卷取机
- 格式:ppt
- 大小:1.89 MB
- 文档页数:68
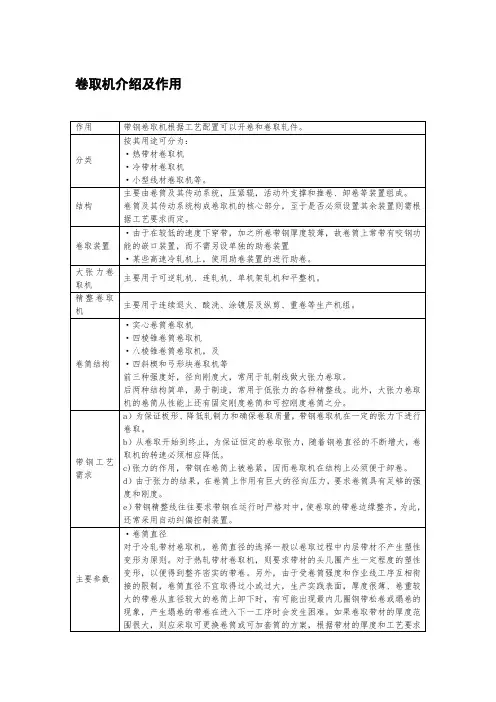
地下卷取机功能概述作者:孟金辉谢鹏陈志伟来源:《中小企业管理与科技·下旬刊》2011年第10期摘要:该卷取机由机架装配、卷筒、活动支撑、助卷辊、卷筒传动、助卷辊传动、平台、配管和接近开关等组成,本文简单概述其功能。
关键词:地下卷取机自动化控制地下卷取机为3个助卷辊式。
每个助卷辊N=75kW,n=1200r/min的交流电机通过减速机、万向接轴传动。
助卷辊的摆动是通过液压缸的推拉动作来完成的,设有自动跳步控制(AJC)功能的卷取机。
通过机前热金属检测仪(HMD)或者张力辊控制液压缸系统中的压力传感器信号对带钢头部进行跟踪,在带钢头部进行助卷辊的段差间隙控制,以及一定的压力压紧控制并反复进行,来防止头部擦伤或划痕,同时将带钢卷得更紧。
设置于助卷辊控制液压缸中的线性位移传感器检测助卷辊的位置,由于传感器为矢量型,可得到高精度的检测。
由于地下卷取机的设备精度对跳步控制(AJC控制)和钢卷的形状有很大影响,所以卷取机的机架采用高刚性的固定式。
卷筒由一台功率为N=1000kW,转速n=230/600r/min的交流电机通过中间联轴器及变速齿轮箱传动。
卷筒为伺服阀控制的无级涨缩式。
卷筒直径的检测通过超声波位移传感器检测。
卷筒组件与驱动部分用联轴器联接,利用卷筒更换工具可迅速进行更换。
卷筒内部滑动面是通过卷筒尾部的旋转接头及装在卷筒端轴的干油分配器来自动供油润滑的。
1 电气、自动化控制及联锁活动支承在卷取时处于支承位置(由接近开关PXS01、PXS03发信号),带钢进入卷取机时,根据带钢厚度助卷辊由液压缸推动,调整辊子与卷筒之间的间隙,间隙值根据精轧后的带钢的实测厚度设定(间隙值=z×t;R1助卷辊z=1.5,R2、R3助卷辊z=1,t为带钢厚度),实际设定间隙值的大小由装在控制液压缸内的位置传感器(POS01、POS02、POS03)测得。
卷筒的胀缩由胀缩液压缸驱动,卷筒直径的大小由装在卷筒附近的超声波传感器(US01)测得,当带材卷取1~2圈后卷筒过膨胀。
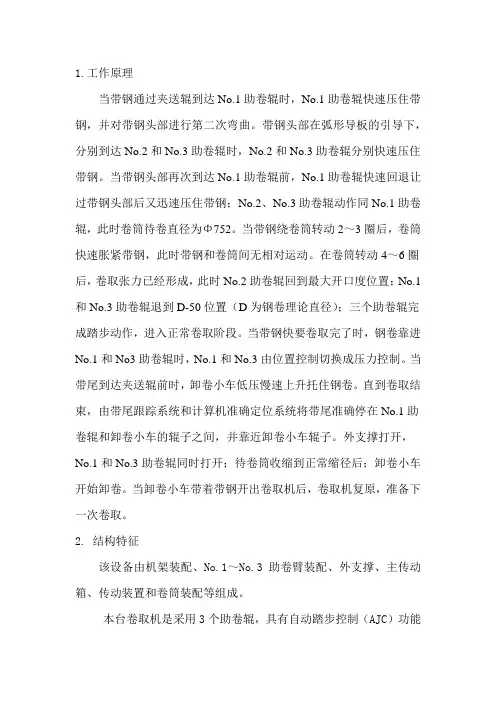
1.工作原理当带钢通过夹送辊到达No.1助卷辊时,No.1助卷辊快速压住带钢,并对带钢头部进行第二次弯曲。
带钢头部在弧形导板的引导下,分别到达No.2和No.3助卷辊时,No.2和No.3助卷辊分别快速压住带钢。
当带钢头部再次到达No.1助卷辊前,No.1助卷辊快速回退让过带钢头部后又迅速压住带钢;No.2、No.3助卷辊动作同No.1助卷辊,此时卷筒待卷直径为Φ752。
当带钢绕卷筒转动2~3圈后,卷筒快速胀紧带钢,此时带钢和卷筒间无相对运动。
在卷筒转动4~6圈后,卷取张力已经形成,此时No.2助卷辊回到最大开口度位置;No.1和No.3助卷辊退到D-50位置(D为钢卷理论直径);三个助卷辊完成踏步动作,进入正常卷取阶段。
当带钢快要卷取完了时,钢卷靠进No.1和No3助卷辊时,No.1和No.3由位置控制切换成压力控制。
当带尾到达夹送辊前时,卸卷小车低压慢速上升托住钢卷。
直到卷取结束,由带尾跟踪系统和计算机准确定位系统将带尾准确停在No.1助卷辊和卸卷小车的辊子之间,并靠近卸卷小车辊子。
外支撑打开,No.1和No.3助卷辊同时打开;待卷筒收缩到正常缩径后;卸卷小车开始卸卷。
当卸卷小车带着带钢开出卷取机后,卷取机复原,准备下一次卷取。
2. 结构特征该设备由机架装配、No.1~No.3助卷臂装配、外支撑、主传动箱、传动装置和卷筒装配等组成。
本台卷取机是采用3个助卷辊,具有自动踏步控制(AJC)功能的全液压地下卷取机。
自动踏步控制的优点:a.防止带头冲击助卷辊;b.防止带头被擦伤;c.采用恒张力卷取,保证带钢头几圈卷取质量。
d.降低卷取时噪音;e.减少卷取时产生的震动。
机架装配由入口侧机架,出口侧机架,横梁和上、下导板等组成。
采用固定分体式机架;入口侧和出口侧机架直接或者通过横梁连接。
将锁紧机构焊在机架上,更换助卷辊时,用于锁紧助卷臂。
入口侧和出口侧机架是主要受力件;采用厚钢板和锻钢件焊接成框架结构,刚性较好;且主要受力厚钢板和锻钢件均经过无损探伤。
出口卷取操作:3.3.1.1 自动降速.[自动功能控制机组的速度降至恒定的速度(等于或小于100 m/min),以便于带钢剪切3.3.1.2 剪切.3.3.1.3 带钢尾部在卷取机上卷取.3.3.1.4 带头穿带至卷取机.3.3.1.5 正常运行.(当顺序Strip head threading on tension reel 完成后, 加速超过出口段速度,当出口活套空套, 速度下降至工艺段速度)3.3.1 出口段卷取操作3.3.1.1 自动降速出口段HMI 操作画面自动程序跟踪这个步骤控制机组降速和操作人员选择带钢的剪切方式(根据焊缝检测进行带钢剪切, 根据卷取长度或卷径进行带钢剪切).备注:操作人员可以选择取消出口飞剪的剪切,并且可以连续的进行卷取形成一个新的钢卷。
. 起动条件- 7#张力辊夹送辊打开(911),- 飞剪前夹送辊打开 (916),- 飞剪准备好 (917),- 出口夹送辊打开 (921 & 951)- 压辊在打开位 (927&957)- 操作人员可以选择剪切程序运行条件出口运行- 穿带台板在初始位,- 卷取机卷筒胀开- 皮带助卷机在返回位置- 外支撑臂在线,- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.出口等待- 穿带台板在线- 卷取机卷筒胀开- 皮带助卷机在向前位置- 机械臂关闭& 皮带张紧- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.- 外支撑臂在线,顺序- 这个自动功能控制机组的速度降至恒定的速度(等于或小于100 m/min),以便带钢剪切:出口钢卷小车移动到机组中心线上- 当机组速度降至恒速:.旋转& 关闭 7#张力辊夹送辊(911),.旋转& 关闭飞剪前夹送辊 (916),.旋转& 关闭转向夹送辊 (921 & 951),.旋转& 关闭相应的压辊 (927 or 957),.磁性皮带机进行摆动(918), 然后接通电磁(上电)(918)入口和出口的磁性皮带输送机放下(918). 通道切换皮带机摆动 (942),. 等待卷取机旋转 (穿带速度+10%).- 剪切是自动控制的程序结束.3.3.1.2 剪切出口段HMI 操作画面自动程序跟踪根据剪切的程序,这个步骤控制着带钢向前和剪切样板/废板起动条件- D11 步骤已结束.- 由D11 步骤给出的机械动作已完成.- 操作人员选择剪切程序:. 钢卷的尾部不带焊缝检测(剪切长度的控制由7#张力辊和卷取机的编码器或钢卷的直径). 钢卷的尾部带焊缝检测. 废料的数量.步骤- 剪切带钢- 在剪切完成之后,每一个样板/废料的跟踪是由电磁带来决定投入到相应的箱子- 当样板/废料达到后,并且带头在转向夹送辊后300mm 在出口段处于等待状态(由编码器 & 921 或951 光电开关). 下磁性皮带输送机放下. 电磁关闭Note : 样板长度:800mm.3.3.1.3 带钢尾部在卷取机上卷取出口段HMI 操作画面自动程序跟踪在带钢尾部剪切之后, 这个步骤才能够起动.起动条件- 剪切步骤已运行,- 由D11 步骤给出的机械动作已完成运行条件出口段运行穿带导板在初始位- 卷取机卷筒胀开- 助卷机皮带在返回位置- 外支撑臂在线- 钢卷小车支架在低位置或钢卷小车在卷筒区域外顺序关闭飞剪前夹送辊关闭转向夹送辊支架提升到钢卷上压辊靠上钢卷剪切带钢- EPC 手动模式(调整框架位置),- 如果1#卷取机工作而2#卷取机处于等待状态:. 在剪切机中心线200mm 后转向夹送辊打开 (921)- 转向夹送辊和卷取机在穿带速度下对带尾进行卷取(长度由卷取机的编码器进行控制), - 当带钢尾部通过转向夹送辊前的光电开关, 记数器检查,- 卷取机减速及停止,- 打开转向夹送辊- 卷取机旋转以便于带尾停于 5 点钟位置- 小车支架上升到直到接触带钢的位置,由编码器进行控制3.3.1.4 带头穿带至卷取机出口段HMI 操作画面自动程序跟踪起动条件-步骤 "Preparation of the tension reel" 已完成-卷取机在中间位置外伸轴承在线皮带助卷在线,支撑臂关闭,张力皮带张力打开穿带导板上升,执行穿带模式飞剪前夹送辊关闭根据穿带模式卷筒涨开运行条件出口段等待穿带导板在线- 依照模式(带/不带套筒),卷取机卷筒胀开- 皮带助卷机在前位- 机械臂关闭& 皮带张紧- 钢卷小车支架在低位或者钢卷小车在卷筒区域外.- 外支撑臂在线.顺序在带钢剪切之后- 如果1#卷取机工作& 2#等待 :导板台移入2#卷取机位置 (941).- 带钢向前移动,直到带钢头在转向夹送辊后300mm 等待(通过编码器& 921 or 或光电管951 BC 301进行控制):. 上升导板台处于等待位置.. 起动带钢边部控制.- 带钢头部继续向前进入卷取机(带钢穿带进入卷筒和皮带助卷机之间),- 当张力达到设定张力的1/2 :. 打开皮带助卷机, 第一步是打开臂然后是框架,. 带钢边部控制进入自动状态.在套筒旋转3 圈之内,张力升至设定张力.当张力作用于卷取机上时(依照设定张力),同步的:. 打开皮带助卷机, 第一步是打开臂然后是框架,. 打开转向夹送辊,. 打开飞剪后的夹送辊,. 穿带导板台返回初始位,. 打开7#张力辊的夹送辊,. 输送机停止.- 当皮带助卷机在打开位时 :. 设定皮带压力为14 bars.. 关闭支撑臂至中间位置.- 当皮带助卷机抽出和夹送辊打开, 出口段速度升至工艺段速度.备注 : 当皮带助卷机未打开, 支撑臂臂在中间位置经过一个等待周期以后,步骤停止程序结束3.3.1.5 正常运行出口段HMI 操作画面自动程序跟踪起动条件飞剪前夹送辊打开6#张力夹送辊打开运行条件- 液压站正常运行,- 卷筒胀开,- 外支撑臂在线,- 穿带导板台在低位,- 皮带助卷机打开支撑臂在返回位- 压辊打开,- 转向夹送辊打开,- 飞剪前夹送辊打开,- 飞剪打开,- 7#张力辊打开,- 出口段小车在卷筒区域外或在低位置,- 低磁性皮带输送机在低位置(918).顺序- 当顺序« Strip head threading on tension reel »完成后, 加速超过出口段速度- 当出口活套空套, 速度下降至工艺段速度.。
卷取机研究报告
卷取机是一种将物料(如纸、布、合成材料等)以轮廓形式卷起来储存或运输的装置。
卷取机广泛应用于印刷、制造、皮革、食品等行业中。
卷取机通常由卷杆、送料机构、调张机构、切割机构、收卷装置等组成。
其中卷杆是主要组成部分,其作用是卷起物料并将其固定在轴上。
在使用卷取机时,需要考虑材料的宽度、厚度、重量、卷径等因素。
调整卷取机参数可以控制卷紧度、张力等,使得卷取品质更加稳定。
近年来,随着科技的发展,卷取机逐渐向自动化、智能化方向发展。
同时,采用新材料和新技术,使得卷取机具有更高的效率、更小的能耗、更长的使用寿命等优势。
在卷取机的研究应用中,还需要注意保护环境和安全生产。
例如,采用可降解材料和废弃物的循环利用,控制噪音和振动等,以及遵守安全规范,确保操作人员的人身安全。
总之,卷取机是一个非常重要的工业装置,不仅在生产过程中起到重要的作用,也在工业发展中发挥着重要的作用。
随着技术的不断进步,卷取机的性能和功能将会不断提高。
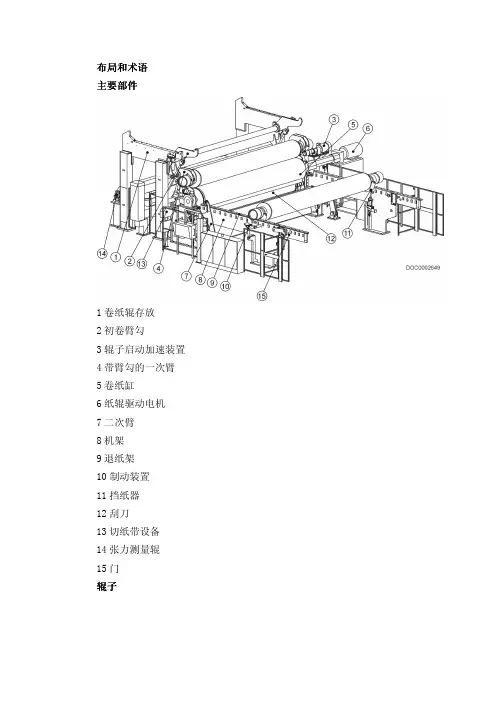
布局和术语布局和术语主要部件主要部件1卷纸辊存放2初卷臂勾3辊子启动加速装置 4带臂勾的一次臂5卷纸缸6纸辊驱动电机7二次臂8机架9退纸架10制动装置11挡纸器12刮刀13切纸带设备14张力测量辊15门辊子辊子1卷纸辊2母辊3卷纸缸4舒展辊5张力测量辊 主要数据复卷机类型复卷机类型ValReel纸幅宽度最大6660mm设计车速1100m/min驱动车速1100m/min平衡车速1100m/min母辊直径最大3500mm重量54000kg卷纸辊直径830mm重量8800kg辊壳材质,钢包覆材质,聚亚胺酯沟纹卷纸缸直径1100mm重量11895kg辊壳材质,特种铸铁装配有引纸绳张力测量辊钢辊直径700mm重量3200kg配有电机测量设备ABB舒展辊直径230mm重量2072kg固定弧度带电机生产数据纸挂面纸定量最低125 g/m2,最大250 g/m2 紧度750 kg/m3设计设计1卷纸辊储存架(带抑制结构和初卷臂勾)2一次臂设备(有一次臂机架、一次臂、卷纸缸、卷纸缸电机和卷纸辊起动装置)3二次臂设备(有二次臂机架、二次臂、制动装置和挡纸器)操纵操纵卷纸机设计用来生产母辊,不会引起断纸并有良好的复卷能力。
空卷纸辊存放在存储架上。
一次卷取设备从存储架接收卷纸辊,执行从完成母辊到空辊的换卷任务。
卷取在二次臂设备完成。
完成从二次臂卷取设备转移到下一工序。
操作原则操作原则卷取主要是全自动化的。
换卷不能靠手动运行完成。
当卷取在正常模式,卷纸机控制系统自动执行几乎所有功能。
操作者对引纸到卷取、断纸时移走未完成的母辊和把空卷纸辊转移存储架负责。
词汇表词汇表VocabularyVocabulary维护模式Maintenance mode维护模式在维护模式,正常的移动连锁被屏蔽。
因为安全原因,最低限量的连锁仍然有效。
维护模式用在故障或测试时。
维护模式允许为了卷取的运行一定时间动作一次。
正常模式Normal mode正常模式正常模式是半自动操作模式。
卷取机的工作原理
卷取机是一种用于将物体卷取成卷状的设备。
它的工作原理通常包括以下几个步骤:
1. 准备阶段:将待卷取的物体放置在卷取机的工作区域内。
物体可以是纸张、绳子、布料等柔软的材料。
2. 引导物体:在卷取机的工作区域内,设有一个引导装置,可以将物体引导到卷取机的卷轴或滚筒上。
引导装置通常采用传送带、导轨或机械手等方式。
3. 卷取物体:在引导装置的帮助下,物体被卷取到卷取机的卷轴或滚筒上。
卷轴或滚筒通常通过电机的驱动,可以旋转起来。
4. 卷取过程控制:在卷取物体的过程中,可以通过控制卷轴或滚筒的旋转速度、卷取的张力以及卷取的方向来控制卷取的效果和质量,以适应不同类型的物体需求。
5. 卷取完成:当物体被完全卷取到卷轴或滚筒上后,卷取机停止运转。
此时,可以通过切割装置或其他方式将卷状物体从卷轴或滚筒上分离出来,完成卷取的过程。
总体来说,卷取机的工作原理是利用引导装置将待卷取的物体引导到卷轴或滚筒上,并通过旋转等方式将物体完全卷取起来。
这种方式可以提高工作效率,适用于大规模和高速卷取的需求。
卷取区控制卷取区控制概述卷取区设备完成带钢的成卷、运输。
卷取设备包括热输出辊道、侧导板、夹送辊、助卷辊、卷筒、卸卷小车、翻钢机等。
一般卷取区有2—3台卷取机,正常情况下,卷取机交替使用,以保证整个轧线轧钢的速度。
卷取机的控制包括张力控制、速度控制、辊缝(位置)控制、压力控制及顺序控制。
下面就各设备的功能及控制分别描述。
一、辊道控制热输出辊道自精轧出口到卷取机夹送辊为止。
全部辊道共365 个辊子,分为6段,其中1~3段为第一组,4~6段和2#卷取机桥辊道为第二组。
每组有一个SOURCE(整流源)提供直流电源,通过每段的逆变柜给该段提供三相交流电源。
每台卷取机前有4个机前辊道,机前辊道的电机安放在传动侧,卷取机前还有一个转向辊,这个辊子的作用是:当带钢到达卷取机前往操作侧侧导板移动,便于钢卷单边对齐。
热输出辊道把精轧输出带钢运送到卷取机卷取,同时通过设在辊道上的层流冷却装置把带钢的温度降到卷取温度。
辊道速度的基准值来自过程机,通过EGD送入卷取机控制器(CSPD)中。
一般来讲,辊道的速度基准值以精轧末机架速度为准。
在控制器中,根据超前/滞后率计算产生一个速度附加值,通过IsBUS分别送入传动装置。
在传动装置中,这两个速度叠加到一起来控制辊道的运转。
在带钢没有进卷筒时,辊道以一定的超前速度(一般为0~20%,这个数值一般是通过操作员设定)运转,在辊道和带钢之间建立一定的张力。
当精轧机架与卷筒之间建立张力时,辊道以同步速度运转。
带钢尾部出F6后,辊道速度切换为滞后速度(0~20%),使在辊道上的钢产生一定的后张力,这个后张力可以使带尾部平整地躺在辊道上而不至于起套。
在自动控制程序中,头部跟踪和尾部跟踪是判断带钢头部或尾部所在的依据。
头部跟踪的计算公式如下:MAXHEAD=∫sdt s为精轧末机架速度。
起始时间从精轧末机架咬钢开始,卷筒有载信号到结束。
尾部跟踪的计算公式如下:MAXTAIL=∫sdt s为下夹送辊速度反馈值。
卷取机的工作原理
卷取机(又称为卷纸机)是一种用于将纸张或其他材料卷成卷筒形状的机械设备。
其工作原理可以简单归纳为以下几个步骤:
1. 纸张供给:纸张通过供纸系统被输送至卷取机的工作区域。
供纸系统可以使用压痕轮或卡盘等装置来保持纸张的张力和平整度。
2. 卷取头部定位:卷取机通常配备有一个卷取头部,可以调整卷取头的位置和角度,以确保纸张正确地卷取到卷筒。
3. 卷取操作:卷取机会将纸张通过卷取头引导至卷筒上。
卷取头通常采用斜壳结构或类似的装置,使纸张沿卷筒表面进行卷取。
4. 张力控制:在卷取过程中,卷取机通过张力控制系统来保持纸张的适当张力,以避免纸张过松或过紧。
5. 切割和粘合:当纸张卷取到预定长度时,卷取机会自动进行切割操作,将纸张从供纸系统中分离。
同时,卷取机也可以进行粘合操作,将新卷纸与已有的卷纸粘合在一起,以实现连续卷取。
6. 卸纸:卷取后的纸张通过卸纸系统被取下,并进行相应的后续处理,如包装、打孔等。
综上所述,卷取机通过纸张供给、卷取操作、张力控制、切割
和粘合等步骤,将纸张或其他材料卷取成卷筒形状,以满足不同应用需求。
卷取机工作原理
卷取机是一种用于卷取以及收集纸张、布料、丝线等材料的机械装置。
它能够高效地完成卷取操作,提高生产效率。
卷取机的工作原理如下:
1. 引导材料:首先,需要将待卷取的材料引导进入卷取机。
通常使用导轮、导板等辅助装置对材料进行引导,保证其能够平稳地进入卷取区域。
2. 卷取装置:卷取机上通常有一个或多个卷取装置,用于实现对材料的卷取。
卷取装置通常由卷取轴、布料筒等组成。
在卷取过程中,卷取轴或布料筒会旋转,将材料逐渐紧密地卷绕在上面。
3. 张力控制:卷取过程中需要适当控制紧绷在卷取轴或布料筒上的材料的张力,以确保卷取过程的稳定性。
通常通过张力控制装置来实现,可以根据需要调节张力大小。
4. 卷取调整:在卷取机工作过程中,可以根据材料的宽度、厚度以及需要的卷取效果等因素,对卷取装置进行调整。
例如,可以调整卷取轴或布料筒的位置或直径,以适应不同材料的卷取需求。
5. 断料剪切:当需要切断卷取的材料时,卷取机通常会配备断料剪切装置。
通过控制剪切装置的动作,可以在适当的位置将卷取材料切断,方便后续的处理和使用。
6. 卷取控制:卷取机通常还配备有卷取控制系统,用于控制卷取过程中的各项参数。
通过该系统,可以设置卷取速度、张力大小、卷取长度等等,以实现对卷取过程的精确控制。
总结起来,卷取机的工作原理主要包括引导材料、卷取装置、张力控制、卷取调整、断料剪切和卷取控制等环节。
这些环节相互配合,确保卷取机能够高效地完成卷取操作。
卷取机工作原理
卷取机是一种常见的工业设备,用于将材料或产品从一个卷轴转移到另一个卷轴上。
它通常被广泛应用于纺织、印刷、包装等行业。
卷取机的工作原理可以简单描述为以下几个步骤:
1. 准备工作:在使用卷取机之前,需要先将卷取机调整到合适的工作状态,包括设置卷取张力、调整卷取速度等。
2. 放卷:首先,需要将原材料卷轴放置到卷取机的放卷架上,并通过张力控制装置确保原材料的稳定放卷。
3. 引导材料:将原材料引导到卷取机的滚筒之间,以便后续的处理和传输。
4. 卷取:在原材料传输过程中,卷取机的滚筒会持续旋转,将原材料从放卷架上逐渐卷取到卷取架上的卷轴上。
这一过程中,卷取机会通过调整张力和速度,确保卷取的材料紧密、平整地缠绕在卷轴上。
5. 控制系统:卷取机通常配备了控制系统,用于监测和调整工作过程中的各项参数,比如张力、速度、长度等。
控制系统可以根据需要进行自动化调整,以实现高效、稳定的卷取操作。
需要注意的是,卷取机的工作原理可能因具体型号和应用领域的不同而有所差异。
上述描述仅为常见卷取机的一般工作原理,
具体情况还需要根据具体的设备说明书和操作指南进行了解和操作。
卷取机工作原理卷取机是一种常见的工业设备,它主要用于将纸张、布料、塑料薄膜等材料从一侧卷取到另一侧,以便进行加工或存储。
卷取机的工作原理主要包括传动系统、张力控制系统和卷取系统三个部分。
首先,传动系统是卷取机的核心部件之一。
它通过电机驱动,将卷取轴上的卷取材料进行卷取。
传动系统通常由电机、减速机、链条或皮带传动等部件组成,通过这些部件的协调配合,能够实现卷取材料的快速、稳定、均匀地卷取。
其次,张力控制系统也是卷取机的重要组成部分。
张力控制系统能够根据卷取材料的特性和卷取速度的变化,实时调整张力,以确保卷取材料在卷取过程中不会出现松弛或过紧的情况,从而保证卷取质量和安全性。
最后,卷取系统是卷取机的最终工作部分。
在传动系统和张力控制系统的作用下,卷取系统能够将卷取材料均匀地卷取到卷取轴上,并且能够根据需要进行切割、固定等处理,以满足不同行业对卷取材料的要求。
总的来说,卷取机的工作原理是通过传动系统驱动、张力控制系统调节、卷取系统实现卷取,三个部分的协同作用,完成对材料的卷取工作。
这种工作原理能够适用于不同类型的卷取材料,包括纸张、布料、塑料薄膜等,具有广泛的适用性和灵活性。
卷取机的工作原理决定了其在工业生产中的重要性和必要性。
它能够提高生产效率,改善生产质量,减少劳动强度,是现代工业生产中不可或缺的设备之一。
随着科技的发展和工业的进步,卷取机的工作原理也在不断地得到改进和完善,以满足不断变化的生产需求和技术要求。
总之,卷取机的工作原理是一个复杂而又精密的系统工程,它的稳定性、可靠性和高效性对工业生产具有重要的意义。
相信随着科技的不断进步,卷取机的工作原理会得到更多的完善和提升,为工业生产带来更多的便利和效益。
工 业 技 术中国新技术新产品- 100 -2016 NO.02(上)China New Technologies and Products对于我们来讲,卷板机的工作原理和机械结构是非常重要的,我们只有掌握了卷板机的工作原理和相关的工作参数,才能够更好的利用和使用卷取机。
一、简要叙述卷取机设备机械生产的过程中有三种设备必不可少:第一个是热连轧机,第二个是炉卷轧机,第三个是行星轧机。
作为这三种轧机设备的主要配套设备,热带钢卷取机设备主要有两种形式。
第一种形式是地上式的卷取机;第二种形式是地下式的卷取机。
现阶段我国的机械生产加工过程中,最常使用的是地下式的卷取机。
主要是因为地下式的卷取机设备具有四个显著的优点。
第一个优点是地下式卷取机的生产效率较高;第二个优点是地下式的卷取机可以卷曲较宽的钢板和较厚的钢板;第三个优点是地下式的卷取机的卷曲生产速度较快;第四个优点是地下式的卷取机卷出的钢板较为密实。
正是由于地下式卷取机的上述四种优点,才导致了我国机械行业现阶段使用地下式的卷取机设备。
二、简要叙述卷取机设备的结构特点和相应的工作原理本文从六个方面阐述了卷取机设备的结构特点和相应的工作原理,第一个方面是卷取机设备的机座部分。
第二个方面是卷取机设备驱动装置中的减速机设备。
第三个方面是卷取机设备的卷筒。
第四个方面是卷取机设备的推板装置。
第五个方面是卷取设备的活动支撑。
第六个方面是卷曲设备的卷筒准确停车装置。
下面进行详细的阐述和分析。
(1)主要结构一卷取机设备的机座部分。
卷取机设备的机座主要由两个部分组成。
第一个部分是浮动形式的底座。
第二个部分是和基础栓接的底座。
这两种底座组成了设备的整体底座。
在设备的底座中,设计了浮动油缸,浮动油缸的活塞杆部分和底座的浮动底座部分连接在一起。
活塞是具有双向移动形式的活塞。
现阶段设备的形成大部分都在±150mm。
浮动油缸中的工作液压油主要是由独立的边缘控制装置进行供油,很多时候这种供油设备是液压站。