冷弯管加工检查记录表
- 格式:doc
- 大小:18.00 KB
- 文档页数:1

管道焊接检查记录日期:___年__月__日检查单位:_____________________被检查单位:_____________________检查人员:_____________________1.被检查管道基本信息管道编号:_____________________管道材质:_____________________管道规格:_____________________管道长度:_____________________2.检查内容2.1管道焊缝外观检查检查人员对管道焊缝进行外观检查,包括焊接接头、熔化区、焊道以及周围金属是否有裂纹、气孔、夹渣、不良变形等缺陷。
发现问题:_____________________处理措施:_____________________2.2管道焊缝尺寸检查检查人员使用合适的工具测量管道焊缝的尺寸,包括焊缝高度、焊缝宽度、焊缝缩口以及焊缝内外突起程度等。
发现问题:_____________________处理措施:_____________________2.3管道材质成分检测检查人员针对管道材质进行成分分析,包括化学成分及物理性能等,以验证管道材质是否符合相关标准要求。
材质成分分析结果:_____________________3.检查结果统计根据上述检查内容,对检查结果进行统计和归纳。
共检查管道数量:_____________________合格管道数量:_____________________不合格管道数量:_____________________不合格管道处理情况:_____________________4.检查结论根据检查结果,对管道焊接工艺及质量进行评价。
结论:_____________________5.检查意见和建议根据实际检查情况,对被检查单位提出相关意见和建议,以提高管道焊接质量。
意见和建议:_____________________6.检查人员签名:_____________________7.被检查单位签名:_____________________注:本检查记录仅为参考,可以根据具体检查情况进行适当调整。
精品文档
.
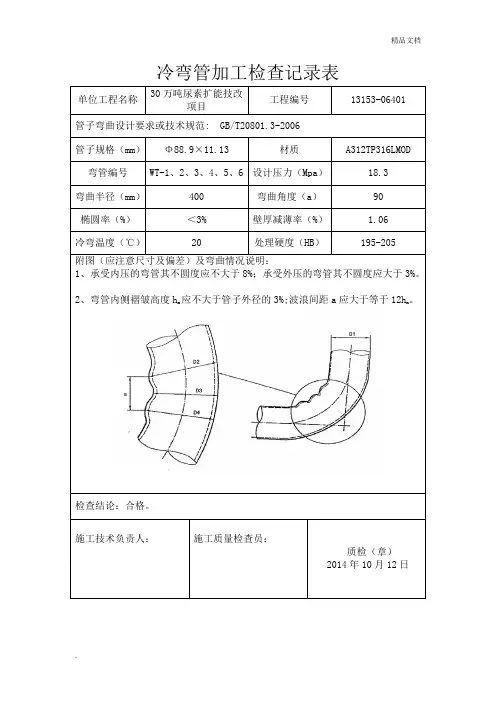
冷弯管加工检查记录表
单位工程名称
30万吨尿素扩能技改
项目
工程编号
13153-06401
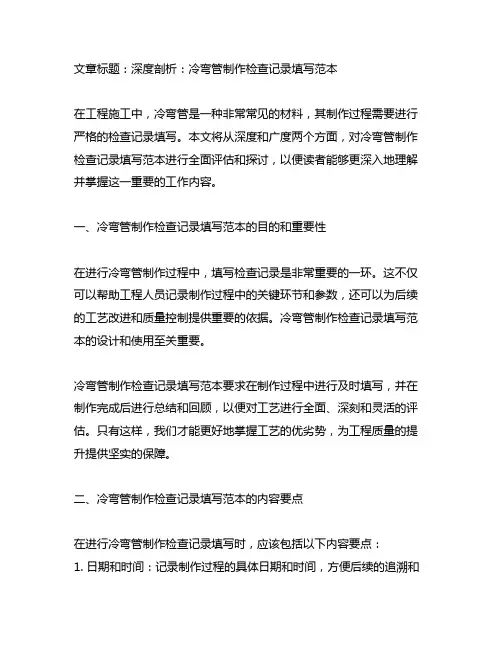
管子弯曲设计要求或技术规范: GB/T20801.3-2006 管子规格(mm ) Φ88.9×11.13
材质
A312TP316LMOD
弯管编号 WT-1、2、3、4、5、6 设计压力(Mpa )
18.3 弯曲半径(mm ) 400 弯曲角度(a ) 90 椭圆率(%) <3% 壁厚减薄率(%) 1.06 冷弯温度(℃)
20
处理硬度(HB )
195-205
附图(应注意尺寸及偏差)及弯曲情况说明:
1、承受内压的弯管其不圆度应不大于8%;承受外压的弯管其不圆度应大于3%。
2、弯管内侧褶皱高度h m 应不大于管子外径的3%;波浪间距a 应大于等于12h m 。
检查结论:合格。
施工技术负责人:
施工质量检查员:
质检(章) 2014年10月12日。
文章标题:深度剖析:冷弯管制作检查记录填写范本在工程施工中,冷弯管是一种非常常见的材料,其制作过程需要进行严格的检查记录填写。
本文将从深度和广度两个方面,对冷弯管制作检查记录填写范本进行全面评估和探讨,以便读者能够更深入地理解并掌握这一重要的工作内容。
一、冷弯管制作检查记录填写范本的目的和重要性在进行冷弯管制作过程中,填写检查记录是非常重要的一环。
这不仅可以帮助工程人员记录制作过程中的关键环节和参数,还可以为后续的工艺改进和质量控制提供重要的依据。
冷弯管制作检查记录填写范本的设计和使用至关重要。
冷弯管制作检查记录填写范本要求在制作过程中进行及时填写,并在制作完成后进行总结和回顾,以便对工艺进行全面、深刻和灵活的评估。
只有这样,我们才能更好地掌握工艺的优劣势,为工程质量的提升提供坚实的保障。
二、冷弯管制作检查记录填写范本的内容要点在进行冷弯管制作检查记录填写时,应该包括以下内容要点:1. 日期和时间:记录制作过程的具体日期和时间,方便后续的追溯和分析。
2. 制作人员信息:记录制作人员的尊称、职务等信息,方便责任的追究和工艺人员的管理。
3. 制作过程关键节点:记录制作过程中的关键环节和参数,如冷弯管的材料、尺寸、曲线度等重要信息。
4. 质量检查记录:记录对冷弯管制作过程中的质量检查情况,包括外观质量、尺寸偏差等内容。
5. 安全生产记录:记录制作过程中的安全生产情况,包括工艺操作是否符合安全规范等内容。
6. 总结和回顾:在制作完成后对整个制作过程进行总结和回顾,分析工艺的优缺点,为后续工艺改进提供参考。
三、个人观点和理解我认为,冷弯管制作检查记录填写范本是工程施工中非常重要的一环,其内容和填写方式直接关系到工程质量和安全生产。
在实际施工中,我们应该严格按照填写范本的要求进行填写,并在制作完成后及时进行总结和回顾,以便对工艺进行全面、深刻和灵活的评估。
只有这样,我们才能不断提升工艺水平,确保工程质量和安全生产。

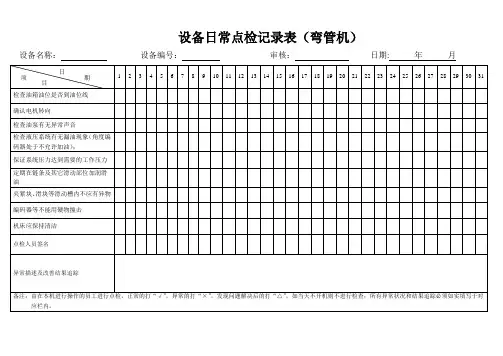
设备日常点检记录表(弯管机)
设备名称: 设备编号: 审核: 日期: 年 月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 检查油箱油位是否到油位线 确认电机转向
检查油泵有无异常声音
检查液压系统有无漏油现象(角度编码器处于不允许加油); 保证系统压力达到需要的工作压力 定期在链条及其它滑动部位加润滑油
夹紧块、滑块等滑动槽内不应有异物 编码器等不能用硬物撞击 机床应保持清洁
点检人员签名
异常描述及改善结果追踪
备注:由在本机进行操作的员工进行点检,正常的打“√”,异常的打“×”,发现问题解决后的打“△”,如当天不开机则不进行检查;所有异常状况和结果追踪必须如实填写于对
应栏内。
日 期
项
目。
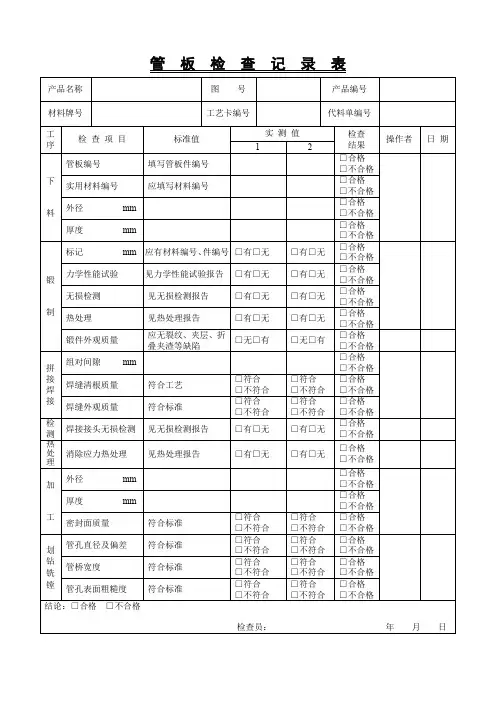
线03 冷弯管制作检查记录填写范本《冷弯管制作检查记录填写范本》一、引言在冷弯管制作过程中,必须进行严格的检查记录填写,以确保产品质量和安全。
本文将介绍冷弯管制作检查记录的填写范本,并探讨其重要性和操作方法。
二、冷弯管制作检查记录填写范本1. 产品基本信息- 产品名称:【线03 冷弯管】- 规格型号:【填写具体规格型号】- 下料材质:【填写具体下料材质】- 制作日期:【填写具体制作日期】2. 检查记录- 外观检查:【填写外观检查结果,如表面平整度、无明显裂纹等】 - 尺寸检查:【填写尺寸检查结果,如直径、长度等】- 弯曲度检查:【填写弯曲度检查结果,如符合标准要求等】- 化学成分检查:【填写化学成分检查结果,如符合相关标准要求等】 - 物理性能检查:【填写物理性能检查结果,如抗拉强度、硬度等】3. 填写人员信息- 检查人:【填写检查人尊称】- 填写日期:【填写填写日期】三、冷弯管制作检查记录填写方法1. 填写人员应了解冷弯管的制作工艺和相关标准要求,以确保检查记录的准确性和完整性。
2. 在填写过程中,应按照实际检查结果进行记录,不得造假或漏填。
3. 填写人员应认真核对填写内容,确保准确无误。
四、冷弯管制作检查记录填写范本的重要性冷弯管制作检查记录填写范本是质量管理的重要组成部分,它记录了每一道工序的检查结果,是产品质量的可视化展示,也是技术人员进行质量溯源和问题分析的重要依据。
只有严格按照填写范本进行记录,才能及时发现和解决制作过程中的质量问题,确保产品合格。
五、个人观点和总结冷弯管制作检查记录填写范本是冷弯管制作过程中不可或缺的一环,它不仅是对产品质量的监控,更是对工艺流程的规范和管理。
只有严格按照填写范本进行记录,才能确保产品质量和安全,提高企业的竞争力和信誉度。
冷弯管制作检查记录的填写范本对于产品质量和企业发展至关重要,希望相关制造企业能重视这一环节,不断完善和落实。
冷弯管制作检查记录填写范本不仅是质量管理的重要组成部分,同时也是企业信誉和品牌形象的体现。
表格编号:……水电站工程冷却水管埋设及通水检查记录表合同编号:DS/0448 单元工程编码:FGWK007 表单流水号:01说明及简图:本仓共埋设Ф32HDPE管280m,管口上引4根。
冷却水管长度计算公式:20+32+ (280)一、表格编辑说明:1、引用《关于印发<向家坝水电站二期工程混凝土施工检验表格>的通知》(向技术〔2009〕146号)。
2、曾在……水电站、向家坝水电站使用。
3、增加、删减、调整情况(1)在表格顶部增加了“集团公司标识”、“表格编号”。
(2)对表格外上方名称进行了调整,增加了“单元工程编码”、“监理人”项,“表”更改为“表单流水号”。
(3)表头增加了“单元工程量”、“施工时段”、“检查日期”、“桩号”栏。
(4)检查项目中增加“检查结果”项。
4、其它参建设单位名称统一,施工单位:承包人、监理单位:监理人、设计单位:设计人。
5、该表为必查表格,一式2份。
二、表格使用说明:1、“合同编号”按照合同文件的编号填写。
“表单流水号”根据验收次数填写,同一部位2次验收时,“表单流水号”填写02,以此类推。
“单元工程编码”、“单位工程名称”、“分部工程名称”、“分项工程名称”、“单元工程名称、部位”、“高程”、“桩号”等项按照相关项目划分文件和施工现场实际情况填写。
“承包人”、“监理人”可填写投标合同中的全称也可填正式简称。
2、“单元工程量”栏除填写本单元混凝土方量外,还要填写冷却水管的型号和长度。
“施工时段”栏填写冷却水管埋设施工的起止时间。
“检验日期”栏填写最终验收时间。
3、表身中“冷却管直径”填写现场实际铺设的管路直径。
“仓面上引冷却管根数、管口上引或下接”填写现场实际冷却水管的铺设根数及管口埋设方式。
“畅通情况”填写冷却水管的通水效果,畅通情况分为全通、半通、微通、不通等四种情况。
4、“检查结果”栏中,根据现场检查冷却水管的铺设及通畅情况来选择,在“□是、□否”的“□”打勾。
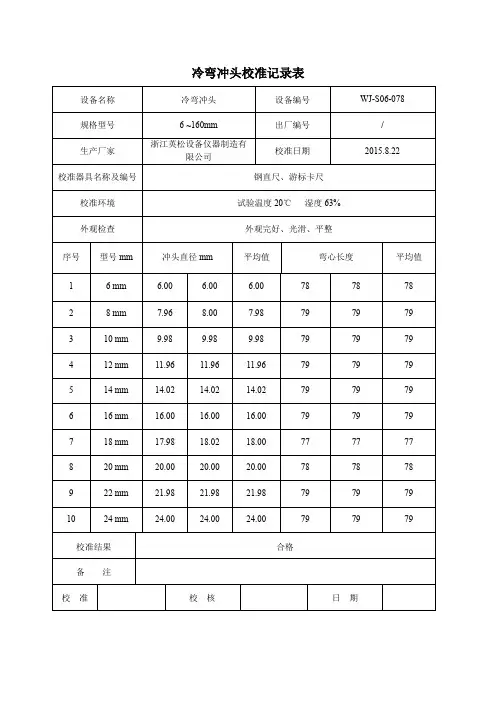
钢筋冷弯弯芯自检校验方法
ZML-037
一、技术要求
1、钢制连接件主体:连接杆上端侧面带螺孔,下端底面中央有
燕尾槽。
2、钢制过渡件:上端顶面中央有燕尾块。
下端底面中央有燕尾
槽。
3、钢制带燕尾块的各种不同直径的弯芯:长80mm、直径分别
为8mm、10mm、12mm、14mm、16mm、18mm、20mm、
22mm、24mm、30mm、36mm、42mm、48mm、50mm、54mm、
56mm、60mm、64mm、66mm、70mm、72mm、75mm、80mm、
90mm、100mm、110mm、112mm、120mm、125mm、128mm、
130mm、144mm、160mm、168mm、180mm、192mm。
二、校验项目及条件
1、校验项目
(1)外观。
(2)尺寸。
2、校验用器具
(1)钢直尺:量程300mm,分度值1mm;
(2)游标卡尺:量程300mm,分度值0.02mm;
三、校验方法
1、目测和手摸是否光滑、平整。
2、钢制连接件头是否能牢固地安装在所使用的万能材料试验
机上。
3、各燕尾块与燕尾槽是否过紧或过松。
4、用钢直尺测量各弯芯的长度。
5、用游标卡尺测量各弯芯的直径。
四、校验结果处理
全部校验项目均符合技术要求为合格。
五、校验周期、记录与证书
校验周期为12个月。
校验记录格式见下表,校验证书格式见附录Ⅰ。
钢筋冷弯弯芯校验记录ZMJ-037 送检单位仪器编号校验号。
1、原材料信息/ Material Information2、弯制过程/ The bending process弯制过程/ The bending process产品名称 Project name生产令号 Job No.部件图号 DWG.NO材质 MaterialSA210A1规格 Standardφ38×4.5炉批号 Heat No.014110237014110238 014110240 015040265 015040266弯制日期 /Date 2015年9月17日/7th Sep , 2015 车间/Workshop 管件车间/Tube Workshop制造班组/ Manufacturing team 2#线/Line 2#执行文件/ Process documentation临艺改NO.14-4-100 执行标准(参照)/Reference standard原材料material 规格/standard炉批号/heat No.014110237014110238014110240SA210A1φ38×4.5015040265015040266/弯管机弯制参数/Machine data of bending 椭圆度测量(Ovality measurement)测量点编号/Measurement point number 壁厚测量/Thickness measurement4、测量数据/Measured data检测数据依据图编号,依次对每批次炉号测量三只弯管,测量数据见表(弯管内侧壁厚需解剖后测量): Testing data according to the drawing number, each heat No. measuring three bends. Data shows in the table. (Inside thickness data needs cutting)Thickness Inspection PointThickness Inspection PointBend half-and-half cut openR38*厚度数据仅供参考/The thickness data is for reference only.5、掰开后PT检测/ PT test After opening the bends45°90°PT检测/PT test6、结论Result对成品尺寸按要求进行测量,符合标准要求。