激光快速成形技术的应用_PPT幻灯片
- 格式:ppt
- 大小:2.07 MB
- 文档页数:15

型芯、型腔和模具需要不断地维护保养,以便获得较高的出模效率。
越来越多的模具制造商和塑料件生产商乐意选择具有灵活性和技术型的服务商。
Erwin Gottschall先生于1995创建LPT公司,他很早就认识到了激光技术的深远意义,也知道模具企业一般不愿接受激光熔化(Laser Melting)技术。
这首先是因为使用此种技术需要专门的知识,另外,对一般的模具制造商来说,也很难获得理想的应用效果。
而LPT正好填补了市场上的这一空白。
LPT拥有12个分公司和一个在德国Schleiz的激光金属快速成型技术中心,其零件加工能力已达5吨,客户超过2000家。
通过提供客户导向的顾问服务,Erwin Gottschall成了这一领域的专家。
“在某些情况下,如果传统工艺方法更有效,我们会推荐客户使用传统工艺方法。
而如果我们的焊接方法具有优势,我们就会使用焊接的方法。
当遇到随型冷却的情况时,我们会向客户推荐Concept Laser 公司的LaserCUSING激光成型技术。
我们的目标是向客户提供既能满足要求又经济的服务。
”Gottschall说。
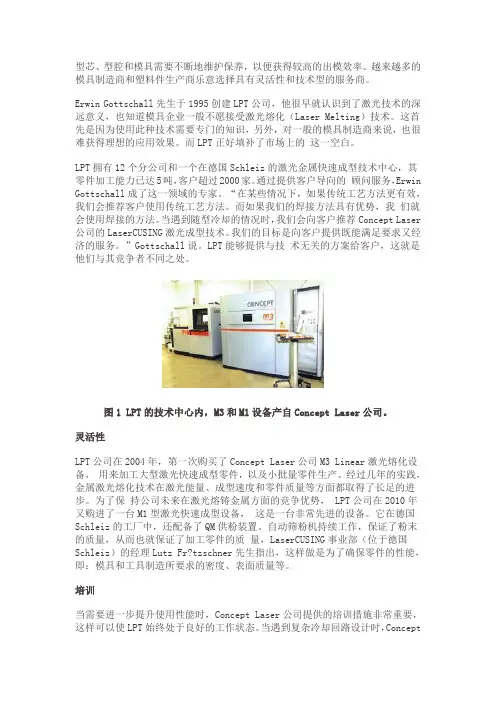
LPT能够提供与技术无关的方案给客户,这就是他们与其竞争者不同之处。
图1 LPT的技术中心内,M3和M1设备产自Concept Laser公司。
灵活性LPT公司在2004年,第一次购买了Concept Laser公司M3 Linear激光熔化设备,用来加工大型激光快速成型零件,以及小批量零件生产。
经过几年的实践,金属激光熔化技术在激光能量、成型速度和零件质量等方面都取得了长足的进步。
为了保持公司未来在激光熔铸金属方面的竞争优势, LPT公司在2010年又购进了一台M1型激光快速成型设备,这是一台非常先进的设备。
它在德国Schleiz的工厂中,还配备了QM供粉装置。
自动筛粉机持续工作,保证了粉末的质量,从而也就保证了加工零件的质量,LaserCUSING事业部(位于德国Schleiz)的经理Lutz Fr?tzschner先生指出,这样做是为了确保零件的性能,即:模具和工具制造所要求的密度、表面质量等。

激光迅速成形技术最新展开及应用前言激光迅速成形(LaserRapidPrototyping:LRP是将CAD、CAM、CNC、激光、精美伺服驱动和新资料等先进技术集成的一种崭新制造技术。
与传统制造方法对比拥有:原型的复制性、交换性高;制造工艺与制造原型的几何形状没关;加工周期短、本钱低,一般制造花费降低50%,加工周期缩短70%以上;高度技术集成,实现设计制造一体化。
近期展开的LRP主要有:立体光造型(SLA技术;选择性激光烧结(SLS技术;激光熔覆成形(LCF技术;激光近形(LENS技术;激光薄片叠层制造(LOM技术;激光引发热应力成形(LF技术及三维印刷技术等。
激光迅速成形最新技术立体光造型(SLA技术SLA技术又称光固化迅速成形技术,其原理是计算机控制激光束对光敏树脂为原料的表面进行逐点扫描,被扫描地区的树脂薄层(约十分之几毫米产生光聚合反应而固化,形成部件的一个薄层。
工作台下移一个层厚的距离,以便固化好的树脂表面再敷上一层新的液态树脂,进行下一层的扫描加工,这样频频,直到整个原型制造完成。
因为光聚合反应是鉴于光的作用而不是鉴于热的作用,故在工作时只要功率较低的激光源。
别的,因为没有热扩散,加上链式反应能够很好地控制,能保证聚合反应不发生在激光点以外,因此加工精度高,表面质量好,原资料的利用率靠近100%,能制造形状复杂、精美的部件,效率高。
关于尺寸较大的部件,那么可采纳先分块成形而后粘接的方法进行制作。
美国、日本、德国、比利时等都投入了大批的人力、物力研究该技术,其实不停有新产品问世。
我国西安交通大学也研制成功了立体光造型机LPS600A。
当前,全球有10多家工厂生产该产品。
选择性激光烧结(SLS技术SLS技术与SLA技术很相像,不过用粉末原料取代了液态光聚合物,并以必定的扫描速度和能量作用于粉末资料。
该技术拥有原资料选择宽泛、剩余资料易于清理、应用范围广等长处,合用于原型及功能部件的制造。