘丝筒内的簿板夹层中,不断地给烟丝间接加热;同时热空气从前室进入烘筒内,与物料进行热交换,同时,带走烟丝散发出来的水蒸气,以加快干燥,确保物料干燥均匀。
烘丝过程中产生的湿热空气和粉尘由风机抽到除尘器中经除尘后排放。
设备启动后,滚筒需先经过20-30min的预热;当烘丝前电子称流量信号输入时,则自动转到启动状态;在连续供丝的情况下(称重带应供给连续均匀的烟丝),此状态持续一定时间后,系统转入生产状态,在运行过程中,若烘丝前电子称无流量信号后,系统则自动转入快速倒料状态;倒料完毕后,系统进入预热状态;当新一批物料及出口含水率正常后,系统又重新起动转入生产状态。
因此,可以把上述状态概括地分为空料状态(基本状态、压力建立状态、预热状态、冷却状态)和有料状态(启动状态、生产状态、高速倒料状态、重新启动状态)两大类。
SH625型烘丝机的工作原理见图一。
(二)SH625烘丝机的主要控制模式。
1.滚筒转速控制滚筒转速分为慢速20HZ(6rpm)、中速30HZ(9rpm)和高速35HZ(13rpm)3种。
空料状态时为慢速,有料状态时为中速,倒料状态时为高速,滚筒电机采用变频器控制。
2.烘丝机入口HT蒸气压力控制。
在实际生产过程中,HT采用单回路PID控制蒸气压力。
HT蒸气压力会影响烟丝的膨胀效果及烟丝的含水率。
3.滚筒蒸气压力控制。
影响烘丝机出口烟丝含水率的主要因素是蒸气压力的波动以及入口烟丝流量和含水率的变化。
烟叶切丝工题库知识点(题库版)1、单选HT回潮设备盖板应能在()以内任一位置停住。
A、40°B、50°C、60°D、70°正确答案:C2、填空题制丝工艺规程的制订应本着“()”的原则,从而生(江南博哥)产出符合卷烟工艺要求的高质量的烟丝。
正确答案:先进、合理、可行3、单选经文氏管式膨胀机处理后的梗丝含水率指标为()%。
A、25~27B、27~32C、32~36D、36~40正确答案:D4、填空题切丝机刀门与刀片刃口的间隙太大会(),调整金刚石或更换新刀门可解决。
正确答案:切丝跑片5、单选下列选项中,()不是液压系统压力不足的原因。
A、油泵出油压力不足或没有压力B、阀类元件出现故障或管路或管道被污物堵塞C、密封件损坏或磨损过多D、油冷却器太脏正确答案:C6、填空题在烘丝过程中干头干尾每批次不超过()。
正确答案:0.6%7、问答题简述KTC80切丝机压实器频率、行程的改变对切丝质量的影响。
正确答案:压实器频率、行程大,易造成烟叶密度大,容易出现烟丝粘连,反之容易造成切丝跑片。
8、问答题简述梗丝膨胀塔的工作原理。
正确答案:<p>1、梗丝经超级回潮筒高温高湿处理后,经输送带,落料器送到全封闭的振槽内,随后被送至梗丝膨胀系统的引射区。
<br />2、引射区产生一种负压作用力,快速将梗丝送至膨胀区内。
<br />3、膨胀区内的循环热风气流温度可达160~180℃,梗丝进入膨胀区内在循环热风气流作用下通过膨胀塔。
<br />4、梗丝被迅速加热,组织内水分快速发,组织内蒸汽压迅速增加迫使组织扩张,起到梗丝膨胀效果。
如果梗丝在第I塔就达到膨胀的作用,其余两塔起干燥定型和缓冲作用。
</p>9、问答题简述烟叶来料水份偏差对切丝质量的影响。
正确答案:烟叶来料水份偏差对切丝质量有着很大的影响,来料水份过大会造成切后烟丝的色泽变深、产生烟丝粘连直接影响烘丝后的烟丝水分均匀性。
降低薄板烘丝机干头干尾重量作者:沈科来源:《科学与财富》2012年第01期摘要:薄板烘丝机采用传导干燥与气流干燥相结合的加热方式来去除烟丝的部分水分,使膨胀后的烟丝快速加热、烘干、定型,同时改善和提高烟丝的感官质量,提高叶丝填充能力和耐加工性,以满足后续加工要求。
但是烘丝机在每批次生产过程中会出现大量的“干头干尾”烟丝,由于含水率非常低,在后续加工过程中极易产生造碎,降低了烟叶出丝率,致使卷烟单箱消耗增加。
通过前期测试与实验,对烘丝机的设备结构进行局部改善并优化控制程序,每批次生产时所产生“干头干尾”重量明显减少,在保证产品内在品质的同时还大大提高出丝率。
关键词:制丝线;烘丝机;干头干尾前言:目前烟草行业常见在线膨胀系统主要由加温加湿机和烘丝机构成,我们厂制丝3000线采用的就是由HT和薄板烘丝机组成在线膨胀系统。
其主要作用是提高烟丝的填充能力、燃烧性,降低焦油含量、去除杂气,达到改善卷烟内外在质量的目的。
由于生成过程中烟丝流量不均衡性以及电气控制系统滞后性,导致生产过程在中产生大量“干头干尾”。
近几年来行业内积极响应国家局号召,坚决贯彻国家局提出“卷烟上水平”重大战略策略,新工艺、新技术,越来越受到国内卷烟生产企业重视和欢迎,如何降低烘丝机的“干头干尾”重量,降低烟丝损耗,提高出丝率,已成为个国内各卷烟生产企业重点攻关的课题。
一、现状目前制丝3000线使用是SH612A型顺流式薄板烘丝机,烘丝机当前工作模式采用热风温度、风量恒定,改变烘筒温度方式,在提高烘后烟丝的品质同时使烟丝含水率符合工艺要求。
当前制丝一区主要生产卷烟牌号比较固定,且均采用分组加工模式进行生产。
我们针对其中一个卷烟牌号叶丝进行测试,分析产生“干头干尾”现象主要原因。
(1)料头状态下叶丝流量过低料头状态下,烟丝进入烘丝机流量由HT前核子称控制。
在生产开始阶段,叶丝流量缓慢递增,来料稀疏不均匀,当叶丝进入滚筒后,筒壁高温使叶丝迅速干燥脱水形成干头。