管道弯管加工记录
- 格式:doc
- 大小:31.50 KB
- 文档页数:1


3弯管3.1弯管宜采用壁厚为正公差的管子制作。
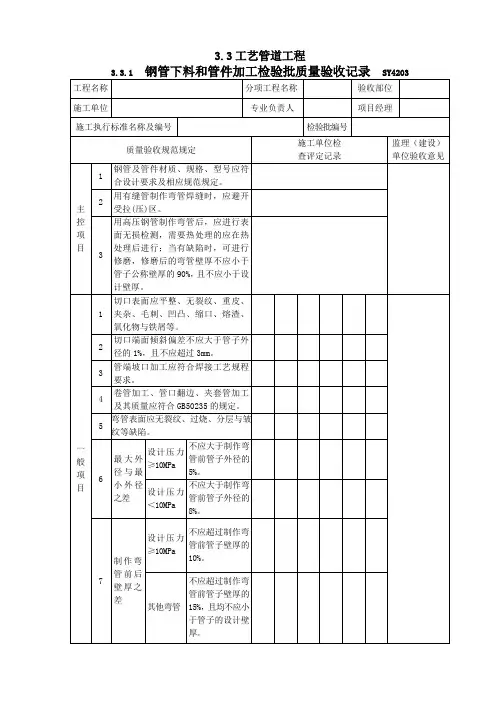
高压钢管的弯曲半径宜大于外径的5倍,其他管子的弯曲半径宜大于管子外径的35倍,有缝管制作弯管时,焊缝应避开管拉(压)区。
弯曲半径与管子壁厚的关系3.2不锈钢管宜冷弯,铝锰合金管不得冷弯其他材质的管子可冷弯或热弯。
高、中合金钢管热弯时不得浇水,低台金钢管一般不宜浇水,热弯后应在5℃以上静止空气中缓慢冷却。
3.3热煨弯头常用:地炉加热煨弯,火焰弯管机,中频电热弯管机等,热煨弯管测温常热用电偶,光学高温计等。
3.4采用热弯管时,不论管径大小,一律按规定装干燥的细砂。
加热铜管应用术炭作燃料,加热铝管应先用焦炭打底,上面铺木炭以调节温度。
存加热过程中应关闭鼓风机.并不断转动管子,防止温度过高使管子熔化。
3.5采用高合金钢管或有色金属管制作弯管,宜采用机械方法,当充砂制作弯管时,不得用铁锤敲击。
铅管加热制作弯管时,不得充砂。
3.6除制作弯管温度自始至终保持在900℃以上的情况外,壁厚大于19mm的碳素钢管制作弯管后,应按规定进行热处理按规定,中、低合金钢管进行热弯时, 对公称直径大或等于是100mm或壁厚大于或等于是13mm的,应按设计文件的要求进行完全退火,正火加回火或回火处理。
中、低合金钢管进行冷弯时,对公称直径大于或等于100mm,或壁厚大于或等于13mm的,应按规定要求进行热处理。
奥氏体不锈钢管制作的弯管,可不进行热处理,当设计文件要求热处理时,应按设计文件规定进行.3.7输送剧毒流体或设计压力P大于或等于1OMPa的弯管,制作弯管前,后的壁厚之差,不得超过制作弯管前管子壁厚的10%;其它弯管,制作弯管前,后的管子壁厚之羞,不得超过制作弯管前管子壁厚的15%,且均不得小于管子的设计壁厚。
3.8输送剧毒流体或设计压力P大于或等于lOMPa的弯管,管端中心偏差值A不得超过1.5mm/m,当直管长度L人于3m时,其偏差不得超过5mm。
其他类别的弯管.管端中心偏差值Δ得超过3mm/m当直管长度L大于3m时,其偏差不得超过lOmm。
压力管道压力试验通用工艺规程1适用范围本工艺适用于设计压力小于42MPa的工业管道及公用管道的强度、严密性试验。
2引用(依据)文件2.1《石油化工剧毒、可燃介质管道工程施工及验收规范》SH35012.2《工业金属管道工程施工及验收规范》GB50235 2.3《工业金属管道工程质量检验评定标准》GB50184 2.4《夹套管施工及验收规范》FJJ211 2.5《石油化工钢制管道工程工艺标准》SHJ5173试验准备3.1主要施工设备3.1.1上水泵、升压泵、压力表3.1.2空压机、氮压机、电焊机、氩弧焊机、吊车等。
3.2主要工具气焊把、电焊把、活动扳手等管道施工常用工具。
3.3主要临时接管材料及消耗材料:石棉板、钢板、钢管、阀们单丝头、试验用介质(如油)、焊接材料等3.4 高压管道试验所用的管材及配件必须有相应的合格证。
4 施工工艺4.1试验程序见4.1试验程序4.2试压方案的确定4.2.1管道系统的划分技术人员根据施工平面布置图、设计变更单及管道说明等设计文件,来划分管道系统,把压力相近(压力差不宜超过1MP a )、现场分布临近、流程相贯通的两条或多条管线组合为系统。
4.2.2管道系统试压流程图的绘制1.管道系统试压时应有试压流程图,试压流程图根据设计部门的施工图或单线图绘制。
对于特殊的小型管道工程可直接用单线图或施工图作试压流程图。
2.试压流程图应包括以下内容:a.管号b.介质流向c.设计压力、设计温度、试验压力d.系统内空气排放点e.临时盲板位置f.试验介质进口g.临时管线h.压力表位置 图4.1试验程序 试验准备 试验条件的确认 灌注介质、升压至强度试验压力 稳压检查压力 泄压返修 降压至设计压力 泄压 稳压检查渗漏 管道系统复位i.试验介质j.试验介质临时排放点4.2.3试压参数的确定1.试验介质:管道系统压力试验用介质应根据设计文件的规定进行,如水或空气等。
如设计文件无规定时,应用液体(主要指洁净水)进行。
____________________ 单位压力容器安装竣工随附文件资料压力容器安装竣工随附文件资料目录1、压力容器安装质量证明书2、特种设备安装改造维修告知书3、压力容器产品出厂文件资料审查记录4、压力容器基础验收记录5、压力容器安装找正记录6、压力容器安装系统连接施工检验记录7、压力容器安装压力试验记录8 压力容器安装压力试验报告9、压力容器静电接地测试记录压力容器安装质量证明书工程名称:容器名称:产品编号:容器类别:开工日期:竣工日期:使用单位:本压力容器安装经质量检验,符合《固定式压力容器安全技术检查规程》、设计文件和《机械设备安装工程施工及验收规范》的要求。
检验与试验责任人:日期:质量保证工程师:日期:安装单位(盖章)年月日特种设备安装许可证编号:压力容器产品随附文件资料审查记录审查人(施工质检员):日审核(检验责任人):日期:期:压力容器基础验收记录压力容器安装找正记录压力容器安装系统连接施工检验记录压力容器安装压力试验记录□水压□气压□泄漏性压力容器安装压力试验报告□水压□气压□泄漏性压力容器静电接地测试记录________________________工程压力管道安装工程竣工随附文件资料压力管道安装工程竣工随附文件资料目录1、压力管道安装质量证明书2、压力管道安装汇总表3、特种设备安装改造维修告知书4、压力管道安装安全质量监督检验报告5、施工组织设计或施工方案6、焊接工艺卡7、热处理工艺卡8、压力试验与泄漏试验方案9、管道系统吹扫与清洗方案10、管材、管件、焊材检验记录11、管材、管件、焊材产品质量证明书、合格证12、设计文件审查记录13、技术交底记录14、合金钢元件光谱复查报告15、阀门试验记录16、管道弯管加工记录17、焊材发放、回收记录18、工程焊接记录19、焊接接头表面质量检验记录20、焊接返修工艺卡21、焊缝返修及检查记录22、管道轴测图23、管道冷紧记录24、管道补偿装置安装记录25、管道支、吊架制作安装记录26、管道安装记录27、管道热处理报告及时间一一温度自动记录曲线28、硬度检测报告29、无损检测报告30、管道系统压力试验报告31、管道系统泄漏性试验报告32、管道系统吹扫与清洗记录33、管道防腐检验记录34、钢质埋地干管阴极保护调试试验记录35、管道绝热施工检查记录36、管道隐藏工程(封闭)记录37、埋地管道沟槽及回填记录38、管道静电接地测试记录39、安全阀校验报告和安全阀调试记录40、管道工程试运行记录41、管道安装工程竣工图42、设计变更及材料代用文件43、安装工程竣工交接书注:有关工程没有的项目,在对应的序号上打“ x”该有的应齐全、完整压力管道安装质量证明压力管道安装质量证明书编号:压力管道安装汇总表证明书编号:焊接工艺卡热处理工艺卡管材、管件、焊材检验记录JL0710-2012设计文件审查记录技术交底记录交底内容与要求:参加人员(施工管理人员、检验人员、特种作业人员、班组长等)会签:合金钢元件光谱复查报告阀门试验记录管道弯管加工记录焊接发放、回收记录工程焊接记录焊接接头表面质量检验记录焊接返修工艺卡编号:焊接返修及检查记录管道冷紧记录管道补偿装置安装记录管道支、吊架制作安装记录管道安装记录管道热处理报告注:附实际热处理温度——时间自动记录曲线硬度检测报告管道系统压力试验报告管道系统泄漏性试验报告管道系统吹扫与清洗记录。
3 工业金属管道工程施工基本规定3.1 一般规定3.1.1 承担工业金属管道工程的施工单位应取得相应的施工资质,并应在资质许可范围内从事相应的管道施工。
检验单位应取得相应的检验资质,且应在资质许可范围内从事相应的管道工程检验工作。
3.1.2 施工单位应建立管道施工现场的质量管理体系,并应具有健全的质量管理制度和相应的施工技术标准。
3.1.3 参加工业金属管道施工的人员和施工质量检查、检验的人员应具备相应的资格。
3.1.4 工业金属管道施工前应具备下列条件:1 工程设计图纸和相关技术文件应齐全,并已按规定程序进行设计交底和图纸会审。
2 施工组织设计或施工方案已经批准,并已进行技术和安全交底。
3 施工人员已按有关规定考核合格。
4 已办理工程开工文件。
5 用于管道施工的机械、工器具应安全可靠;计量器具应检定合格并在有效期内。
6 已制定相应的职业健康安全与环境保护应急预案。
3.1.5 压力管道施工前,施工单位应向管道安装工程所在地的质量技术监督部门办理书面告知,并应接受监督检验单位的监督检验。
3.1.6 工业金属管道施工应符合国家现行有关环境保护、安全技术和劳动保护等标准的规定。
3.2 分级3.2.1 工业金属压力管道应按国家现行标准《压力管道安全技术监察规程——工业管道》TSG D0001的有关规定划分为GC1、GC2和GC3。
3.2.2 除压力管道以外的其他管道,应按C类流体管道和D类流体管道分类。
3.2.3 当输送毒性危害程度或火灾危险性不同的混合介质时,应按其危害程度及其含量,并应由设计文件确定管道级别。
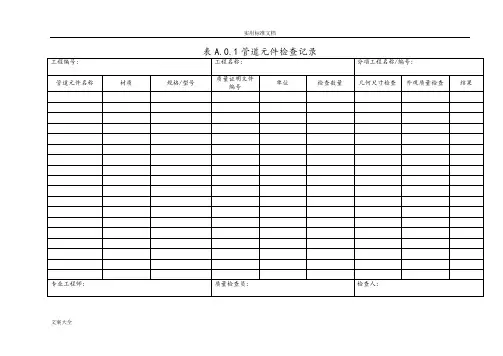
4 管道元件和材料的检验4.1 一般规定4.1.1 管道元件和材料应具有制造厂的产品质量证明文件,并应符合国家现行有关标准和设计文件的规定。
4.1.2 管道元件和材料在使用前应按国家现行有关标准和设计文件的规定核对其材质、规格、型号、数量和标识,并应进行外观质量和几何尺寸的检查验收,其结果应符合设计文件和相应产品标准的规定。