辅助功能指令
- 格式:ppt
- 大小:325.00 KB
- 文档页数:10
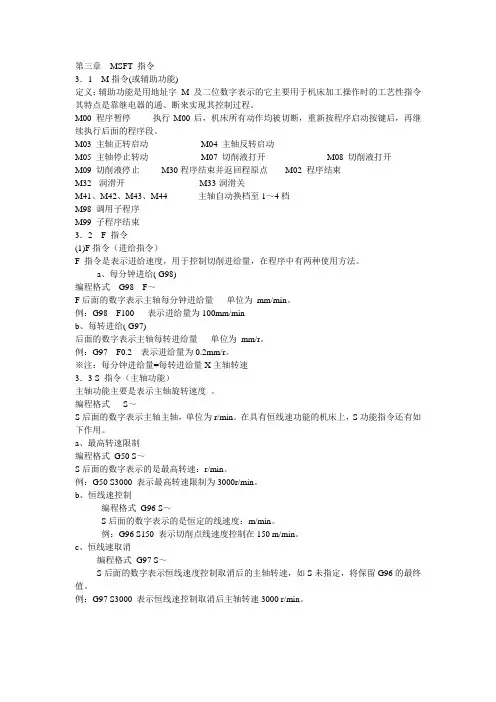
第三章MSFT 指令3.1 M指令(或辅助功能)定义:辅助功能是用地址字M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。
M00 程序暂停执行M00后,机床所有动作均被切断,重新按程序启动按键后,再继续执行后面的程序段。
M03 主轴正转启动M04 主轴反转启动M05 主轴停止转动M07 切削液打开M08 切削液打开M09 切削液停止M30程序结束并返回程原点M02 程序结束M32- 润滑开M33-润滑关M41、M42、M43、M44 主轴自动换档至1~4档M98 调用子程序M99 子程序结束3.2 F 指令(1)F指令(进给指令)F 指令是表示进给速度,用于控制切削进给量,在程序中有两种使用方法。
a、每分钟进给( G98)编程格式G98 F~F后面的数字表示主轴每分钟进给量单位为mm/min。
例:G98 F100 表示进给量为100mm/minb、每转进给( G97)后面的数字表示主轴每转进给量单位为mm/r。
例:G97 F0.2 表示进给量为0.2mm/r。
※注:每分钟进给量=每转进给量X主轴转速3.3 S 指令(主轴功能)主轴功能主要是表示主轴旋转速度。
编程格式S~S后面的数字表示主轴主轴,单位为r/min。
在具有恒线速功能的机床上,S功能指令还有如下作用。
a、最高转速限制编程格式G50 S~S后面的数字表示的是最高转速:r/min。
例:G50 S3000 表示最高转速限制为3000r/min。
b、恒线速控制编程格式G96 S~S后面的数字表示的是恒定的线速度:m/min。
例:G96 S150 表示切削点线速度控制在150 m/min。
c、恒线速取消编程格式G97 S~S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。
例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min。
3.4 T指令(刀具功能)数控车床进行零件加工时,通常需要多个工序、使用多把刀具,编写加工程序时各刀具的外形尺寸、安装位置通常是不确定的,在加工过程中有时需要重新安装刀具,刀具使用一段时间后也会因为磨损使刀尖的实际位置发生变化,如果随时根据每一把刀具与零件的相对位置来编写、修改加工程序,加工程序的编写和修改工作将会非常繁琐。

M功能也称辅助功能,主要是命令数控车床的一些辅助设备实现相应的动作,数控车床常用的M功能如下:(1)M00一程序停止。
数控程序中,当程序运行过程中执行到M00指令时,整个程序停止运行,主轴停止,切削液关闭。
若要使程序继续执行,只需要按一下数控机床操作面板上的循环( CYCLESTART)启动键即可。
这一指令一般用于程序调试、首件试切削时检查工件加工质量及精度等需要让主轴暂停的场合,也可用于经济型数控车床转换主轴转速时的暂停。
(2)M01一条件程序停止。
M01指令和M00指令类似,所不同的是:M01指令使程序停止执行是有条件的,它必须和数控车床操作面板上的选择性停止键( 0PT STOP)一起使用。
若按下该键,指示灯亮,则执行到M01时,功能与M00相同;若不按该键,指示灯熄灭,则执行到M01时,程序也不会停止,而是继续往下执行。
(3)M02—程序结束。
该指令往往用于个程序的最后一个程序段表示程序结束。
该指令自动将主轴停止、切削液关闭,程序指针(可以认为是光标)停留在程序的末尾,不会自动回到程序的开头。
(4)M03一主轴正转。
程序执行至M03指令,主轴正方向旋转(由尾座向主轴看时,逆时针方向旋转)。
一般转塔式刀座,大多采用刀顶面朝下安装车刀,故用该指令。
(5)M04一主轴反转。
程序执行至M04指令,主轴反方向旋转(由尾座向主轴看时,顺时针方向旋转)。
(6)M05一主轴停止。
程序执行至M05指令,主轴停止,M05指令一般用于以下一些情况:①程序结束前(常可省略,因为M02和M30指令都包含M05)。
②数控车床主轴换挡时,若数控车床主轴有高速挡和低速挡,则在换挡之前,必须用M05指令,使主轴停止,免损坏换挡机构。
③主轴正、反转之间的转换,也必须使用M05指令,使主轴停止后,再用转向指令行转向,以免伺服电动机受损。
(7)M08一冷却液开。
程序执行至M08指令时,启动冷却泵,但必须配合执行操作面板上的CLNT AUTO键,使它的指示灯处于“ON”(灯亮)的状态,否则无效。
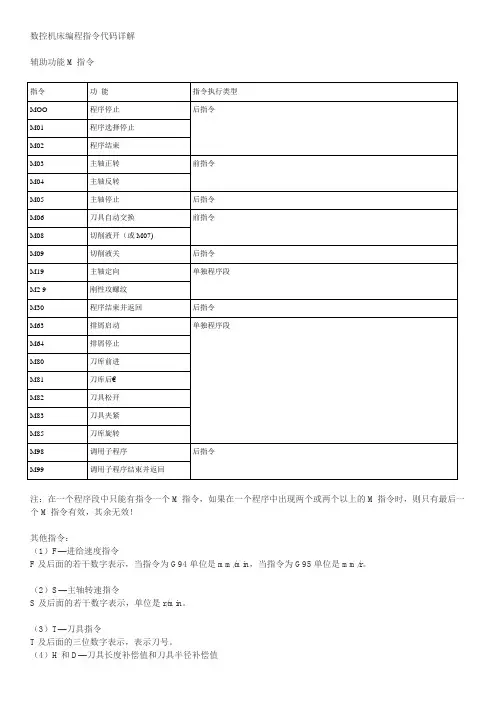
数控机床编程指令代码详解H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入G20—英寸输入8、G16—启用极坐标指令G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;格式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
其轨迹不一定是两点一线,有可能是一条折线。
注意事项:(1)刀具从上向下移动时:G00 X Y ;Z ;先定XY面,然后Z轴下降。
(2)刀具从下向上移动时:G00Z ;X Y ;Z轴先上升,然后定XY面。
2、G01—直线插补指令格式:G01 X Y Z F ;格式含义:G01指令使刀具按F指令从当前运动到指定点。
3、G02—顺时针插补、G03—逆时针插补格式:G17 {G02 /G03}X Y (R /I J)F;G18 {G02 /G03}X Z(R /I K)F;G19 {G02 /G03}Y Z(R /J K)F;注:1、I J K为零时可以省略;在同一段程序中,如I J K与R同时出现时,R有效。