管道弯管加工记录(最新)
- 格式:xlsx
- 大小:11.79 KB
- 文档页数:1
弯管制作工艺范文一、引言弯管是工业生产中常见的一种加工工艺,主要用于制作各种形状复杂的管道连接部件。
弯管的制作工艺包括材料选择、弯管类型选择、弯管加工方式选择等。
本文将详细介绍弯管制作工艺的各个环节。
二、材料选择弯管的制作涉及到材料的选择。
在选择材料时需要考虑以下几个因素:1.材料的耐热性:弯管可能在高温环境下使用,所以需要选择能够耐受高温的材料,如不锈钢、铜等。
2.材料的可弯曲性:不同材料的可弯曲性不同,需要选择易于弯曲的材料,以提高工艺效率。
3.材料的耐腐蚀性:弯管可能会接触到腐蚀性介质,需要选择能够抵御腐蚀的材料。
4.材料的成本:材料的选择还需要考虑成本因素,以保证制作成本的控制。
三、弯管类型选择根据不同的使用需求,弯管可以分为多种类型,如弯头、弯肘、弯管接头等。
选择合适的弯管类型是制作成功的关键。
1.弯头:用于改变管道方向,使流体流向发生改变。
2.弯肘:用于改变管道方向,弯肘可分为不同角度的弯肘,常见的有45度弯肘和90度弯肘。
3.弯管接头:用于管道连接,将两端管道连接在一起。
四、弯管加工方式选择弯管的加工方式通常有以下几种:1.冷弯:在常温下进行弯管加工,适用于柔性材料的弯管制作。
常用的冷弯方式有手工冲压、机械弯曲等。
2.热弯:将管材加热至一定温度后进行弯管加工,适用于硬质材料的弯管制作。
常用的热弯方式有火焰加热、电阻加热等。
五、弯管制作流程1.准备工作:选择合适的材料、弯管类型和加工方式。
2.制作模具:根据所选材料和弯管类型,制作适合的模具。
3.加热(热弯方式适用):对于使用热弯方式的弯管制作,先将管材加热至一定温度。
4.冷却:如果使用热弯方式制作,需要等待弯管冷却至室温。
5.弯管加工:将管材放入模具中,使用力量使其弯曲成所需的形状。
6.检查和修正:检查弯管的质量和形状是否符合要求,如需要修正可进行修正操作。
7.抛光和清洁:对于表面需要抛光的弯管,进行抛光和清洁工作。
六、结论。
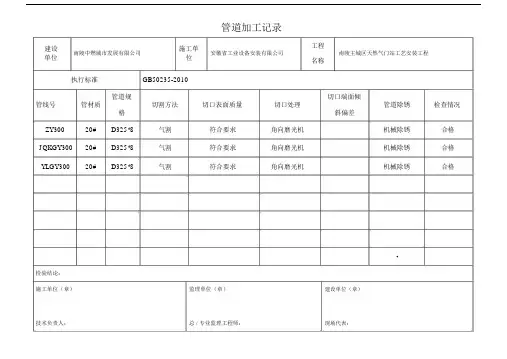
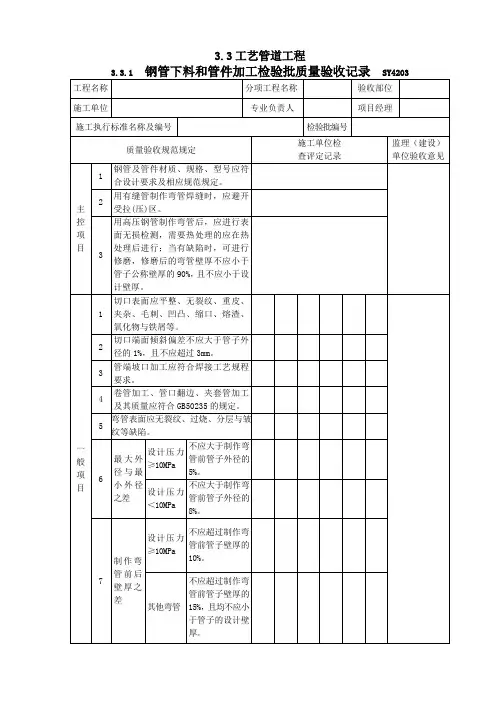
管道加工记录建设施工单工程南陵中燃城市发展有限公司安徽省工业设备安装有限公司南陵主城区天然气门站工艺安装工程单位位名称执行标准GB50235-2010管道规切口端面倾管线号管材质切割方法切口表面质量切口处理管道除锈检查情况格斜偏差ZY300 20# D325*8 气割符合要求角向磨光机机械除锈合格JQKGY300 20# D325*8 气割符合要求角向磨光机机械除锈合格YLGY300 20# D325*8 气割符合要求角向磨光机机械除锈合格·检验结论:施工单位(章)监理单位(章)建设单位(章)技术负责人:总 / 专业监理工程师:现场代表:年月日年月日年月日管道加工记录建设南陵中燃城市发展有限公施工单工程安徽省工业设备安装有限公司南陵主城区天然气CNG加气站工艺安装工程单位司位名称执行标准GB50235-2010管材管道规切口端面倾管线号切割方法切口表面质量切口处理管道除锈检查情况质格斜偏差M1 20# D89*5气割符合要求角向磨光机机械除锈合格D57*5D89*5M2 20# D57*5 气割符合要求角向磨光机机械除锈合格D159*6M3 20# D89*5气割符合要求角向磨光机机械除锈合格D159*6检验结论:施工单位(章)监理单位(章)建设单位(章)技术负责人:总 / 专业监理工程师:现场代表:年月日年月日年月日管道加工记录建设工程LG加气站工艺安装工程南陵中燃城市发展有限公司施工单位安徽省工业设备安装有限公司南陵主城区天然气单位名称执行标准GB50235-2010管道规切口端面倾管线号管材质切割方法切口表面质量切口处理管道除锈检查情况格斜偏差101 06Cr19ND57*4 气割符合要求角向磨光机酸洗合格i10103 06Cr19ND57*4 气割符合要求角向磨光机酸洗合格i10103-1 06Cr19N D57*4 气割符合要求角向磨光机酸洗合格i1006Cr19N103-2 D57*4 气割符合要求角向磨光机酸洗合格i1006Cr19N104 D76*4 气割符合要求角向磨光机酸洗合格i1006Cr19N301 D57*4 气割符合要求角向磨光机酸洗合格i10601 20#D57*4 气割符合要求角向磨光机机械除锈合格检验结论:施工单位(章)监理单位(章)建设单位(章)技术负责人:总 / 专业监理工程师:现场代表:年月日年月日年月日。
弯管加工:弯管加工过程中需要注意的步骤弯管加工是一个非常重要的加工过程,用于将管道弯曲成所需的形状和角度。
在进行弯管加工时,需要注意以下步骤,以确保弯管的质量和精度。
步骤一:准备工作在开始处理管道之前,必须确保它们是干净和干燥的,没有油脂或其他不洁物质附着其上。
这可以通过清洁或使用化学清洗剂来进行。
然后,需要选择适当的弯管工具,并准备正确的安装和夹紧方式。
此外,您应该测量管道的长度和直径,并确定所需的弯曲角度。
步骤二:选择合适的弯管工具选择合适的弯管工具是一个极其重要的决定,因为它会直接影响到弯管的精度和质量。
在选择工具时,需要考虑以下因素:•几何形状:不同的弯管工具可以用于制造不同形状和弯曲半径的弯管。
•管道类型:根据所使用的管道材料和壁厚,选择合适的弯管工具。
•应用场景:根据弯管用途以及所需的精度和质量要求选择合适的弯管工具。
步骤三:制定弯管计划在开始弯管加工之前,需要根据所需要的弯管的要求制定一份弯管计划。
此计划应包括以下要素:•弯曲角度和方向:请选择正确的弯曲角度和方向。
错误的方向或角度会直接影响到弯管的精度和质量。
•弯管半径:使弯曲半径越小,实际弯道的外观就越好。
通常,在选择弯管工具时就需要考虑弯管半径的大小。
•弯管长度:为了确保弯管的质量和精度,需要精确测量和控制弯管的长度。
步骤四:进行弯管加工在进行弯管加工时,需要注意以下步骤:•管道夹紧:将管道夹在弯管工具上,并确保正确的夹紧力度。
•弯曲加工:根据约定的弯曲角度和半径进行弯曲加工。
精度和质量至关重要,因此在整个弯管过程中都需要关注工作材料的位移,以获得精确的控制。
•检查和调整:弯管加工完成后,必须检查其外观和精度,以确保它们符合要求。
步骤五:质量控制为了确保弯管加工的质量,需要采取以下措施:•测量:与弯管设计计划相比较,使用测量工具测量弯管的长度、内径和外径。
•光学检查:使用裸眼或灯光的方法来检查弯管的外观质量和精度。
•钴钨电机察:使用钴钨电机察工具来检测管道的形状,确保其在弯曲过程中没有拉伸或压缩。

j103 交工资料目录专业精品文档精品文档?可以编辑?值得下载1工程名称: 交工技术文件目录 SH3503,J103第 1 页共 1 页序号编码资料名称所在卷册工艺卷 1 封面J101A工艺卷 2 交工技术文件目录工艺卷分目录J103工艺卷 3 交工技术文件说明J104工艺卷 4 地基验槽(坑)记录(适用于地沟验收)J201工艺卷 5 隐蔽工程记录J115工艺卷 6 基础复测记录J203工艺卷 7 块体式设备基础允许偏差项目复测记录J204工艺卷 8 焊条烘干与恒温存放记录工艺卷 9 焊条发放与回收记录工艺卷 10 管线焊接及焊缝外观质量检查记录工艺卷 11 钢结构安装记录(不承载设备及不再设备上安装结构)J211 工艺卷 12 钢桁架安装记录(过路桥架)J213工艺卷 13 钢网架安装记录(厂房顶)J214工艺卷 14 防火层施工检查记录(施工单位做)J219工艺卷 15 材料生产厂家资质、许可证(材料厂家提供)工艺卷 16 材料效验报告(材料厂家提供)精品文档?可以编辑?值得下载专业精品文档精品文档?可以编辑?值得下载1工艺卷 17 合格证沾贴单工艺卷 18 材料质量证明书(材料厂家提供)工艺卷 19 压力管道元件及焊接材料材质审查记录(滨州)工艺卷 20 焊接工艺评定工艺卷 21 焊接工艺规程卡工艺卷 22 阀门试验记录J401工艺卷 23 管道补偿器安装记录J402工艺卷 24 管道组成件校验性检查记录(同效验报告,有一项可)J403 工艺卷 25 级管道管螺纹、密封面加工记录(可不做)J404 SHA工艺卷 26 高压、级管道弯管加工记录(可不做)J405 SHA工艺卷 27 管道静电接地测试记录J406工艺卷 28 水压试压方案工艺卷 29 管道系统安装检查与压力试验记录J407工艺卷 30 吹扫、气密方案工程名称:交工技术文件目录 SH3503,J102第页共页序号编码资料名称所在卷册精品文档?可以编辑?值得下载专业精品文档精品文档?可以编辑?值得下载1工艺卷 31 管道系统泄漏性真空试验记录J408 /工艺卷 32 管道吹洗、清洗(脱脂)记录J409工艺卷 33 给排水压力管道强度及严密性试验记录(要求时做)J410 工艺卷 34 给排水无压力管道严密性试验记录(要求时做)J411工艺卷 35 压力管道安装汇总表(根据技术监督局要求)工艺卷 36 管道特性表(滨州根据技术监督局要求)工艺卷 37 竣工图纸38394041424344454647484950精品文档?可以编辑?值得下载专业精品文档精品文档?可以编辑?值得下载151525354555657585960说明:1、在装订资料时,综合卷中总目录包含综合卷分目录、工艺卷分目录、设备卷等卷分目录,并且要标明在哪卷哪册; 2、在每一卷的第一册还包含该卷分目录; 3、每一册资料必须有本册资料分目录,方便检索;精品文档?可以编辑?值得下载。



3 工业金属管道工程施工基本规定3.1 一般规定3.1.1 承担工业金属管道工程的施工单位应取得相应的施工资质,并应在资质许可范围内从事相应的管道施工。
检验单位应取得相应的检验资质,且应在资质许可范围内从事相应的管道工程检验工作。
3.1.2 施工单位应建立管道施工现场的质量管理体系,并应具有健全的质量管理制度和相应的施工技术标准。
3.1.3 参加工业金属管道施工的人员和施工质量检查、检验的人员应具备相应的资格。
3.1.4 工业金属管道施工前应具备下列条件:1 工程设计图纸和相关技术文件应齐全,并已按规定程序进行设计交底和图纸会审。
2 施工组织设计或施工方案已经批准,并已进行技术和安全交底。
3 施工人员已按有关规定考核合格。
4 已办理工程开工文件。
5 用于管道施工的机械、工器具应安全可靠;计量器具应检定合格并在有效期内。
6 已制定相应的职业健康安全与环境保护应急预案。
3.1.5 压力管道施工前,施工单位应向管道安装工程所在地的质量技术监督部门办理书面告知,并应接受监督检验单位的监督检验。
3.1.6 工业金属管道施工应符合国家现行有关环境保护、安全技术和劳动保护等标准的规定。
3.2 分级3.2.1 工业金属压力管道应按国家现行标准《压力管道安全技术监察规程——工业管道》TSG D0001的有关规定划分为GC1、GC2和GC3。
3.2.2 除压力管道以外的其他管道,应按C类流体管道和D类流体管道分类。
3.2.3 当输送毒性危害程度或火灾危险性不同的混合介质时,应按其危害程度及其含量,并应由设计文件确定管道级别。
4 管道元件和材料的检验4.1 一般规定4.1.1 管道元件和材料应具有制造厂的产品质量证明文件,并应符合国家现行有关标准和设计文件的规定。
4.1.2 管道元件和材料在使用前应按国家现行有关标准和设计文件的规定核对其材质、规格、型号、数量和标识,并应进行外观质量和几何尺寸的检查验收,其结果应符合设计文件和相应产品标准的规定。
管工高级复习题(附参考答案)一、单选题(共23题,每题1分,共23分)1.热力管敷设时,水平管道变径是,宜采用()。
A、偏心异径管B、同心异径管正确答案:A2.为了改善焊接接头性能,消除粗晶组织及促使组织均匀等,常采用的热处理方式为()。
A、回火B、退火C、正火正确答案:C3.可燃气体管道安装放空阀时,其位置应在系统内最高处及管道的终端处,放空管的高度要比操作台高出4m,装置内主要放空管出口处,高出地面高度不能低于()m。
A、7B、1.5C、5D、2正确答案:A4.在设备安装工作中,无论什么机器或设备,都必须找水平或找垂直。
找水平常用的方法是()。
A、三点找平法B、两点找平法C、四点找平法D、均可以正确答案:A5.垫铁使用中,每组垫铁的块数不宜太多,一般不超过()块,以保证它有足够的刚性和稳定性。
A、3B、6C、5D、4正确答案:C6.常用的铬不锈钢有1Cr13、2Cr13和3Cr13等,统称()型不锈钢。
A、Cr11B、Cr12C、Cr13D、Cr14正确答案:C7.设备安装之前,由安装部门在基础的表面(除放垫铁的地方以外),铲出一些小坑,这一工作成为铲麻面。
铲麻面的质量要求是每100平方厘米内应有()个直径为10~20mm的小坑。
A、2-3B、5-6C、6-8D、3-4正确答案:B8.管道安装后,进行水压试验,试验压力不应小于()。
A、0.5MPaB、1.0MPaC、0.8MPaD、0.6MPa正确答案:D9.下列不属于特种设备的是?A、超重机械B、储罐C、压力容器D、压力管道正确答案:B10.制作一个高150mm,宽100mm,长200mm的T型管托,最少需用δ=8mm 钢板多少mm²?A、50000B、36800C、48400D、44928正确答案:C11.卷弯圆锥面时,只要调节上辊,使它与下辊中心线呈()位置。
B、平行C、倾斜D、对中正确答案:C12.一条管线需要作 2.5Mpa强度试验,试选用量程为多少Mpa的压力表较合适?A、4B、3C、5D、2.5正确答案:A13.重量较轻,底座面积小的设备找平时垫铁宜选择()垫法。