轴系安装工艺新
- 格式:docx
- 大小:305.32 KB
- 文档页数:11
一、概述:本工艺的制定是根据《中国造船质量标准》(2005)及相关规范、标准制定的。
本工艺包括的工作内容:轴系、舵系放线、艉轴管及密封装置的安装、螺旋桨安装、中间轴安装、齿轮箱安装、主柴油机安装;艉柱、吊舵臂、挂舵臂的安装,吊舵臂镗孔,下舵承、舵销承装配,舵叶拂配,舵系装配等等;本工艺文件规定了上述内容的施工方法和技术要求。
1、基本工艺流程轴系、舵系理论中→艉柱定位心线的确定间轴对中安装→齿轮箱对中安装→主柴油机对中安装2、放轴系中心线和舵系中心线3.1拉线前船台施工应具备的条件:3.1.1拉线前应完成的工作主船体机舱段主甲板下全部完工及密性试验完成,尾部油、水舱、柜密性试验完成,相关构件及外板装焊完工后,机舱前壁向船首的一条环形大接缝焊装结束,大型机器设备预定位,船体基线以及横倾由船体部门确定并验收合格。
3.1.2主机及轴系的基座都已焊好,并交验合格。
3.1.3在确定轴系理论中心线、主机定位及校中轴系时,船上应停止冲击或振动作业。
3.1.4轴系校中安装应考虑和排除阳光照射引起船体变形的影响。
一般在早晚或阴雨天进行。
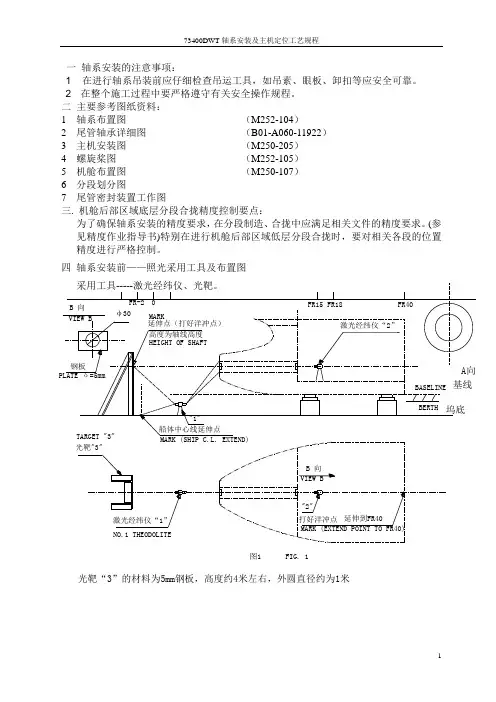
3.2轴系和舵系理论中心线基准点的确定、检查:3.2.1 按船体提供的最终的基线标,用激光经纬仪测出轴线高度(本船轴线与基线平行,轴线距基线高度为2200 mm),并从艉部引向机舱内按图纸要求确定32#舱壁处轴线离基线高度为2200 mm,确定轴线首靶点。
3.2.2同理,按图在4#肋位垂直于船舯中纵线,高度值为2200 mm,确定轴线艉靶点。
3.2.3连接两靶点,用φ0.8mm钢丝挂重量约为75Kg,分别延长至-5#检查,-5#距基线高度应为2200mm,以检查船体焊接试水后变形数据,检查主机座安装误差情况。
按理论值,也可检查轴线挠度。
(如图1)3、钢丝自重及挠度修正值如下:Y=g*x(l-x)/0.99*2G式中Y—挠度修正值(m);g—钢丝线单位重量(N/ m);L—钢丝两基准点间的距离(m);X—所求挠度到基点距离(m);G—钢丝拉紧力(N);5、理论轴线确定后,检查主机座位置及高度尺寸是否满足要求。
主机座满足要求后,将首靶点移至13#肋位处,13#肋位距轴线高度按理论计算为2200 mm。
6、靶点用大于100×100×8角钢制作固定。
7、轴系理论中心线的要求:轴系理论中心线与船体纵中心线的不平行度误差不大于0.3mm/m;轴线与基线平行,且只允许后端向下倾斜。
8、舵系拉线与轴系拉线同时进行。
舵系则在0#肋位处按船体中心线向上与轴线重合并沿伸至舵机平台甲板上,并做好标记(注意:在舵系放线之前,需要检查船舶的横倾,如有则需要调整下基准点)。
用一根φ0.8mm钢丝连接上下两基点并在钢丝下端挂一重~50 Kg的重物,此钢丝即为舵系理论中心线,并在主甲板及艉楼甲板倒龙骨上用样冲做好标记。
该线同时引到艉封板上做好标记,为舵叶吊中的基准线。
上述拉线基准点需经检验员确认,施工人员按此基准点进行轴系与舵系的拉线。
9、舵系中心的误差应符合表1的要求:数值应同设计院和船东代表协商。
9、2报船东代表和船检验船师检验,若没有达到上述规定的指标应调整。
10、艉柱、吊舵臂的安装:10.1安装艉柱,以轴系理论轴线为基线,根据图纸指定的位置,将艉柱安装到主船体上(注意,安装艉柱前需要将艉管及艉管前支撑从尾部往机舱装进去,并往机舱多拉一些,以不影响安装艉柱为原则);10.2安装吊舵臂,以舵系理论轴线为基线,根据图纸指定的位置,将吊舵臂安装到主船体上,然后将艉柱与吊舵臂之间的船体构件安装到船体上。
10.3艉柱、吊舵臂的焊接要求是有经验的持证焊工,严格按如下焊接顺序施焊:10.3.1先焊吊舵臂,焊接顺序为先焊接船体构件与构件之间的焊缝,再焊吊舵臂与船体构件之间的焊缝,焊接采用对称和跳焊的方法,严格控制变形,注意在焊接过程中,钳工要不断地测量吊舵臂下舵承外壳、舵销承外壳中心线与舵系中心线是否重合,根据变形情况调整焊接方向。
10.3.2再焊艉柱,焊接顺序为先焊接船体构件与构件之间的焊缝,再焊艉柱与船体构件之间的焊缝,焊接采用对称和跳焊的方法,严格控制变形,注意在焊接过程中,钳工要不断地测量艉柱内孔中心线与轴系中心线是否重合,根据变形情况调整焊接方向。
11、艉管前支撑的安装11.1 安装艉管前支撑,根据轴系理论中心线调整艉管前支撑使其内孔中心线与轴系理论中心线相吻合,并根据图纸指定的位置固定艉管前支撑。
钢丝挠度按第4条计算。
11.2艉轴管前支撑的焊接要求是有经验的持证焊工;用CO气体保护焊,焊接采用对称和跳2焊的方法;并在对称接头处留~6 mm的气孔,等冷却后再填平气孔。
11.3注意在焊接过程中,钳工要不断地测量艉管及艉轴前轴承支撑中心线是否与轴系理论中心线重合,根据变形情况可调整焊接方向。
冷却后检查艉轴管前支撑中心线与轴系理论中心线是否有偏差并做好记录。
12、艉轴管的安装12.1艉柱和艉管前支撑安装好后,以理论轴线为基准,根据图纸指定位置,用设在艉柱和艉管前支撑上的调节螺栓将艉轴套管调节好,使艉轴套管的中心线与理论轴线相吻合。
钢丝挠度按第4条计算。
12.2 艉轴套管调节好后,开始装配浇注环氧树脂的挡板。
12.3 浇注环氧树脂的挡板装好后,由宁波北伦科技有限公司的专业技术人员开始浇注环氧树脂,以定位艉轴套管。
12.4轴系中心线误差应符合表2的要求:栓。
13 镗削吊舵臂下舵承外壳孔及舵销承外壳孔:13.1 舵系理论中心线为基准划镗孔检验圆和加工圆线,(检验圆线比加工圆线约大20~30mm),并在圆线上打上样冲眼。
注意,加工圆线和检验圆线是个同心圆,而且,在镗孔前及在画镗孔加工圆线时,应检查轴毂孔能否按图纸要求镗出规定的尺寸,现时使轴毂的最小厚度(一般为舵杆直径的30%)不小于规定的数值。
13.2 镗杆定中时,在舵承外壳孔及上舵承座前后左右焊接四只M14×50螺栓,以舵系理论中心线调节四个螺栓使前后左右距离相等(距离约比镗杆直径大0.10 mm)放入镗杆调节使镗杆与四棵螺栓距离相等。
13.3 镗削舵臂下舵承外壳孔和舵销承外壳孔。
13.4 注意镗孔时进刀量不要太大,分几次镗削13.5 镗孔技术要求按表314.1 在舵叶上安装挂舵臂之前,舵已基本成型,舵叶的构件与构件间的焊缝焊已经全部焊接完工,板缝焊已基本焊完(与挂舵臂之间的焊缝除外)舵叶上下封板用样冲作出舵叶纵向和横向中心线,以便以后舵叶对中做准备。
14.2 根据舵叶施工图纸将挂舵臂固定到要求的位置,注意定位挂舵臂时,一定要保证挂舵臂的中心线与舵叶的中心线一致性,且注意键槽的方向。
14.3 挂舵臂找中定位完工后,用L100×100×10或工字钢临时固定牢,防止焊接变形。
然后,开始焊接舵叶构件与挂舵臂之间的焊缝,注意焊接采用跳焊的方法,严格控制变形。
在施焊过程中,钳工要不时地测量挂舵臂内孔中心尺寸,根据变形情况调整焊接方向和速度。
14.4 舵叶施焊完工后(焊缝已冷却),将舵叶及挂舵臂所有临时加强支撑拆除,让舵叶充分释放应力。
14.5 舵叶锥孔与舵杆的拂配,用吊车垂直吊舵杆,将舵杆与舵叶锥孔进行拂配,使舵杆锥度与舵叶舵杆套接触面积达到75%,并且用色油检查,25×25 mm2的面积达到3~4点。
15 舵叶舵销套定位安装:15.1将舵叶水平放置在平台上并调平。
15.2 根据舵叶舵杆套部分的内孔中心线拉一根φ1mm钢丝,此钢丝穿过舵销套座内孔,此钢丝即为舵叶中心线。
要考虑钢丝的挠度,钢丝挠度按第4条计算。
15.3 根据舵叶舵杆套部份的内孔中心线为基准定位舵销套(注意:定位舵销套之前,需要将舵销套座内孔及舵销套外园用丙酮清洗干净),通过八个M20调节螺栓调整,使舵销套内孔与舵杆套内孔同心,如图3所示。
15.4舵销套环氧树脂定位;15.4.1 舵销套调整好后,焊接挡板,准备浇注环氧树脂。
15.4.2浇注环氧树脂,该工作由宁波北伦科技有限公司的专业技术人员完成。
16.吊舵臂下舵承孔及舵销承孔镗削完工后,仔细测量内径,参照图纸装配要求加工下舵承及舵销承外径,外圆加工要求如表417.1 艉轴承的安装:17.1.1 压缩空气将艉轴管内的铁屑、杂物清除干净,艉轴承表面擦洗干净。
17.1.2用带表的油压千顶将前后轴承装入艉轴艉管中,记录装配时压力表的读数,计算轴承装配压力。
注意:装轴承时要注意轴承油槽方向向上。
18.艉轴及前密封装置的安装18.1 艉轴的安装:18.1.1 安装艉轴前应按技术要求检查合格,艉轴与螺旋桨和联轴节锥孔拂括配合质量及与传动键括配质量应合格,艉轴表面擦洗干净。
(以上产品应有船检证书)18.1.2 在艉轴的工作轴颈部分和艉轴承内圆表面上涂上润滑剂。
18.1.3 用桁车和手拉葫芦或推车将艉轴从船外向船内送入艉轴管轴承内。
(所用的起吊工具不得损伤艉轴)18.1.4 按图纸要求调整好艉轴前后尺寸后用长塞尺测量艉轴与艉轴承左右及上下部的安装间隙,要求如下:上部间隙满足技术要求;下部接触处间隙为零,用0.05 mm塞尺检查插不进;左右两边的间隙应均匀。
检查完工后做好支撑。
18.1.5 将前密封装置的内外检查,看密封装置是否有毛刺、裂纹等缺陷,然后再安装密封装置。
18.1.6前密封装置安装完工之后,进行密封装置的密封压力试验并报船检。
19.螺旋桨和可拆联轴节安装19.1 螺旋桨的锥孔和艉轴配合面擦拭干净,转动艉轴使键朝上,把螺旋桨安装到艉轴上再安装导流帽,在机舱内艉轴前端用槽钢档住,后端用带压力表的液压顶顶螺旋桨,在顶的过程中记录压力及进入量。
(要求设计院提供螺旋桨压入力的数据)19.2 安装艉轴前端的可拆联轴节,用专用扳手使劲拧紧螺帽,使联轴节紧配在艉轴前端锥孔上。
19.3 轴承内加入润滑剂,转动艉轴用百分表检查艉轴端面及外圆跳动情况,并做好记录。
19.4 可拆联轴节安装完工后,用大角钢或工字钢、工艺螺栓等将可拆联轴节连同艉轴牢靠的一起固定在船体上,为船舶下水做准备。
注意,固定联轴节时,应使螺旋桨成顺八字。
20 舵杆装配20.1 去除下舵承、舵销承毛刺,涂上润滑轴用液压顶压入下舵承外壳孔及舵销承外壳孔内。
20.2 舵叶装配到吊舵臂上,调整舵杆锥孔与舵系中心线重合,并用枕木垫平。
20.3 用吊车慢慢把舵杆放入舵孔内,对好舵杆锥孔,上紧螺母,并做好保险。
同理装上舵销。
20.4 用M20调节螺栓按实测数据要求调整好上舵承座尺寸,装上上舵承使舵杆与舵承内孔四周间隙相等,点焊固定,施焊时采用跳焊或对称焊,钳工要不断测量内孔间隙,按实际情况调整焊接方向。
20.5 焊完冷却后,舵叶应能轻松转动。
21.轴系校中应具备的条件:21.1 螺旋桨应浸没在水中;21.2 轴系校中应在早晨日出前或夜间船体温度稳定时进行;21.3 如安装时环境温度低于10℃,则应考虑环境温度对轴系校中的影响;21.4 其他条件见通用要求;21.5 轴系校中时要记录校中的日期、时间及环境温度。